

20.11.17 דיגיטל

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ואחרי תהליך חימום נוסף, בכיוון המכונה.<br />
השימוש בעיקר כיריעות טכניות. במקרה<br />
זה קיימות מגבלות עבודה על רוחב<br />
היריעה המקסימלי ומהירות העבודה<br />
שניתן לקבל. לכן שיטה זו פחות נפוצה<br />
בקרב היצרנים.<br />
Biaxial simultaneous orientation .5<br />
יריעת הפלסטיק עוברת חימום ונמתחת<br />
בו זמנית בכיוון המכונה ובכיוון ניצב<br />
למכונה. פעולה זו מתבצעת באמצעות<br />
תפסנים התופסים את היריעה ונעים על<br />
מסילה שהולכת ונפתחת כך שהיריעה<br />
נמתחת בכיוון ניצב למכונה בעוד<br />
שהמרחק בין התפסנים, ההולך וגדל,<br />
מאפשר את המתיחה בכיוון המכונה בו<br />
זמנית )תמונה 1(. היתרון בתהליך זה הוא<br />
היכולת לקבל יריעה מאוזנת מבחינת<br />
המתיחה בשני הכיוונים, MD ו- ,TD וכן<br />
יכולת גמישות תפעולית לקבלת תכונות<br />
המתיחה הנדרשות. השימושים עיקריים<br />
הם בתחום אריזות מזון ושימושים<br />
מיוחדים הדורשים תכונות אופטיות<br />
טובות.<br />
6. Double-Bubble - טכנולוגיה נוספת של<br />
מתיחה בו זמנית שבה מייצרים שרוול,<br />
המחומם חימום שני לטמפרטורת<br />
המתיחה, ונמתח בו זמנית באמצעות<br />
שימוש בלחץ פנימי בשרוול והגדלת<br />
מהירות ריצת הבלון. טכנולוגיה זו<br />
משולבת לעיתים עם צילוב היריעה<br />
כדי להגיע ליריעות דקות בעלות תכונת<br />
התכווצות חוזרת. השימוש העיקרי<br />
ליריעות מסוג זה הוא יריעות מתכווצות<br />
על בסיס PE ויריעות שרינק. בארץ<br />
חברת סייפן שבקיבוץ סעד מייצרת<br />
בשיטה זו. בתהליך זה משתמשים<br />
באופן מועט גם לייצור BOPP, BOPA,<br />
.BOPET<br />
7. Triple-Bubble - תהליך נוסף, שלא מוזכר<br />
בטבלה המצורפת למעלה. השיטה דומה<br />
לתהליך האוריינטציה של ה- Double-<br />
Bubble אך מכילה שלב שלישי של הרמת<br />
בלון, תוך כדי חימום היריעה באוויר חם.<br />
הוספת שלב שלישי זה מאפשרת שליטה<br />
תמונה 2: סיכום טכנולוגית המתיחה . 1<br />
קרדיט: Brϋckner Maschinenbau<br />
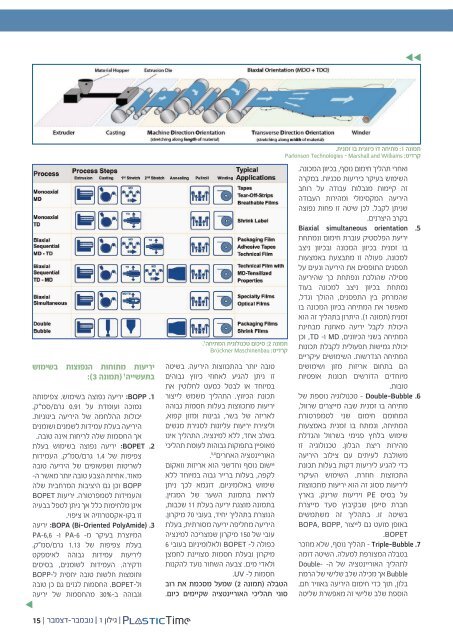
תמונה 1: מתיחה דו כיוונית בו זמנית.<br />
קרדיט: Parkinson Technologies - Marshall and Williams<br />
טובה יותר בהתכווצות היריעה. בשיטה<br />
זו ניתן להגיע לאחוזי כיווץ גבוהים<br />
במיוחד או לבטל כמעט לחלוטין את<br />
תכונת הכיווץ. התהליך משמש לייצור<br />
יריעות מתכווצות בעלות חסמות גבוהה<br />
לאריזה של בשר, גבינות ומזון קפוא,<br />
וליצירת יריעות עליונות לסגירת מגשים<br />
בשלב אחד, ללא למינציה. התהליך אינו<br />
מאופיין בתפוקות גבוהות לעומת תהליכי<br />
האוריינטציה האחרים . 5,6<br />
יישום נוסף וחדשני הוא אריזות וואקום<br />
לקפה, בעלות ברייר גבוה במיוחד ללא<br />
שימוש באלומיניום. דוגמא לכך ניתן<br />
לראות בתמונת השער של המגזין.<br />
בתמונה מוצגת יריעה בעלת 11 שכבות,<br />
הנוצרת בתהליך יחיד, בעובי 70 מיקרון.<br />
היריעה מחליפה יריעה מסורתית, בעלת<br />
עובי של 150 מיקרון שמצריכה למינציה<br />
כפולה ל- BOPET ולאלומיניום בעובי 6<br />
מיקרון ובעלת חסמות מצויינת לחמצן<br />
ולאדי מים. צבעה השחור נועד להקנות<br />
חסמות ל- .UV<br />
הטבלה )תמונה 2( שמעל מסכמת את רוב<br />
סוגי תהליכי האוריינטציה שקיימים כיום.<br />
יריעות מתוחות הנפוצות בשימוש<br />
בתעשייה 1 )תמונה 3(:<br />
1. :BOPP יריעה נפוצה בשימוש. צפיפותה<br />
נמוכה ועומדת על 0.91 גרם/סמ"ק.<br />
יכולות ההלחמה של היריעה בינוניות.<br />
היריעה בעלת עמידות לשמנים ושומנים<br />
אך החסמות שלה לריחות אינה טובה.<br />
2. :BOPET יריעה נפוצה בשימוש בעלת<br />
צפיפות של 1.4 גרם/סמ"ק. העמידות<br />
לשריטות ושפשופים של היריעה טובה<br />
מאוד. אחיזת הצבע טובה יותר מאשר ה-<br />
BOPP וכן גם היציבות המרחבית שלה<br />
והעמידות לטמפרטורה. יריעות BOPET<br />
אינן מלחימות כלל אך ניתן לטפל בבעיה<br />
זו בקו-אקסטרוזיה או ציפוי.<br />
.3 PolyAmide) :BOPA (Bi-Oriented יריעה<br />
המיוצרת בעיקר מ- PA-6 ו- PA-6,6<br />
בעלת צפיפות של 1.13 גרם/סמ"ק.<br />
ליריעות עמידות גבוהה לאימפקט<br />
ודקירה. העמידות לשומנים, בסיסים<br />
וחומצות חלשות טובה יחסית ל-BOPP<br />
ול-BOPET. החסמות לגזים גם כן טובה<br />
וגבוהה ב-30% מהחסמות של יריעה<br />
| גילון | 1 נובמבר-דצמבר | 15