nuovi prodotti
nuovi prodotti
nuovi prodotti

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
GUIDA<br />
Informazioni Tecniche<br />
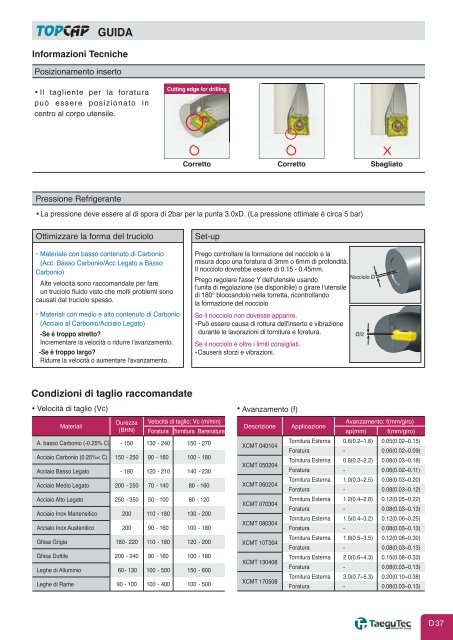
Posizionamento inserto<br />
• Il tagliente per la foratura<br />
può essere posizionato in<br />
centro al corpo utensile.<br />
Cutting edge for drilling<br />
Corretto<br />
Corretto<br />
Sbagliato<br />
Pressione Refrigerante<br />
• La pressione deve essere al di spora di 2bar per la punta 3.0xD. (La pressione ottimale è circa 5 bar)<br />
Ottimizzare la forma del truciolo<br />
• Materiale con basso contenuto di Carbonio<br />
(Acc. Basso Carbonio/Acc Legato a Basso<br />
Carbonio)<br />
Alte velocità sono raccomandate per fare<br />
un truciolo fluido visto che molti problemi sono<br />
causati dal truciolo spesso.<br />
• Materiali con medio e alto contenuto di Carbonio<br />
(Acciaio al Carbonio/Acciaio Legato)<br />
-Se è troppo stretto?<br />
Incrementare la velocità o ridurre l'avanzamento.<br />
-Se è troppo largo?<br />
Ridurre la velocità o aumentare l'avanzamento.<br />
Set-up<br />
Prego controllare la formazione del nocciolo e la<br />
misura dopo una foratura di 3mm o 6mm di profondità.<br />
Il nocciolo dovrebbe essere di 0.15 - 0.45mm.<br />
Nocciolo Ø<br />
Prego regolare l'asse Y dell'utensile usando<br />
l'unita di regolazione (se disponibile) o girare l'utensile<br />
di 180° bloccandolo nella torretta, ricontrollando<br />
la formazione del nocciolo<br />
Se il nocciolo non dovesse apparire,<br />
•Può essere causa di rottura dell'inserto e vibrazione<br />
durante le lavorazioni di tornitura e foratura.<br />
Ø/2<br />
Se il nocciolo è oltre i limiti consigliati.<br />
•Causerà sforzi e vibrazioni.<br />
Condizioni di taglio raccomandate<br />
• Velocità di taglio (Vc)<br />
Materiali<br />
Durezza<br />
(BHN)<br />
Velocità di taglio: Vc (m/min)<br />
Foratura Tornitura Barenatura<br />
A. basso Carbonio (-0.25% C) - 150 130 - 240 150 - 270<br />
Acciaio Carbonio (0.25%< C) 150 - 250 90 - 160 100 - 180<br />
Acciaio Basso Legato - 180 120 - 210 140 - 230<br />
Acciaio Medio Legato 200 - 250 70 - 140 80 - 160<br />
Acciaio Alto Legato 250 - 350 50 - 100 60 - 120<br />
Acciaio Inox Martensitico 200 110 - 180 130 - 200<br />
Acciaio Inox Austenitico 200 90 - 160 100 - 180<br />
Ghisa Grigia 180- 220 110 - 180 120 - 200<br />
Ghisa Duttile 200 - 240 90 - 160 100 - 180<br />
Leghe di Alluminio 60- 130 100 - 500 150 - 600<br />
Leghe di Rame 90 - 100 100 - 400 100 - 500<br />
• Avanzamento (f)<br />
Descrizione Applicazione<br />
Avanzamento: f(mm/giro)<br />
ap(mm) f(mm/giro)<br />
XCMT 040104<br />
Tornitura Esterna 0.6(0.2~1.8) 0.05(0.02~0.15)<br />
Foratura - 0.06(0.02~0.09)<br />
XCMT 050204<br />
Tornitura Esterna 0.8(0.2~2.2) 0.08(0.03~0.18)<br />
Foratura - 0.06(0.02~0.11)<br />
XCMT 060204<br />
Tornitura Esterna 1.0(0.3~2.5) 0.08(0.03~0.20)<br />
Foratura - 0.08(0.03~0.12)<br />
XCMT 070304<br />
Tornitura Esterna 1.2(0.4~2.8) 0.12(0.05~0.22)<br />
Foratura - 0.08(0.03~0.13)<br />
XCMT 080304<br />
Tornitura Esterna 1.5(0.4~3.2) 0.12(0.06~0.25)<br />
Foratura - 0.08(0.03~0.13)<br />
XCMT 10T304<br />
Tornitura Esterna 1.8(0.5~3.5) 0.12(0.06~0.30)<br />
Foratura - 0.08(0.03~0.13)<br />
XCMT 130408<br />
Tornitura Esterna 2.0(0.6~4.3) 0.15(0.08~0.33)<br />
Foratura - 0.08(0.03~0.13)<br />
XCMT 170508<br />
Tornitura Esterna 3.0(0.7~5.3) 0.20(0.10~0.38)<br />
Foratura - 0.08(0.03~0.13)<br />
D 37