

Manufatura digital | O Mundo da Usinagem - 118
Soluções de Usinagem 1: MANUFATURA HIPERCONECTADA; Como a fabricação baseada em nuvem melhora a qualidade na produção. RITCH, Francis Página: 04 Soluções de Usinagem 2: RAMPA HELICOIDAL; Técnicas específicas asseguram maior produtividade e precisão ao processo. CAVICHIOLLI, Francisco Página: 10 Produtividade: NEM SÓ DE TECNOLOGIA VIVE A ERA 4.0; Importantes players do setor refletem sobre os significados por trás dos avanços da indústria mundial. NATALE, Vera Página: 14 Entrevista: ENTENDA A REFORMA TRABALHISTA; Convidamos um expert para elucidar as novas regras e os impactos sobre empresas e funcionários. PEREIRA, Inês Página: 20 Negócios da Indústria 1: O AMANHECER DO CONSUMIDOR PHYGITAL; O modelo de negócios que combina a desintermediação do digital com a experiência sensorial do meio físico. ALONSO, Júlio Página: 24 Negócios da Indústria 2: MEGATENDÊNCIA TECNOLÓGI CA; A conectividade estará presente em toda a cadeia produtiva da indústria automotiva.
Soluções de Usinagem 1: MANUFATURA HIPERCONECTADA; Como a fabricação baseada em nuvem melhora a qualidade na produção. RITCH, Francis Página: 04 Soluções de Usinagem 2: RAMPA HELICOIDAL; Técnicas específicas asseguram maior produtividade e precisão ao processo. CAVICHIOLLI, Francisco Página: 10 Produtividade: NEM SÓ DE TECNOLOGIA VIVE A ERA 4.0; Importantes players do setor refletem sobre os significados por trás dos avanços da indústria mundial. NATALE, Vera Página: 14 Entrevista: ENTENDA A REFORMA TRABALHISTA; Convidamos um expert para elucidar as novas regras e os impactos sobre empresas e funcionários. PEREIRA, Inês Página: 20 Negócios da Indústria 1: O AMANHECER DO CONSUMIDOR PHYGITAL; O modelo de negócios que combina a desintermediação do digital com a experiência sensorial do meio físico. ALONSO, Júlio Página: 24 Negócios da Indústria 2: MEGATENDÊNCIA TECNOLÓGI CA; A conectividade estará presente em toda a cadeia produtiva da indústria automotiva.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
soluções de usinagem 2<br />
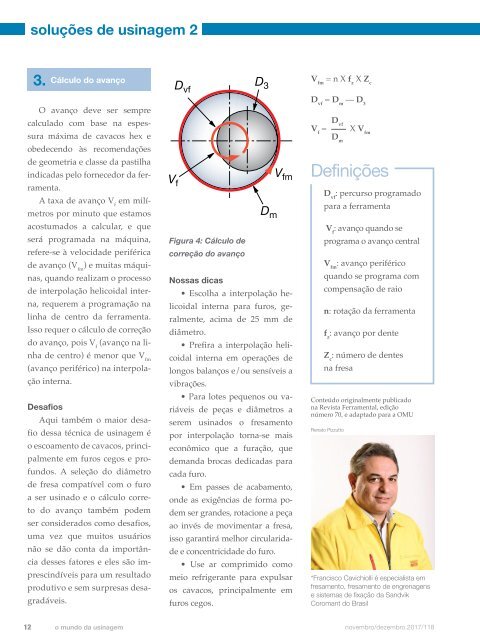
3. Cálculo do avanço V fm<br />
= n X f z<br />
X Z c<br />
O avanço deve ser sempre<br />
calculado com base na espessura<br />
máxima de cavacos hex e<br />
obedecendo às recomen<strong>da</strong>ções<br />
de geometria e classe <strong>da</strong> pastilha<br />
indica<strong>da</strong>s pelo fornecedor <strong>da</strong> ferramenta.<br />
A taxa de avanço V f<br />
em milímetros<br />
por minuto que estamos<br />
acostumados a calcular, e que<br />
será programa<strong>da</strong> na máquina,<br />
refere-se à veloci<strong>da</strong>de periférica<br />
de avanço (V fm<br />
) e muitas máquinas,<br />
quando realizam o processo<br />
de interpolação helicoi<strong>da</strong>l interna,<br />
requerem a programação na<br />
linha de centro <strong>da</strong> ferramenta.<br />
Isso requer o cálculo de correção<br />
do avanço, pois V f<br />
(avanço na linha<br />
de centro) é menor que V fm<br />
(avanço periférico) na interpolação<br />
interna.<br />
Desafios<br />
Aqui também o maior desafio<br />
dessa técnica de usinagem é<br />
o escoamento de cavacos, principalmente<br />
em furos cegos e profundos.<br />
A seleção do diâmetro<br />
de fresa compatível com o furo<br />
a ser usinado e o cálculo correto<br />
do avanço também podem<br />
ser considerados como desafios,<br />
uma vez que muitos usuários<br />
não se dão conta <strong>da</strong> importância<br />
desses fatores e eles são imprescindíveis<br />
para um resultado<br />
produtivo e sem surpresas desagradáveis.<br />
Figura 4: Cálculo de<br />
correção do avanço<br />
Nossas dicas<br />
• Escolha a interpolação helicoi<strong>da</strong>l<br />
interna para furos, geralmente,<br />
acima de 25 mm de<br />
diâmetro.<br />
• Prefira a interpolação helicoi<strong>da</strong>l<br />
interna em operações de<br />
longos balanços e/ou sensíveis a<br />
vibrações.<br />
• Para lotes pequenos ou variáveis<br />
de peças e diâmetros a<br />
serem usinados o fresamento<br />
por interpolação torna-se mais<br />
econômico que a furação, que<br />
deman<strong>da</strong> brocas dedica<strong>da</strong>s para<br />
ca<strong>da</strong> furo.<br />
• Em passes de acabamento,<br />
onde as exigências de forma podem<br />
ser grandes, rotacione a peça<br />
ao invés de movimentar a fresa,<br />
isso garantirá melhor circulari<strong>da</strong>de<br />
e concentrici<strong>da</strong>de do furo.<br />
• Use ar comprimido como<br />
meio refrigerante para expulsar<br />
os cavacos, principalmente em<br />
furos cegos.<br />
D vf<br />
= D m<br />
— D 3<br />
V f<br />
= D vf<br />
D m<br />
Definições<br />
D vf<br />
: percurso programado<br />
para a ferramenta<br />
V f<br />
: avanço quando se<br />
programa o avanço central<br />
V fm<br />
: avanço periférico<br />
quando se programa com<br />
compensação de raio<br />
n: rotação <strong>da</strong> ferramenta<br />
f z<br />
: avanço por dente<br />
Z c<br />
: número de dentes<br />
na fresa<br />
Conteúdo originalmente publicado<br />
na Revista Ferramental, edição<br />
número 70, e a<strong>da</strong>ptado para a OMU<br />
Renato Pizzutto<br />
X V fm<br />
*Francisco Cavichiolli é especialista em<br />
fresamento, fresamento de engrenagens<br />
e sistemas de fixação <strong>da</strong> Sandvik<br />
Coromant do Brasil<br />
12 o mundo <strong>da</strong> usinagem novembro/dezembro.2017/<strong>118</strong>