- Page 1 and 2:
2011 TOOLHOLDERS WERKZEUGAUFNAHMEN
- Page 3 and 4:
CASTEL DEL GIUDICE, ISERNIA (ITALY)
- Page 5 and 6:
Golden Compass award for industrial
- Page 7 and 8:
MONOd’ • MONOforce • TOPRUN
- Page 9 and 10:
10 MONOd' Toolholders Werkzeugaufna
- Page 11 and 12:
MONOd' Toolholders Werkzeugaufnahme
- Page 13 and 14:
MONOd' ER - DIN 6499 DIN 69893 HSK-
- Page 15 and 16:
MONOd' PF DIN 69893 HSK-A Mill hold
- Page 17 and 18:
MONOd' ER - DIN 6499 DIN 69871 AD+B
- Page 19 and 20:
MONOd' WD - DIN 1835-B DIN 69871 AD
- Page 21 and 22:
MONOd' PF DIN 69871 AD+B Mill holde
- Page 23 and 24:
MONOd' ER - DIN 6499 MAS 403 BT40 A
- Page 25 and 26:
MONOd' WD - DIN 1835-B MAS 403 BT40
- Page 27 and 28:
MONOd' PF MAS 403 BT AD+B Mill hold
- Page 29 and 30:
MONOforce High precision ultra-tigh
- Page 31 and 32:
MONOforce High precision ultra-tigh
- Page 33 and 34:
MONOforce High precision ultra-tigh
- Page 35 and 36:
MONOforce High precision ultra-tigh
- Page 37 and 38:
TOPRUN High speed balanceable toolh
- Page 39 and 40:
TOPRUN Balanceable toolholders - Ba
- Page 41 and 42:
TOPRUN ER - DIN 6499 DIN 69893 HSK-
- Page 43 and 44:
TOPRUN WLD - DIN 1835-B DIN 69893 H
- Page 45 and 46:
TOPRUN ER - DIN 6499 DIN 69893 HSK-
- Page 47 and 48:
TOPRUN ER - DIN 6499 DIN 69871 A Ba
- Page 49 and 50:
TOPRUN WLD - DIN 1835-B DIN 69871 A
- Page 51 and 52:
TOPRUN ER - DIN 6499 MAS 403 BT Bal
- Page 53 and 54:
TOPRUN WLD - DIN 1835-B MAS 403 BT
- Page 55 and 56:
MODULHARD’ANDREA ARBORS GRUNDAUFN
- Page 57 and 58:
MODULHARD’ANDREA What is MHD’?
- Page 59 and 60:
MODULHARD’ANDREA Arbors Extension
- Page 61 and 62:
MODULHARD’ANDREA DIN 69893 HSK-A
- Page 63 and 64:
MODULHARD’ANDREA DIN 69871 Arbors
- Page 65 and 66:
MODULHARD’ANDREA MAS 403 BT Arbor
- Page 67 and 68:
MODULHARD’ANDREA Arbors Grundaufn
- Page 69 and 70:
MODULHARD’ANDREA Arbors Grundaufn
- Page 71:
MODULHARD’ANDREA Reductions Reduz
- Page 74 and 75:
Carbide bars Hartmetall-Bohrstangen
- Page 76 and 77:
Reductions Reduzierungen Перех
- Page 78 and 79:
Vibration-damping reductions Vibrat
- Page 80 and 81:
Balancing rings Auswuchtringe Ба
- Page 82 and 83:
BORING SYSTEM 50 63 80 125 TS 50/50
- Page 84 and 85:
TS Double-bit heads Beidseitig schn
- Page 86 and 87:
TS Double-bit heads Beidseitig schn
- Page 88 and 89:
TS Double-bit heads Beidseitig schn
- Page 90 and 91:
BPS Double-bit boring crossbars Zwe
- Page 92 and 93:
BPS Double-bit boring crossbars Zwe
- Page 94 and 95:
Toolholders Werkzeughalter Голо
- Page 97 and 98:
MODULHARD’ANDREA Testarossa Testa
- Page 99 and 100:
MODULHARD’ANDREA TRD Double-bit T
- Page 101 and 102:
MODULHARD’ANDREA TRD Double-bit T
- Page 103 and 104:
MODULHARD’ANDREA TRC Testarossa T
- Page 105 and 106:
MODULHARD’ANDREA TRC Testarossa T
- Page 107 and 108:
MODULHARD’ANDREA TRC Testarossa T
- Page 109 and 110:
MODULHARD’ANDREA TRC Testarossa T
- Page 111 and 112:
MODULHARD’ANDREA TRC Testarossa T
- Page 113 and 114:
MODULHARD’ANDREA TRC Testarossa T
- Page 115 and 116:
MODULHARD’ANDREA TRC HS Testaross
- Page 117 and 118:
MODULHARD’ANDREA TRC HS Testaross
- Page 119 and 120:
MODULHARD’ANDREA TRM Testarossa T
- Page 121 and 122:
MODULHARD’ANDREA TRM Testarossa T
- Page 123 and 124:
MODULHARD’ANDREA TRM Testarossa T
- Page 125 and 126:
MODULHARD’ANDREA TRM Testarossa T
- Page 127 and 128:
MODULHARD’ANDREA TRM Testarossa T
- Page 129 and 130:
MODULHARD’ANDREA TRM Testarossa T
- Page 131 and 132:
MODULHARD’ANDREA TRM Testarossa T
- Page 133 and 134:
MODULHARD’ANDREA TRM Testarossa T
- Page 135 and 136:
MODULHARD’ANDREA TRM Testarossa T
- Page 137 and 138:
MODULHARD’ANDREA TRM Testarossa T
- Page 139 and 140:
MODULHARD’ANDREA BPS Double-bit c
- Page 141 and 142:
MODULHARD’ANDREA BPS Double-bit c
- Page 143 and 144:
MODULHARD’ANDREA BPS Double-bit c
- Page 145 and 146:
MODULHARD’ANDREA TRM HSB Balancea
- Page 147 and 148:
MODULHARD’ANDREA TRM HSB Balancea
- Page 149 and 150:
MODULHARD’ANDREA Kit Testarossa S
- Page 151 and 152:
MODULHARD’ANDREA KIT - TRC Kit Te
- Page 153 and 154:
MODULHARD’ANDREA KIT - TRC Kit Te
- Page 155 and 156:
MODULHARD’ANDREA KIT - TRC Kit Te
- Page 157 and 158:
MODULHARD’ANDREA KIT - TRC Kit Te
- Page 159 and 160:
MODULHARD’ANDREA KIT - TRC Kit Te
- Page 161 and 162:
MODULHARD’ANDREA KIT - TRM Balanc
- Page 163 and 164:
MODULHARD’ANDREA KIT - TRM Balanc
- Page 165 and 166:
MODULHARD’ANDREA KIT - TRM Kit Te
- Page 167 and 168:
MODULHARD’ANDREA KIT - TRM Kit Te
- Page 169 and 170:
MODULHARD’ANDREA KIT - TRM Kit Te
- Page 171 and 172:
MODULHARD’ANDREA KIT - TRM Kit Te
- Page 173 and 174:
MODULHARD’ANDREA Testarossa exter
- Page 175 and 176:
MODULHARD’ANDREA Bit-holders for
- Page 177 and 178:
MODULHARD’ANDREA Bit-holders for
- Page 179 and 180:
MODULHARD’ANDREA Bit-holders for
- Page 181 and 182:
MODULHARD’ANDREA Tools and toolho
- Page 183 and 184:
MODULHARD’ANDREA Tools and toolho
- Page 185 and 186:
MODULHARD’ANDREA Tools and toolho
- Page 187 and 188:
MODULHARD’ANDREA Bit-holders for
- Page 189 and 190:
MODULHARD’ANDREA Chucking tools S
- Page 191 and 192:
MODULHARD’ANDREA Collets chucking
- Page 193 and 194:
MODULHARD’ANDREA Disc and facing
- Page 195 and 196:
MODULHARD’ANDREA Tapping chuck ho
- Page 197 and 198:
MODULHARD’ANDREA Coolant chucking
- Page 199 and 200:
200
- Page 201 and 202:
F-MHD’ 16 - 20 - 25 - 32 GRINTA i
- Page 203 and 204:
Shoulder milling cutters Eckmesserk
- Page 205 and 206:
Face milling cutters Planfraeser Т
- Page 207 and 208:
ModulCutD'Andrea Turning tools Dreh
- Page 209 and 210:
ModulCutD'Andrea MCD' Turning tools
- Page 211 and 212: ModulCutD'Andrea MCD' Turning tools
- Page 213 and 214: ModulCutD'Andrea MCD' External turn
- Page 215 and 216: 216
- Page 217 and 218: BORING INSERTS WENDEPLATTEN ZUM AUS
- Page 219 and 220: Boring grade Ausbohren-Übersicht
- Page 221 and 222: MILLING INSERTS WENDEPLATTEN ZUM FR
- Page 223 and 224: 224 ISO CVD PVD P01 P10 P20 P30 P40
- Page 225 and 226: 226
- Page 227 and 228: ACCESSORIES ZUBEHÖRTEILE ПРИН
- Page 229 and 230: ACCESSORIES ZUBEHÖRTEILE ПРИН
- Page 231 and 232: ACCESSORIES ZUBEHÖRTEILE ПРИН
- Page 233 and 234: ACCESSORIES ZUBEHÖRTEILE ПРИН
- Page 235 and 236: ACCESSORIES ZUBEHÖRTEILE ПРИН
- Page 237 and 238: ACCESSORIES ZUBEHÖRTEILE ПРИН
- Page 239 and 240: SPARE PARTS ERSATZTEILE ЗАПАС
- Page 241 and 242: SPARE PARTS ERSATZTEILE ЗАПАС
- Page 243 and 244: SPARE PARTS ERSATZTEILE ЗАПАС
- Page 245 and 246: SPARE PARTS ERSATZTEILE ЗАПАС
- Page 247 and 248: SPARE PARTS ERSATZTEILE ЗАПАС
- Page 249 and 250: SPARE PARTS ERSATZTEILE ЗАПАС
- Page 251 and 252: SPARE PARTS ERSATZTEILE ЗАПАС
- Page 253 and 254: SPARE PARTS ERSATZTEILE ЗАПАС
- Page 255 and 256: TECHNICAL DATA TECHNISCHE DATEN Т
- Page 257 and 258: MODULHARD’ANDREA Рекоменд
- Page 259 and 260: MODULHARD’ANDREA Рекоменд
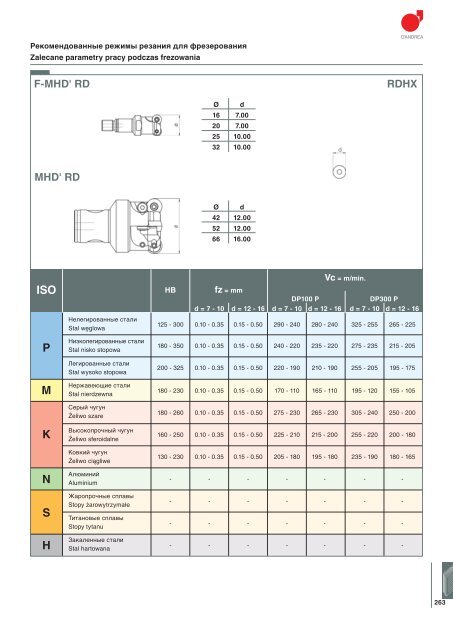
- Page 261: Рекомендованные ре
- Page 265 and 266: Основные формулы Wzo
- Page 267 and 268: DIN 69893 Arbors standards Normen f
- Page 269 and 270: DIN 69871 Arbors standards Normen f
- Page 271 and 272: ANSI/CAT Arbors standards Normen f
- Page 273 and 274: DIN 228/A DIN 2207 DIN 228/B DIN 18
- Page 275 and 276: WINTOOL Assembled tools Search by T
- Page 277 and 278: 01/01/2011 Cod. 18.10.41.001.001 ©