» PCB & ASSEMBLY
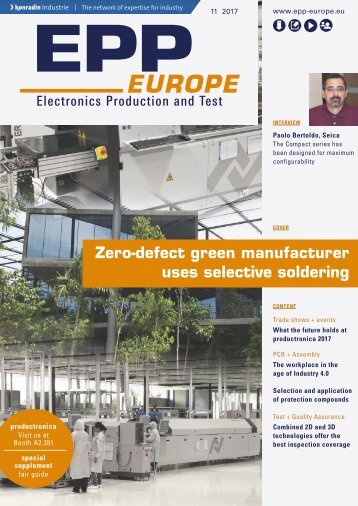
» PCB & ASSEMBLY Experiment & analysis in QFN assemblies Minimizing voiding in SMT assembly of BTCs Voiding in BTCs and, more specifically, QFNs, is arguably the most critical issue in electronic assembly today. In response to this concern, Indium Corporation and BTU International developed and executed a series of investigations to understand quantitatively the causes of voiding. » Christopher Nash, Ronald C. Lasky, Ph.D., PE, Emily Belfield, Indium Corporation; Kim Flanagan, Claire Hotvedt & Thomas Tong, BTU International Source: Indium Corporation X-ray images of voiding. These ‘lake voids’ with a greater than 40% area of voiding would likely cause reliability and performance problems for most QFNs Bottom terminated components (BTCs) are one of the most important components in electronics today. Their combination of small size, excellent electrical performance, and ability to transfer heat away from the integrated circuit (IC) has resulted in their becoming one of the most common packages with the highest growth rate. More than 15% of all electronic packages assembled are BTCs, with their numbers over 50 billion a year. One of the most common BTCs is the quad-flat pack no-leads (QFN). One of the primary attributes of QFNs is dissipating heat, therefore, any voiding of the solder connecting the thermal pad on the QFN to the printed wiring board (PWB) will degrade the intended performance of the QFN. This degraded thermal performance may result in reliability and operational issues. While degraded thermal performance may not be a critical issue for some consumer products, the rapid growth of automobile electronics and the emergence of 5G telecom equipment makes robust thermal performance of QFNs vital. Original investigation Generally, there are no industry standards as to what is an acceptable voiding level, although there is agreement that an average void area should be less than 50% with no single void above 40%. For thermal pads, a void area of less than 25% is preferred, and some automotive applications aim for an average void area of less than 10%. Clearly, all assemblers desire a minimum amount of voiding. However, the processes and materials available may limit this goal. Significantly reducing voiding is not necessarily a quick fix. Optimized solder paste and process conditions; control of the PWB and components; and a stencil printer, component placement equipment, and a reflow oven that are optimized to minimize voiding are needed. In our experiments, the PWB pad finish was ENTEK Plus CU-106A-HT OSP. We used laser cut, non-nanocoated steel stencils that were 0.004“ and 0.005“ thick. We used a window pane stencil design in the PWB thermal pad area to allow volatiles to escape. The window pane squares were 0.088“ on each side. The squeegee printing speed was 100mm/s with a pressure of 6 kg. Printer separation speed was 5mm/s at a distance of 2mm. We performed a stencil wipe (W/D/V) before each board. The QFN we assembled had a square ground plane of 7.75mm (0.30“) per side. We performed reflow in air with Profile #1—a straight ramp profile (0.9˚C/second ±0.1˚C/second) and a peak temperature of 241˚C ±4˚C for most investigations. However, a second profile (Profile #2) with a peak temperature of 254˚C ±4˚C was also investigated to determine the effect of the reflow profile on voiding. A variety of solder pastes was used that had halogen-free and halogen-containing fluxes and different solder particles sizes (e.g., Type 3, Type 4, Type 4.5, and Type 5). 34 EPP Europe » 11 | 2023
Source: Indium Corporation Many parameters affect voiding, as shown in this cause and effect diagram Reflow profile effects Profile #1 is a ramp-to-peak profile with a maximum temperature of approximately 240˚C ±4˚C. Profile #2 has a slight soak and a peak at 254˚C ±4˚C and has a slightly higher time above liquidus of 77 seconds versus 70 seconds.Profile #2 had significantly better voiding results, yielding less than 8% void area versus 22% for Profile #1. Not only does Profile #2 significantly reduce the area of voiding, the scatter in the data is also greatly reduced. Our theory is that the hotter profile is more successful in driving out the volatiles than the cooler profiles. This concept is easy to understand when one considers that the vapour pressure of most solvents increases considerably at higher temperatures. this difference is significant. We believe that the 5mil stencils exhibit less void area because the higher stand-off (0.005“ vs. 0.004“) allows for easier outgassing/venting of the solder paste flux volatiles. Stencil thickness We performed experiments in the conditions described with Profile #1 using two stencil thicknesses of 4mils and 5mils. A Tukey analysis indicated that Many parameters affect voiding, as shown in this cause and effect diagram Source: Indium Corporation Hall A4 - Booth 155 EPP Europe » 11 | 2023 35