Návod k obsluze pro ALF 250-260-280-320-400 aXe - Alfa in
Návod k obsluze pro ALF 250-260-280-320-400 aXe - Alfa in
Návod k obsluze pro ALF 250-260-280-320-400 aXe - Alfa in

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
- 21 -<br />
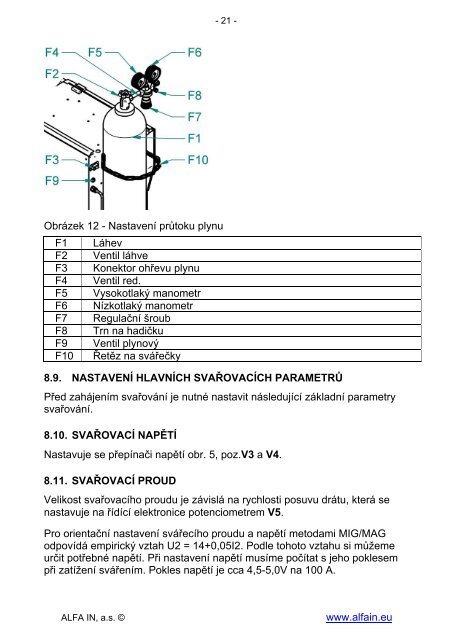
Obrázek 12 - Nastavení průtoku plynu<br />
F1 Láhev<br />
F2 Ventil láhve<br />
F3 Konektor ohřevu plynu<br />
F4 Ventil red.<br />
F5 Vysokotlaký manometr<br />
F6 Nízkotlaký manometr<br />
F7 Regulační šroub<br />
F8 Trn na hadičku<br />
F9 Ventil plynový<br />
F10 Řetěz na svářečky<br />
8.9. NASTAVENÍ HLAVNÍCH SVAŘOVACÍCH PARAMETRŮ<br />
Před zahájením svařování je nutné nastavit následující základní parametry<br />
svařování.<br />
8.10. SVAŘOVACÍ NAPĚTÍ<br />
Nastavuje se přepínači napětí obr. 5, poz.V3 a V4.<br />
8.11. SVAŘOVACÍ PROUD<br />
Velikost svařovacího <strong>pro</strong>udu je závislá na rychlosti posuvu drátu, která se<br />
nastavuje na řídící elektronice potenciometrem V5.<br />
Pro orientační nastavení svářecího <strong>pro</strong>udu a napětí metodami MIG/MAG<br />
odpovídá empirický vztah U2 = 14+0,05I2. Podle tohoto vztahu si můžeme<br />
určit potřebné napětí. Při nastavení napětí musíme počítat s jeho poklesem<br />
při zatížení svářením. Pokles napětí je cca 4,5-5,0V na 100 A.<br />
<strong>ALF</strong>A IN, a.s. ©<br />
www.alfa<strong>in</strong>.eu