


You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Procedimientos de<br />
fabricación sin<br />
pérdida de material<br />
<strong>Sinterización</strong> o metalurgia de polvos<br />
! Molde de arena<br />
Moldeo Cera perdida<br />
! Coquilla<br />
! Colada continua<br />
! ! Laminación<br />
Deformación Forja!<br />
(frío o caliente) Estampación<br />
! ! Embutición<br />
<strong>Sinterización</strong><br />
La metalurgia en polvo tiene como objeto obtener piezas de gran precisión. Controlando la presión y<br />
la Tº obtengo un material más o menos poroso. Pasos:<br />
1. Obtención de los polvos<br />
2. Prensado en los moldes<br />
3. Sinterizado (calentar la pieza cerca del punto de fusión)<br />
4. Acabado (lijarla, limarla...)<br />
Ventajas:<br />
No hay pérdida de material<br />
Se puede controlar la porosidad de la pieza<br />
El nivel de acabado de la pieza es muy bueno<br />
Inconvenientes<br />
Dificultad de conseguir el material (generalmente metal) en polvo<br />
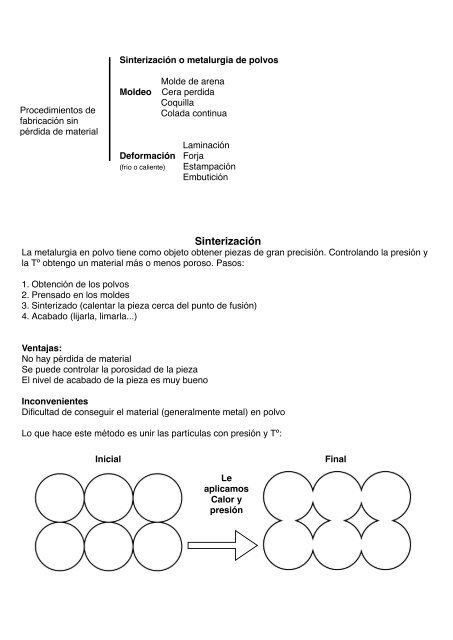
Lo que hace este método es unir las partículas con presión y Tº:<br />
Inicial Final<br />
Le<br />
aplicamos<br />
Calor y<br />
presión
Moldeo<br />
Partimos de material fundido y se vierte en el interior de un molde con la forma que quiero obtener.<br />
Se deja enfriar y se extrae del molde.<br />
! Moldeo en arena<br />
El molde se hace de arena compactada y húmeda<br />
El molde se utiliza sólo 1 vez<br />
Ventajas:<br />
Es muy barato<br />
Poca pérdida de material<br />
Bebedero: por donde se introduce el material.<br />
Mazarota: conducto por donde sale el aire.
! Cera perdida<br />
Se utiliza mucho en joyería. El objeto original se hace con cera y se queda dentro del molde, al<br />
echar el metal (oro, plata...) fundido, la cera se deshace y sale por la mazarota<br />
! Coquilla<br />
Son moldes metálicos permanentes. Son más caros que los moldes, pero resulta rentable si se hace<br />
un número elevado de piezas. La precisión de las piezas es mayor.<br />
! Colada continua<br />
El metal cae por un orificio (molde) refrigerado, se obtiene una tira continua de sección semejante a<br />
la del molde y a medida que avanza se le va dando forma con diferentes rodillos.<br />
Se aprovecha la temperatura de las barras para deformar en caliente.<br />
Este sistema se utiliza para la obtención de perfiles, chapas, alambres...<br />
Fabricación por deformación<br />
La fabricación puede ser en frío o en caliente.<br />
En frío el material acumula rigidez según se deforma, en caliente no ocurre esto, y la deformación<br />
puede ser mucho mayor, ya que las propiedades de la obtención son los mismos que el material<br />
inicial.<br />
Cuando se deforma en caliente se trabaja siempre por debajo de la temperatura de fusión y por<br />
encima de la Tº de recristalización.<br />
!<br />
! Laminación<br />
Consiste en hacer pasar entre 2 rodillos una masa metálica de forma continua. Se reduce su<br />
espesor y se adapta su forma para obtener planchas, barras o perfiles. Se puede hacer tanto en frío<br />
como en caliente.<br />
! Forja<br />
Dar forma a base de golpes con el metal en caliente.<br />
! Extrusión<br />
Es un proceso para conformar materiales haciéndolos fluir a presión a través de un molde o una<br />
boquilla. Se suele hacer en caliente, ya que en frío se necesita muchísima presión.<br />
! Estampación
Eliminación<br />
de<br />
Material<br />
Corte<br />
Arranque de viruta<br />
Aquí aparece un concepto que es la velocidad de corte y se define como los metros de<br />
viruta que se arrancan del material en 1 minuto. De la fórmula, el material se mide en metros<br />
por minuto.<br />
! Taladradora<br />
D= diámetro de la broca en mm<br />
N= Revoluciones por minuto<br />
Mecánico<br />
Térmico<br />
Químico<br />
Arranque viruta<br />
! Velocidad de corte para un torno<br />
Taladradora<br />
Torno<br />
Fresadora<br />
Rectificadora<br />
Es la misma pieza, pero el diámetro de es la pieza en vez de la herramienta y las r.p.m.<br />
también son de la pieza, ya que es la pieza la que gira, no la herramienta.<br />
HERRAMIENTA<br />
PIEZA<br />
CUADRO COMPARATIVO<br />
Gira<br />
Desplaza X<br />
TALADRO TORNO FRESADORA<br />
Desplaza X<br />
Desplaza Y<br />
Gira<br />
Desplaza X<br />
Fija Gira Desplaza Y<br />
Desplaza Z<br />
TEMA APARTE (entra dentro de sin pérdida de material)<br />
Tratamientos térmicos<br />
Procedimientos en que se cambia las propiedades de un material sin modificar su<br />
composición. Esto se consigue mediante procesos de calentamiento y enfriamiento<br />
! Temple<br />
Tratamiento térmico que se caracteriza por su enfriamiento rápido. Provoca una fase de<br />
transición instable y de gran dureza. Se consigue:
Aumentar la dureza<br />
Aumenta la fragilidad<br />
! Recocido<br />
El proceso inverso al temple, le quita las propiedades del temple e inicia el proceso de<br />
nuevo. Se trata de calentar el metal el tiempo suficiente y enfriarlo después lentamente. De<br />
esta forma el material se estabiliza en la fase sólida correspondiente y se eliminan fases de<br />
transición. Finalidad:<br />
-Eliminar los defectos del temple<br />
-Aumentar la plasticidad<br />
-Homogeneizar la estructura<br />
! ! Y Normalizado<br />
! ! Elimina las tensiones de la deformación en frío.<br />
! Revenido<br />
Disminuye las tensiones del temple, aumenta la plasticidad y la tenacidad.<br />
! Tratamiento termoquímico.<br />
Consiste en modificar las propiedades de la superficie de las piezas con la intervención del<br />
calor y un elemento químico.<br />
! Cementación<br />
Consiste en aumentar la cantidad de carbono de la superficie de la pieza en estados sólidos<br />
! Nitruración<br />
Consiste en aumentar la cantidad de nitrógeno de la superficie de la pieza en estados<br />
sólidos.<br />
Em ambos casos se consigue aumentar la dureza superficial de la pieza manteniendo un<br />
núcleo de mayor tenacidad.
Fijas<br />
Unión<br />
UNIÓN ENTRE PIEZAS<br />
Desmontables<br />
Fijas<br />
Elementos roscados<br />
Pasadores<br />
Chavetas<br />
Guías<br />
Botón<br />
Corchete<br />
Remaches/Roblones<br />
Soldadura<br />
Ajustes<br />
Adhesivas<br />
Cementos<br />
Blanda<br />
Acetilénica<br />
Eléctrica<br />
Soldadura<br />
Consiste en unir 2 o más piezas cuando interviene la fusión de un material que puede ser de<br />
las propias piezas o de un material añadido.<br />
! Soldadura blanda<br />
Se realiza mediante material de aporte que es de aleación de estaño y plomo. Las piezas no<br />
funden. Suelen ser uniones poco resistentes y suelen utilizar en circuitos eléctricos.<br />
! Soldadura fuerte<br />
Igual que la blanda y lo que funde es un material de aporte, no las piezas. El material de<br />
aporte suelen ser varillas de latón y la Tº de fusión está entorno a los 800 ºC. Se utilizan en<br />
unión de tuberías de cobre.<br />
! Soldadura eléctrica<br />
Las piezas de funden por el efecto de una corriente eléctrica. Tº entre 3.000-4.000ºC<br />
! ! Soldadura por arco eléctrico<br />
! Se utilizan materiales de aporte que se llama electrodo. Se produce mediante un arco<br />
! eléctrico. Se necesita un transformador que eleve la intensidad de corriente<br />
! ! !<br />
! ! En continuo<br />
! Es una variante del arco eléctrico pero el material de aporte vienen en forma de hilo<br />
! enrollado y no hay que sustituirlo tan a menudo<br />
! ! Por resistencia<br />
! No hay metal de aporte. Se llama soldadura por puntos. Se usa mucho en automoción<br />
! y se emplea con chapas de poco espesor
! Soldadura acetilénica<br />
El calor se obtiene mediante la combustión de acetileno y oxígeno. Necesita material de<br />
aporte. No necesita electricidad<br />
! Unión por ajustes<br />
Es aquella que se realiza cuando el eje es más grande que el agujero donde va a ir<br />
colocado. Esta unión impide el movimiento entre ambas piezas. Esto se consigue calentando<br />
el agujero para que dilate enfriando el eje para que contraiga, y cuando recuperan las<br />
temperaturas iniciales, se mete y se consigue el ajuste fijo.<br />
Uniones desmontables<br />
! Tornillos<br />
Son elementos roscados. Pueden utilizarse con o sin tuercas
