8 5/16″ -005 8 5/16″ -005 Af- en uitpellen: De af- en uitpellengte staat op de perstabellen van <strong>Hydroflex</strong> (zie voorbeeld). Altijd eerst afpellen en daarna uitpellen. slangtype - type de tuyau - hose type 10 3/8″ -006 slangtype - type de tuyau - hose type 9045 9245-13-0 DIN EN 856-4SH INTERLOCK 9048 9245-13-0 SAE 100R15 INTERLOCK 9048 9248-13-0 SAE 100R15 INTERLOCK 9045 3245-13 DIN EN 856-4SH INTERLOCK PFI-4SH 9048 3245-13 LET OP!: Persdiameterinstellingen zijn indicatieve instellingen en dienen dus per machine en slangtype definitief te worden bepaald, controleer na de persing altijd de persdiameter en de collapse. Zie voor controle en voorwaarden de bijlage op pagina 2! pershuls - ferrule jupe de sertissage STAAL-ACIER-STEEL pershuls - ferrule jupe de sertissage RVS-INOX-SS316Ti SAE 100R15 INTERLOCK PFI-4SH/R15 9048 3248-13 SAE 100R15 INTERLOCK PFI-R15 interlock interlock interlock 12 1/2″ -008 16 5/8″ -010 pers Ø Ø sertissage crimping Ø pers Ø Ø sertissage crimping Ø pers Ø Ø sertissage crimping Ø pers Ø Ø sertissage crimping Ø pers Ø Ø sertissage crimping Ø pers Ø Ø sertissage crimping Ø DN Inch Dash 5 3/16″ -003 ATTENTION!: Le réglage du micromètre indique un réglage indicatifs du diamètre de sertissage, la valeur doit être déterminée par machine et par type de flexible, vérifiez le diamètre de sertissage et la déformation de la carotte du raccord . Voir pour contrôle et conditions l’annexe sur page 2! voorbeeld perstabel met uitpel-, inpel- en persdiametergegevens 10 12 16 draairichting 3/8″ 1/2″ peldoorn 5/8″ -006bij inpellen -008 -010 6 1/4″ -004 8 5/16″ -005 Gebruik voor het afpellen de juiste afpeldoorn. De peldoorn afstellen op de opgegeven afpellengte en op de juiste peldiameter. De peldoorn regelmatig in-oliën zodat tijdens het pellen de binnenmantel niet wordt beschadigd. Na het pellen mag er maximaal 0,2 tot 0,3 mm rubber blijven zitten. Gebruik voor het uitpellen de juiste uitpeldoorn. De peldoorn afstellen op de opgegeven uitpellengte en op de juiste peldiameter. De peldoorn regelmatig in-oliën zodat tijdens het pellen de binnenmantel niet wordt beschadigd. Het rubber moet uitgepeld worden tot de binnenste staal inlaag net zichtbaar wordt, 0,2 tot 0,3 mm rubber mag blijven zitten (fig. 4). 10 3/8″ -006 L1 52,0 57,0 64,0 79,0 82,0 L2 17,0 18,0 21,0 25,0 26,0 Ø 34,4 41,5 57,0 L1 57,0 L2 18,0 Ø 41,4 20 3/4″ -012 25 1″ -016 L1 64,0 77,0 L2 21,0 24,0 Ø 54,2 63,1 DN 5 6 8 10 Inch 3/16″ 1/4″ 5/16″ 3/8″ Dash -003 -004 -005 -006 L1 52,0 65,0 74,0 81,0 85,0 L2 15,0 17,0 21,5 22,0 29,0 52,0 Ø 57,0 64,0 34,0 39,9 79,0 56,1 82,0 L1 65,0 L2 17,0 Ø 41,4 L1 74,0 81,0 L2 21,5 22,0 Ø 55,8 62,5 ATTENTION!: 12 1/2″ -008 12 1/2″ -008 16 5/8″ -010 Settings for crimping diameters are strictkly indicative settings and need to be finally defined per machine and hose type, always check crimping diameter after crimpingand the collapse. See appendix on page 2 for check and the conditions! 20 3/4″ -012 25 1″ -016 32 1.1/4″ -020 40 1.1/2″ -024 50 2″ -032 16 20 25 32 40 50 5/8″ 3/4″ 1″ 1.1/4″ 1.1/2″ 2″ -010 -012 -016 -020 -024 -032 17,0 18,0 21,0 25,0 26,0 20 3/4″ -012 57,0 18,0 25 1″ -016 65,0 17,0 32 1.1/4″ -020 40 1.1/2″ -024 HYDROFLEXTRA-interlock crimping table december 2011 copyright HYDROFLEX HYDRAULICS B.V. 64,0 77,0 Na het pellen de slang doorblazen met lucht. Let er goed op dat tijdens het opsteken van 50 de slangkoppeling geen losse 2″ -032 draden naar binnen gedrukt kunnen worden. Hierdoor kunnen lekkages ontstaan. draairichting peldoorn verkeerd GOED FOUT FOUT 21,0 24,0 32 1.1/4″ -020 40 1.1/2″ -024 50 2″ -032 52,0 65,0 74,0 81,0 85,0 15,0 17,0 21,5 22,0 29,0 teveel rubber blijven zitten fig.4
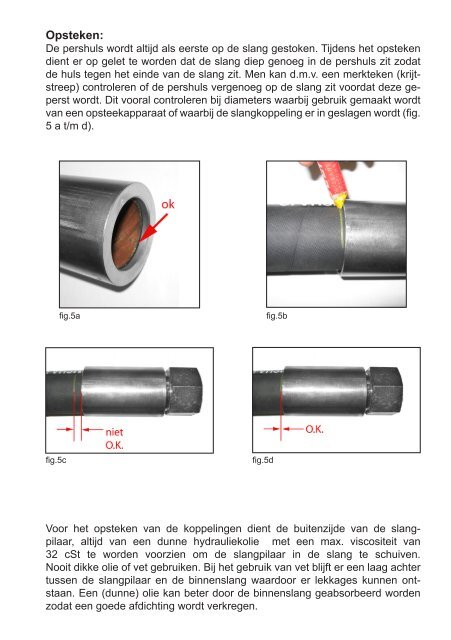
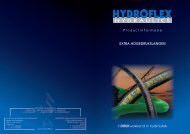
Opsteken: De pershuls wordt altijd als eerste op de slang gestoken. Tijdens het opsteken dient er op gelet te worden dat de slang diep genoeg in de pershuls zit zodat de huls tegen het einde van de slang zit. Men kan d.m.v. een merkteken (krijtstreep) controleren of de pershuls vergenoeg op de slang zit voordat deze geperst wordt. Dit vooral controleren bij diameters waarbij gebruik gemaakt wordt van een opsteekapparaat of waarbij de slangkoppeling er in geslagen wordt (fig. 5 a t/m d). fig.5c fig.5a fig.5b fig.5d Voor het opsteken van de koppelingen dient de buitenzijde van de slangpilaar, altijd van een dunne hydrauliekolie met een max. viscositeit van 32 cSt te worden voorzien om de slangpilaar in de slang te schuiven. Nooit dikke olie of vet gebruiken. Bij het gebruik van vet blijft er een laag achter tussen de slangpilaar en de binnenslang waardoor er lekkages kunnen ontstaan. Een (dunne) olie kan beter door de binnenslang geabsorbeerd worden zodat een goede afdichting wordt verkregen.