


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
PREDISPOSIZIONE SOFTWARE<br />
Uno dei motivi che ci ha portato<br />
quasi un anno fa a preferire Marlin<br />
come firmware agli altri, tutto<br />
sommato equivalenti all’epoca,<br />
è stato l’approccio innovativo<br />
che l’autore ha dimostrato sin<br />
dalle prime versioni. La scelta si<br />
è rivelata vincente e molte altre<br />
stampanti 3D sfruttano con profitto<br />
questo firmware, così come<br />
sono molti gli utenti che hanno<br />
scelto di passare da Pronterface a<br />
Repetier-Host.<br />
Ora Marlin ci permette di gestire<br />
le funzionalità per la stampa<br />
autonoma disponendo già da<br />
varie release di tutto il codice<br />
necessario per questa modalità<br />
funzionale. Chi ha provato ad<br />
aggiornare la scheda avrà notato<br />
che nel firmware sono presenti<br />
dei moduli dedicati sia al pilotaggio<br />
degli LCD, sia alla gestione<br />
della scheda di memoria SD.<br />
Basta quindi intervenire su pochi<br />
file per avere la stampante perfettamente<br />
operativa in modalità<br />
autonoma.<br />
CON PC E SENZA PC<br />
Nel realizzare il sistema di<br />
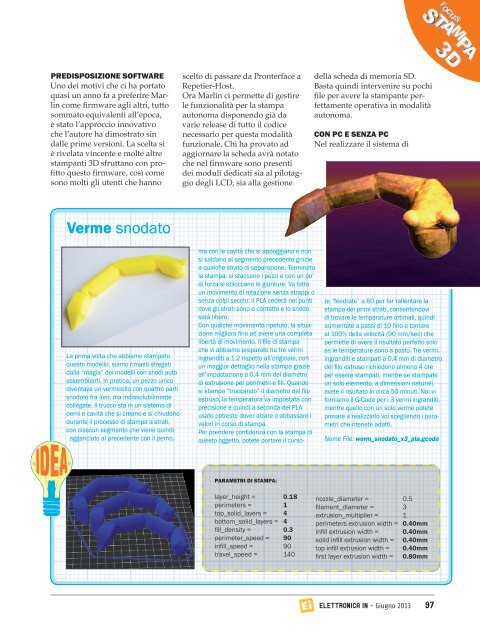
Verme snodato<br />
La prima volta che abbiamo stampato<br />
questo modello, siamo rimasti stregati<br />
dalla “magia” dei modelli con snodi auto<br />
assemblanti. In pratica, un pezzo unico<br />
diventava un vermicello con quattro parti<br />
snodate fra loro, ma indissolubilmente<br />
collegate. Il trucco sta in un sistema di<br />
perni e cavità che si creano e si chiudono<br />
durante il processo di stampa a strati,<br />
con ciascun segmento che viene quindi<br />
agganciato al precedente con il perno,<br />
ma con le cavità che si appoggiano e non<br />
si saldano al segmento precedente grazie<br />
a qualche strato di separazione. Terminata<br />
la stampa, si staccano i pezzi e con un po’<br />
di forza si sbloccano le giunture. Va fatto<br />
un movimento di rotazione senza strappi o<br />
senza colpi secchi: il PLA cederà nei punti<br />
dove gli strati sono a contatto e lo snodo<br />
sarà libero.<br />
Con qualche movimento ripetuto, la situazione<br />
migliora fino ad avere una completa<br />
libertà di movimento. Il file di stampa<br />
che vi abbiamo preparato ha tre vermi<br />
ingranditi a 1.2 rispetto all’originale, con<br />
un maggior dettaglio nella stampa grazie<br />
all’impostazione a 0.4 mm del diametro<br />
di estrusione per perimetri e fill. Quando<br />
si stampa “truccando” il diametro del filo<br />
estruso, la temperatura va impostata con<br />
precisione e quindi a seconda del PLA<br />
usato potreste dover alzare o abbassare i<br />
valori in corso di stampa.<br />
Per prendere confidenza con la stampa di<br />
questo oggetto, potete portare il curso-<br />
re “feedrate” a 60 per far rallentare la<br />
stampa dei primi strati, consentendovi<br />
di trovare le temperature ottimali, quindi<br />
aumentate a passi di 10 fino a tornare<br />
al 100% della velocità (90 mm/sec) che<br />
permette di avere il risultato perfetto solo<br />
se le temperature sono a posto. Tre vermi,<br />
ingranditi e stampati a 0.4 mm di diametro<br />
del filo estruso richiedono almeno 4 ore<br />
per essere stampati, mentre se stampate<br />
un solo elemento, a dimensioni naturali,<br />
avete il risultato in circa 50 minuti. Noi vi<br />
forniamo il G-Code per i 3 vermi ingranditi,<br />
mentre quello con un solo verme potete<br />
provare a realizzarlo voi scegliendo i parametri<br />
che ritenete adatti.<br />
Nome File: worm_snodato_x3_pla.gcode<br />
PARAMETRI DI STAMPA:<br />
layer_height = 0.18<br />
perimeters = 1<br />
top_solid_layers = 4<br />
bottom_solid_layers = 4<br />
fill_density = 0.3<br />
perimeter_speed = 90<br />
infill_speed = 90<br />
travel_speed = 140<br />
nozzle_diameter = 0.5<br />
filament_diameter = 3<br />
extrusion_multiplier = 1<br />
perimeters extrusion width = 0.40mm<br />
infill extrusion width = 0.40mm<br />
solid infill extrusion width = 0.40mm<br />
top infill extrusion width = 0.40mm<br />
first layer extrusion width = 0.80mm<br />
Elettronica In ~ Giugno 2013 97