specyfikacja techniczna - Samodzielny Publiczny ZakÅad Opieki ...
specyfikacja techniczna - Samodzielny Publiczny ZakÅad Opieki ...
specyfikacja techniczna - Samodzielny Publiczny ZakÅad Opieki ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
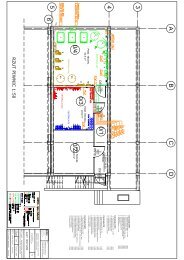
ROZBUDOWA ODDZIAŁU WEWNĘTRZNEGO I CHIRURGICZNEGO SZPITALA<br />
Lokalizacja: Krotoszyn ul. Mickiewicza 21, dz. nr 777/1.<br />
O, 25 g - gdy grubość cieńszego elementu g ≤12 mm,<br />
O, 15 g - lecz nie więcej niż 6 mm, gdy g ≥20 mm,<br />
3 mm — dla grubości pośrednich.<br />
Szczelinę między elementami spawanymi w złączach kątowych, teowych, zakładkowych i<br />
nakładkowych o nieukosowanych brzegach zaleca się stosować nie większą niż 1,5 mm.<br />
Brzegi do spawania wraz z przyległymi pasami o szerokości minimum 15 mm powinny być<br />
suche i oczyszczone ze zgorzeliny, rdzy, farby i zanieczyszczeń oraz nie powinny wykazywać<br />
rozwarstwień i rzadzizn widocznych nieuzbrojonym okiem.<br />
Wykonanie spoin. Rzeczywista grubość spoin (wszystkich rodzajów) może być o 20% większa<br />
od grubości nominalnej, a tylko miejscowo dopuszcza się grubość spoin mniejszą od<br />
nominalnej:<br />
• 5% - w przypadku spoin czołowych,<br />
• 10% - dla pozostałych spoin.<br />
Spośród wad zewnętrznych spoiny dopuszcza się podtopienie oraz wady lica i grani<br />
(wklęśnięcia, nadlewy, nierówności, wycieki stopiwa), jeśli wady te mieszczą się w podanych<br />
wyżej granicach grubości spoiny i nie stanowią ostrych karbów. Ponadto dopuszcza się<br />
nieznaczne zażużlenia i ospowatość spoiny, natomiast niedopuszczalne są pęknięcia,<br />
przyklejenia zewnętrzne, braki przetopu, kratery, kanaliki i nawisy lica spoiny.<br />
Dopuszczalne i niedopuszczalne wady wewnętrzne spoin ustala się na podstawie wymaganej<br />
klasy wadliwości spoiny (lub innych kryteriów jakości spoiny), podanej zgodnie z PN-76/B-<br />
03200 w dokumentacji technicznej wraz z zaleconą metodą i zakresem badań<br />
defektoskopowych.<br />
Wymagania dodatkowe mogą obejmować m.in. (zgodnie z PN-76/B-03200):<br />
• ultradźwiękowe badanie brzegów na rozwarstwienia,<br />
• obróbkę spoin lub uzyskanie łagodnego i bez podtopień przejścia spoiny w stal,<br />
• wykonanie spoin bez kraterów końcowych oraz spoin o wklęsłym licu,<br />
• przetopienie grani w spoinach,<br />
• wymagane technologię spawania.<br />
Wymagania dodatkowe powinny być podane w dokumentacji technicznej,<br />
Zalecenia technologiczne. W połączeniach, w których złącza spawane występuję równocześnie<br />
z innymi (np. ze śrubowym ciernym), zaleca się wykonanie złączy spawanych w pierwszej<br />
kolejności.<br />
Spoiny sczepne, które ulegają przetopieniu w procesie spawania, zaleca się wykonywać<br />
elektrodami tego samego gatunku, co spoiny konstrukcyjne.<br />
Wady zewnętrzne spoiny, takie jak kratery, nadmierne podtopienia i wady lica można naprawiać<br />
uzupełniającym spawaniem, natomiast niektóre wady zewnętrzne oraz wady wewnętrzne<br />
(niedopuszczalne), jak pęknięcia, nadmierna ospowatość, braki przetopu, przyklejenia,<br />
pęcherze, należy usunąć np. przez szlifowanie wadliwych odcinków spoin i ponowne spawanie;<br />
w przypadku stali węglowych dopuszcza się żłobienie elektrodą węglową.<br />
W szczególnych przypadkach mogą być zastosowane dodatkowe zabiegi, np. wyżarzanie<br />
odprężające, lokalne podgrzewanie w celu zlikwidowania zahartowań oraz naprężeń powstałych<br />
podczas spawania lub usuwania odkształceń spawalniczych; rodzaj i zakres zabiegu należy<br />
wówczas zapisać w dokumentacji technicznej.<br />
Połączenia zgrzewane. Ogólne wytyczne wykonania kontroli połączeń zgrzewanych zaleca się<br />
przyjmować wg PN-74/M-069021.<br />
Połączenia śrubowe. Długość śruby powinna być taka, aby można było stosować możliwie<br />
najmniejsza liczbę podkładek przy równocześnie spełnionym warunku, że gwint śruby pracującej<br />
na docisk i ścinanie (w połączeniach zwykłych oraz pasowanych) nie powinien wchodzić głębiej w<br />
otwór łączonej części niż na 2 zwoje.<br />
Nakrętka i łeb śruby powinny bezpośrednio lub poprzez podkładki dokładnie przylegać do<br />
powierzchni łączonych części.<br />
Powierzchnie gwintu śrub oraz powierzchnie oporowe nakrętek i podkładek zaleca się przed<br />
montażem pokryć cienką warstwą smaru stałego.<br />
Momenty dokręcenia nakrętek w połączeniach sprężanych śrubami o wysokiej wytrzymałości<br />
(połączenia cierne oraz doczołowe) powinny być podane w dokumentacji technicznej. W<br />
połączeniach zwykłych i pasowanych nakrętki dokręca się momentem wg PN-63/M-82056, przy<br />
czym śruba nie powinna przesuwać się ani wyraźnie drgać przy ostukiwaniu młotkiem kontrolnym.<br />
38<br />
PDF created with pdfFactory Pro trial version www.pdffactory.com