
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
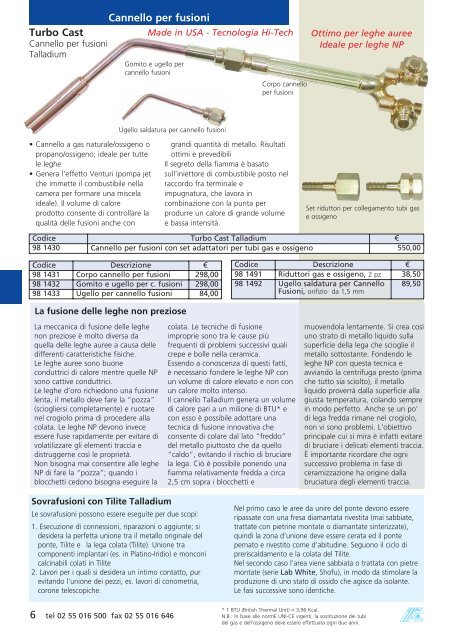
Turbo Cast<br />
Cannello per fusioni<br />
Talladium<br />
• Cannello a gas naturale/ossigeno o<br />
propano/ossigeno; ideale per tutte<br />
le leghe<br />
• Genera l’effetto Venturi (pompa jet<br />
che immette il combustibile nella<br />
camera per formare una miscela<br />
ideale). Il volume di calore<br />
prodotto consente di controllare la<br />
qualità delle fusioni anche con<br />
Cannello per fusioni<br />
Gomito e ugello per<br />
cannello fusioni<br />
6 tel 02 55 016 500 fax 02 55 016 646<br />
Made in USA - Tecnologia Hi-Tech Ottimo per leghe auree<br />
Ideale per leghe NP<br />
Ugello saldatura per cannello fusioni<br />
Corpo cannello<br />
per fusioni<br />
grandi quantità di metallo. Risultati<br />
ottimi e prevedibili<br />
Il segreto della fiamma è basato<br />
sull’iniettore di combustibile posto nel<br />
raccordo fra terminale e<br />
impugnatura, che lavora in<br />
combinazione con la punta per<br />
produrre un calore di grande volume<br />
e bassa intensità.<br />
Set riduttori per collegamento tubi gas<br />
e ossigeno<br />
Codice Turbo Cast Talladium €<br />
98 1430 Cannello per fusioni con set adattatori per tubi gas e ossigeno 550,00<br />
Codice Descrizione €<br />
98 1431 Corpo cannello per fusioni 298,00<br />
98 1432 Gomito e ugello per c. fusioni 298,00<br />
98 1433 Ugello per cannello fusioni 84,00<br />
La fusione delle leghe non preziose<br />
La meccanica di fusione delle leghe<br />
non preziose è molto diversa da<br />
quella delle leghe auree a causa delle<br />
differenti caratteristiche fisiche.<br />
Le leghe auree sono buone<br />
conduttrici di calore mentre quelle NP<br />
sono cattive conduttrici.<br />
Le leghe d’oro richiedono una fusione<br />
lenta, il metallo deve fare la “pozza”<br />
(sciogliersi completamente) e ruotare<br />
nel crogiolo prima di procedere alla<br />
colata. Le leghe NP devono invece<br />
essere fuse rapidamente per evitare di<br />
volatilizzare gli elementi traccia e<br />
distruggerne così le proprietà.<br />
Non bisogna mai consentire alle leghe<br />
NP di fare la “pozza”; quando i<br />
blocchetti cedono bisogna eseguire la<br />
Sovrafusioni con Tilite Talladium<br />
Le sovrafusioni possono essere eseguite per due scopi:<br />
1. Esecuzione di connessioni, riparazioni o aggiunte; si<br />
desidera la perfetta unione tra il metallo originale del<br />
ponte, Tilite e la lega colata (Tilite). Unione tra<br />
componenti implantari (es. in Platino-Iridio) e monconi<br />
calcinabili colati in Tilite<br />
2. Lavori per i quali si desidera un intimo contatto, pur<br />
evitando l’unione dei pezzi, es. lavori di conometria,<br />
corone telescopiche.<br />
colata. Le tecniche di fusione<br />
improprie sono tra le cause più<br />
frequenti di problemi successivi quali<br />
crepe e bolle nella ceramica.<br />
Essendo a conoscenza di questi fatti,<br />
è necessario fondere le leghe NP con<br />
un volume di calore elevato e non con<br />
un calore molto intenso.<br />
Il cannello Talladium genera un volume<br />
di calore pari a un milione di BTU* e<br />
con esso è possibile adottare una<br />
tecnica di fusione innovativa che<br />
consente di colare dal lato “freddo”<br />
del metallo piuttosto che da quello<br />
“caldo”, evitando il rischio di bruciare<br />
la lega. Ciò è possibile ponendo una<br />
fiamma relativamente fredda a circa<br />
2,5 cm sopra i blocchetti e<br />
Codice Descrizione €<br />
98 1491 Riduttori gas e ossigeno, 2 pz. 38,50<br />
98 1492 Ugello saldatura per Cannello<br />
Fusioni, orifizio da 1,5 mm<br />
89,50<br />
muovendola lentamente. Si crea così<br />
uno strato di metallo liquido sulla<br />
superficie della lega che scioglie il<br />
metallo sottostante. Fondendo le<br />
leghe NP con questa tecnica e<br />
avviando la centrifuga presto (prima<br />
che tutto sia sciolto), il metallo<br />
liquido proverrà dalla superficie alla<br />
giusta temperatura, colando sempre<br />
in modo perfetto. Anche se un po’<br />
di lega fredda rimane nel crogiolo,<br />
non vi sono problemi. L’obiettivo<br />
principale cui si mira è infatti evitare<br />
di bruciare i delicati elementi traccia.<br />
È importante ricordare che ogni<br />
successivo problema in fase di<br />
ceramizzazione ha origine dalla<br />
bruciatura degli elementi traccia.<br />
Nel primo caso le aree da unire del ponte devono essere<br />
ripassate con una fresa diamantata rivestita (mai sabbiate,<br />
trattate con pietrine montate o diamantate sinterizzate),<br />
quindi la zona d’unione deve essere cerata ed il ponte<br />
pernato e rivestito come d’abitudine. Seguono il ciclo di<br />
preriscaldamento e la colata del Tilite.<br />
Nel secondo caso l’area viene sabbiata o trattata con pietre<br />
montate (serie Lab White, Shofu), in modo da stimolare la<br />
produzione di uno stato di ossido che agisce da isolante.<br />
Le fasi successive sono identiche.<br />
* 1 BTU (British Thermal Unit) = 3,96 Kcal.<br />
N.B.: In base alle normE UNI-CE vigenti, la sostituzione dei tubi<br />
del gas e dell’ossigeno deve essere effettuata ogni due anni.