Karbidtillverkningen vid Stockviksverken - Länsstyrelserna
Karbidtillverkningen vid Stockviksverken - Länsstyrelserna
Karbidtillverkningen vid Stockviksverken - Länsstyrelserna

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
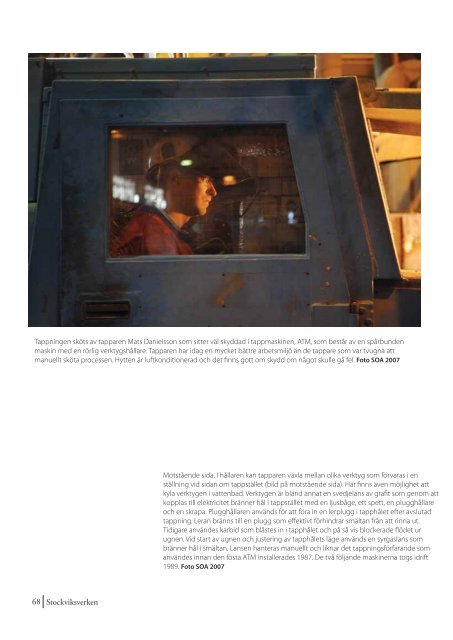
Tappningen sköts av tapparen Mats Danielsson som sitter väl skyddad i tappmaskinen, ATM, som består av en spårbunden<br />
maskin med en rörlig verktygshållare. Tapparen har idag en mycket bättre arbetsmiljö än de tappare som var tvugna att<br />
manuellt sköta processen. Hytten är luftkonditionerad och det fi nns gott om skydd om något skulle gå fel. Foto SOA 2007<br />
68 <strong>Stockviksverken</strong><br />
Motstående sida. I hållaren kan tapparen växla mellan olika verktyg som förvaras i en<br />
ställning <strong>vid</strong> sidan om tappstället (bild på motstående sida). Här fi nns även möjlighet att<br />
kyla verktygen i vattenbad. Verktygen är bland annat en svedjelans av grafi t som genom att<br />
kopplas till elektricitet bränner hål i tappstället med en ljusbåge, ett spett, en plugghållare<br />
och en skrapa. Plugghållaren används för att föra in en lerplugg i tapphålet efter avslutad<br />
tappning. Leran bränns till en plugg som eff ektivt förhindrar smältan från att rinna ut.<br />
Tidigare användes karbid som blåstes in i tapphålet och på så vis blockerade fl ödet ur<br />
ugnen. Vid start av ugnen och justering av tapphålets läge används en syrgaslans som<br />
bränner hål i smältan. Lansen hanteras manuellt och liknar det tappningsförfarande som<br />
användes innan den fösta ATM installerades 1987. De två följande maskinerna togs idrift<br />
1989. Foto SOA 2007