(PDF). - Antonio Gorni On Line
(PDF). - Antonio Gorni On Line
(PDF). - Antonio Gorni On Line

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
FEIRA<br />
de extrudados de compostos resina/<br />
madeira com núcleo sólido, núcleo<br />
vazado, com camada única ou<br />
múltiplas camadas. O seu conceito<br />
básico, agora já em sua segunda<br />
geração, consiste em proporcionar<br />
fluxo uniforme em todas as seções<br />
do extrudado com a distribuição<br />
balanceada de material, a qual é<br />
conseguida pela implantação de um<br />
sistema patenteado de reservatórios.<br />
Dessa maneira, são resolvidos<br />
os problemas que ocorriam durante<br />
o processamento desse material,<br />
como falta de confiabilidade na<br />
produção, geração de desvios, nãoatendimento<br />
a tolerâncias dimensionais<br />
e baixas velocidades de<br />
produção.<br />
A Fast4m (www.fast4m.com)<br />
apresentou um novo conceito para<br />
a fabricação de moldes usados em<br />
processos de injeção, injeção reativa,<br />
compressão, expansão e sopro,<br />
entre outros. Ao invés de usinar a<br />
cavidade do molde a partir de um<br />
bloco maciço de metal, a abordagem<br />
adotada por essa empresa para a<br />
fabricação de ferramentas foi inspirada<br />
na estratégia de “construção<br />
em camadas”, típica da prototipagem<br />
rápida. O esboço do<br />
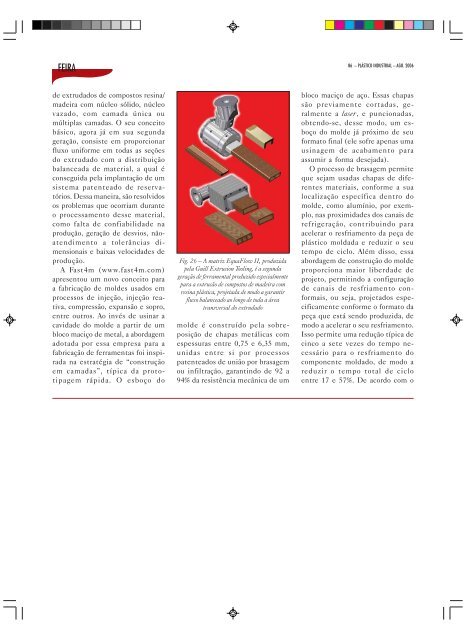
Fig. 26 – A matriz EquaFlow II, produzida<br />
pela Guill Extrusion Tooling, é a segunda<br />
geração de ferramental produzido especialmente<br />
para a extrusão de compostos de madeira com<br />
resina plástica, projetada de modo a garantir<br />
fluxo balanceado ao longo de toda a área<br />
transversal do extrudado<br />
molde é construído pela sobreposição<br />
de chapas metálicas com<br />
espessuras entre 0,75 e 6,35 mm,<br />
unidas entre si por processos<br />
patenteados de união por brasagem<br />
ou infiltração, garantindo de 92 a<br />
94% da resistência mecânica de um<br />
86 – PLÁSTICO INDUSTRIAL – AGO. 2006<br />
bloco maciço de aço. Essas chapas<br />
são previamente cortadas, geralmente<br />
a laser, e puncionadas,<br />
obtendo-se, desse modo, um esboço<br />
do molde já próximo de seu<br />
formato final (ele sofre apenas uma<br />
usinagem de acabamento para<br />
assumir a forma desejada).<br />
O processo de brasagem permite<br />
que sejam usadas chapas de diferentes<br />
materiais, conforme a sua<br />
localização específica dentro do<br />
molde, como alumínio, por exemplo,<br />
nas proximidades dos canais de<br />
refrigeração, contribuindo para<br />
acelerar o resfriamento da peça de<br />
plástico moldada e reduzir o seu<br />
tempo de ciclo. Além disso, essa<br />
abordagem de construção do molde<br />
proporciona maior liberdade de<br />
projeto, permitindo a configuração<br />
de canais de resfriamento conformais,<br />
ou seja, projetados especificamente<br />
conforme o formato da<br />
peça que está sendo produzida, de<br />
modo a acelerar o seu resfriamento.<br />
Isso permite uma redução típica de<br />
cinco a sete vezes do tempo necessário<br />
para o resfriamento do<br />
componente moldado, de modo a<br />
reduzir o tempo total de ciclo<br />
entre 17 e 57%. De acordo com o