


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Technicko-kvalitatívne podmienky MDPT<br />
5.4 Stavebné práce<br />
August 2010<br />
5.4.1 Podklad<br />
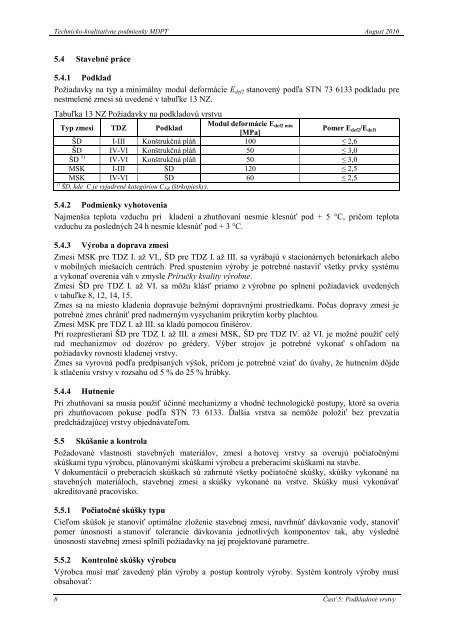
Požiadavky na typ a minimálny modul deformácie Edef2 stanovený podľa STN 73 6133 podkladu pre<br />
nestmelené zmesi sú uvedené v tabuľke 13 NZ.<br />
Tabuľka 13 NZ Požiadavky na podkladovú vrstvu<br />
Typ zmesi TDZ Podklad<br />
Modul deformácie Edef2 min<br />
[MPa]<br />
ŠD I-III Konštrukčná pláň 100 ≤ 2,6<br />
ŠD IV-VI Konštrukčná pláň 50 ≤ 3,0<br />
ŠD 1) IV-VI Konštrukčná pláň 50 ≤ 3,0<br />
MSK I-III ŠD 120 ≤ 2,5<br />
MSK IV-VI ŠD 60 ≤ 2,5<br />
1)<br />
ŠD, kde C je vyjadrené kategóriou CNR (štrkopiesky).<br />
Pomer Edef2/Edef1<br />
5.4.2 Podmienky vyhotovenia<br />
Najmenšia teplota vzduchu pri kladení a zhutňovaní nesmie klesnúť pod + 5 °C, pričom teplota<br />
vzduchu za posledných 24 h nesmie klesnúť pod + 3 °C.<br />
5.4.3 Výroba a doprava zmesi<br />
Zmesi MSK pre TDZ I. až VI., ŠD pre TDZ I. až III. sa vyrábajú v stacionárnych betonárkach alebo<br />
v mobilných miešacích centrách. Pred spustením výroby je potrebné nastaviť všetky prvky systému<br />
a vykonať overenia váh v zmysle Príručky kvality výrobne.<br />
Zmesi ŠD pre TDZ I. až VI. sa môžu klásť priamo z výrobne po splnení požiadaviek uvedených<br />
v tabuľke 8, 12, 14, 15.<br />
Zmes sa na miesto kladenia dopravuje bežnými dopravnými prostriedkami. Počas dopravy zmesi je<br />
potrebné zmes chrániť pred nadmerným vysychaním prikrytím korby plachtou.<br />
Zmesi MSK pre TDZ I. až III. sa kladú pomocou finišérov.<br />
Pri rozprestieraní ŠD pre TDZ I. až III. a zmesi MSK, ŠD pre TDZ IV. až VI. je možné použiť celý<br />
rad mechanizmov od dozérov po grédery. Výber strojov je potrebné vykonať s ohľadom na<br />
požiadavky rovnosti kladenej vrstvy.<br />
Zmes sa vyrovná podľa predpísaných výšok, pričom je potrebné vziať do úvahy, že hutnením dôjde<br />
k stlačeniu vrstvy v rozsahu od 5 % do 25 % hrúbky.<br />
5.4.4 Hutnenie<br />
Pri zhutňovaní sa musia použiť účinné mechanizmy a vhodné technologické postupy, ktoré sa overia<br />
pri zhutňovacom pokuse podľa STN 73 6133. Ďalšia vrstva sa nemôže položiť bez prevzatia<br />
predchádzajúcej vrstvy objednávateľom.<br />
5.5 Skúšanie a kontrola<br />
Požadované vlastnosti stavebných materiálov, zmesí a hotovej vrstvy sa overujú počiatočnými<br />
skúškami typu výrobcu, plánovanými skúškami výrobcu a preberacími skúškami na stavbe.<br />
V dokumentácii o preberacích skúškach sú zahrnuté všetky počiatočné skúšky, skúšky vykonané na<br />
stavebných materiáloch, stavebnej zmesi a skúšky vykonané na vrstve. Skúšky musí vykonávať<br />
akreditované pracovisko.<br />
5.5.1 Počiatočné skúšky typu<br />
Cieľom skúšok je stanoviť optimálne zloženie stavebnej zmesi, navrhnúť dávkovanie vody, stanoviť<br />
pomer únosnosti a stanoviť tolerancie dávkovania jednotlivých komponentov tak, aby výsledné<br />
únosnosti stavebnej zmesi splnili požiadavky na jej projektované parametre.<br />
5.5.2 Kontrolné skúšky výrobcu<br />
Výrobca musí mať zavedený plán výroby a postup kontroly výroby. Systém kontroly výroby musí<br />
obsahovať:<br />
8 Časť 5: Podkladové vrstvy
