

Download hier onze brochure - Metall
Download hier onze brochure - Metall
Download hier onze brochure - Metall

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
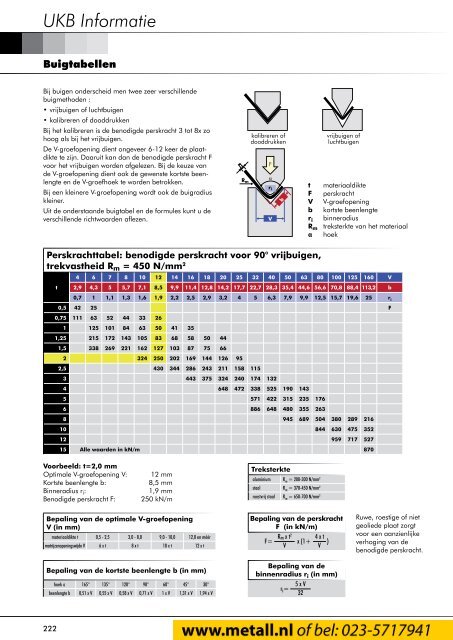
UKB Informatie<br />
Buigtabellen<br />
Bij buigen onderscheid men twee zeer verschillende<br />
buigmethoden :<br />
• vrijbuigen of luchtbuigen<br />
• kalibreren of dooddrukken<br />
Bij het kalibreren is de benodigde perskracht 3 tot 8x zo<br />
hoog als bij het vrijbuigen.<br />
De V-groefopening dient ongeveer 6-12 keer de plaatdikte<br />
te zijn. Daaruit kan dan de benodigde perskracht F<br />
voor het vrijbuigen worden afgelezen. Bij de keuze van<br />
de V-groefopening dient ook de gewenste kortste beenlengte<br />
en de V-groefhoek te worden betrokken.<br />
Bij een kleinere V-groefopening wordt ook de buigradius<br />
kleiner.<br />
Uit de onderstaande buigtabel en de formules kunt u de<br />
verschillende richtwaarden aflezen.<br />
Voorbeeld: t=2,0 mm<br />
Optimale V-groefopening V: 12 mm<br />
Kortste beenlengte b: 8,5 mm<br />
Binneradius r i: 1,9 mm<br />
Benodigde perskracht F: 250 kN/m<br />
222<br />
<br />
<br />
kalibreren of<br />
dooddrukken<br />
Perskrachttabel: benodigde perskracht voor 90° vrijbuigen,<br />
trekvastheid Rm = 450 N/mm 2<br />
t<br />
<br />
<br />
<br />
<br />
<br />
Bepaling van de<br />
binnenradius ri (in mm)<br />
5 x V<br />
ri= 32<br />
t materiaaldikte<br />
F perskracht<br />
V V-groefopening<br />
b kortste beenlengte<br />
www.ukb-gmbh.nl · post@ukb-gmbh.nl • www.ukb-gmbh.be · post@ukb-gmbh.be<br />
r i<br />
Treksterkte<br />
aluminium Rm = 200-300 N/mm2 staal Rm = 370-450 N/mm2 roestvrij staal Rm = 650-700 N/mm2 vrijbuigen of<br />
luchtbuigen<br />
binneradius<br />
Rm x t<br />
F= x (1+ )<br />
2 Bepaling van de perskracht<br />
F (in kN/m)<br />
4 x t<br />
V V<br />
R m treksterkte van het materiaal<br />
hoek<br />
4 6 7 8 10 12 14 16 18 20 25 32 40 50 63 80 100 125 160 V<br />
2,9 4,3 5 5,7 7,1 8,5 9,9 11,4 12,8 14,2 17,7 22,7 28,3 35,4 44,6 56,6 70,8 88,4 113,2 b<br />
0,7 1 1,1 1,3 1,6 1,9 2,2 2,5 2,9 3,2 4 5 6,3 7,9 9,9 12,5 15,7 19,6 25 ri 0,5 42 25 F<br />
0,75 111 63 52 44 33 26<br />
1 125 101 84 63 50 41 35<br />
1,25 215 172 143 105 83 68 58 50 44<br />
1,5 338 269 221 162 127 103 87 75 66<br />
2 324 250 202 169 144 126 95<br />
2,5 430 344 286 243 211 158 115<br />
3 443 375 324 240 174 132<br />
4 648 472 338 525 190 143<br />
5 571 422 315 235 176<br />
6 886 648 480 355 263<br />
8 945 689 504 380 289 216<br />
10 844 630 475 352<br />
12 959 717 527<br />
15 Alle waarden in kN/m 870<br />
Bepaling van de optimale V-groefopening<br />
V (in mm)<br />
materiaaldikte t 0,5 - 2,5 3,0 - 8,0 9,0 - 10,0 12,0 en méér<br />
matrijzenopeningswijde V 6 x t 8 x t 10 x t 12 x t<br />
Bepaling van de kortste beenlengte b (in mm)<br />
hoek 165° 135° 120° 90° 60° 45° 30°<br />
beenlengte b 0,51 x V 0,55 x V 0,58 x V 0,71 x V 1 x V 1,31 x V 1,94 x V<br />
Ruwe, roestige of niet<br />
geoliede plaat zorgt<br />
voor een aanzienlijke<br />
verhoging van de<br />
benodigde perskracht.