SUPER-QUAD SUPER-QUAD - Tecnomagnete S.p.A.
SUPER-QUAD SUPER-QUAD - Tecnomagnete S.p.A.
SUPER-QUAD SUPER-QUAD - Tecnomagnete S.p.A.

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
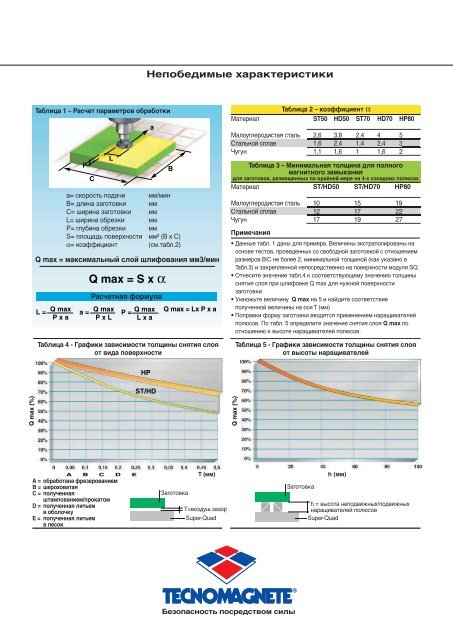
Непобедимые характеристики<br />
Таблица 1 – Расчет параметров обработки<br />
L = Q max<br />
P x a<br />
P<br />
C<br />
L<br />
a= скорость подачи мм/мин<br />
B= длина заготовки мм<br />
С= ширина заготовки мм<br />
L= ширина обрезки мм<br />
P= глубина обрезки мм<br />
S= площадь поверхности мм² (B x C)<br />
α= коэффициент (см.табл.2)<br />
Q max = максимальный слой шлифования мм3/мин<br />
Q max = S x α<br />
a = Q max<br />
P x L<br />
a<br />
Расчетная формула<br />
P = Q max<br />
L x a<br />
B<br />
Q max = Lx P x a<br />
Таблица 4 - Графики зависимости толщины снятия слоя<br />
от вида поверхности<br />
Таблица 2 – коэффициент α<br />
Материал ST50 ST50 HD50 HD50 ST70 ST70 HD70 HD70 HP80<br />
Малоуглеродистая сталь 2,6 2,63,8 3,8 2,4 2,4 4,04 5<br />
Стальной сплав 1,6 1,62,4 2,4 1,4 1,4 2,4 2,4 3<br />
Чугун 1,1 1,11,6 1,6 1,0 1 1,6 1,6 2<br />
Таблица 3 – Минимальная толщина для полного<br />
магнитного замыкания<br />
для заготовок, размещенных по крайней мере на 4-х соседних полюсах<br />
Материал ST/H50 ST/HD50 ST/HD70 ST/HD70 HP80 HP80<br />
Малоуглеродистая сталь 10 10 15 15 19 19<br />
Стальной сплав 12 12 17 17 22 22<br />
Чугун 17 17 19 19 27 27<br />
Примечания<br />
• Данные табл. 1 даны для примера. Величины экстраполированы на<br />
основе тестов, проведенных со свободной заготовкой с отношением<br />
размеров B/C не более 2, минимальной толщиной (как указано в<br />
Табл.3) и закрепленной непосредственно на поверхности модуля SQ.<br />
• Отнесите значение табл.4 к соответствующему значению толщины<br />
снятия слоя при шлифовке Q max для нужной поверхности<br />
заготовки<br />
• Умножьте величину Q max на 5 и найдите соответствие<br />
полученной величины на оси T (мм)<br />
• Поправки форму заготовки вводятся применением наращивателей<br />
полюсов. По табл. 5 определите значение снятия слоя Q max по<br />
отношению к высоте наращивателей полюсов.<br />
Таблица 5 - Графики зависимости толщины снятия слоя<br />
от высоты наращивателей<br />
HP<br />
ST/HD<br />
Q max (%)<br />
Q max (%)<br />
A B C D E<br />
A = обработана фрезерованием<br />
B = шероховатая<br />
C A = = полученная milled<br />
B = штампованием/прокатом<br />
rough-sized<br />
D C = = полученная stamped литьем / rolled<br />
D = в shell оболочку casting<br />
E = = полученная sand casting литьем<br />
в песок<br />
T Т (mm) (мм)<br />
Workpiece Заготовка<br />
Т=воздуш.зазор<br />
T= T = Air gap<br />
Super-Quad<br />
h (mm) (мм)<br />
Workpiece Заготовка<br />
h<br />
h=<br />
= высота<br />
height of<br />
неподвижных/подвижных<br />
the fixed or moving pole extensions<br />
наращивателей полюсов<br />
Super-Quad<br />
Безопасность посредством силы