MINI-MAC APLICADOR SEMIAUTOMÁTICO DE ... - Molex
MINI-MAC APLICADOR SEMIAUTOMÁTICO DE ... - Molex
MINI-MAC APLICADOR SEMIAUTOMÁTICO DE ... - Molex

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Aplicador Mini-Mac<br />
Descripción<br />
Operación<br />
Mantenimiento<br />
<strong>MINI</strong>-<strong>MAC</strong><br />
<strong>APLICADOR</strong> <strong>SEMIAUTOMÁTICO</strong> <strong>DE</strong> TERMINACIONES <strong>DE</strong> ALAMBRES<br />
Manual de instrucciones<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 1 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
ADVERTENCIA<br />
NUNCA USE ESTE <strong>APLICADOR</strong> EN UNA PRENSA O EN UNA MÁQUINA PROCESADORA SIN GUARDAS O<br />
DISPOSITIVOS <strong>DE</strong> SEGURIDAD QUE ESTÉN <strong>DE</strong>STINADOS A PREVENIR QUE LAS MANOS<br />
PERMANEZCAN EN EL ÁREA <strong>DE</strong>L TROQUEL. ESTE <strong>APLICADOR</strong> SE SU<strong>MINI</strong>STRA SIN GUARDAS <strong>DE</strong><br />
PROTECCIÓN Y ESTÁ <strong>DE</strong>STINADO PARA USO CON LAS GUARDAS <strong>DE</strong> PROTECCIÓN<br />
SU<strong>MINI</strong>STRADAS POR EL FABRICANTE <strong>DE</strong> LA PRENSA O <strong>DE</strong> LA MÁQUINA PROCESADORA <strong>DE</strong><br />
ALAMBRE.<br />
NUNCA OPERE, BRIN<strong>DE</strong> MANTENIMIENTO, INSTALE O AJUSTE ESTA MÁQUINA SIN RECIBIR LA <strong>DE</strong>BIDA<br />
INSTRUCCIÓN Y SIN ANTES HABER LEÍDO Y COMPRENDIDO LAS INSTRUCCIONES INCLUIDAS EN<br />
ESTE MANUAL Y TODOS LOS MANUALES APLICABLES <strong>DE</strong> LA PRENSA O <strong>DE</strong> LA MÁQUINA<br />
PROCESADORA <strong>DE</strong> ALAMBRE.<br />
NUNCA INSTALE O BRIN<strong>DE</strong> MANTENIMIENTO A ESTA MÁQUINA MIENTRAS SE ENCUENTRE CONECTADA A<br />
CUALQUIER FUENTE <strong>DE</strong> ALIMENTACIÓN ELÉCTRICA. <strong>DE</strong>SENCHUFE LA PRENSA <strong>DE</strong> LA FUENTE <strong>DE</strong><br />
ALIMENTACIÓN PARA <strong>DE</strong>SCONECTAR LA ALIMENTACIÓN ELÉCTRICA.<br />
PRECAUCIÓN LOS <strong>APLICADOR</strong>ES <strong>MINI</strong>-<strong>MAC</strong> <strong>DE</strong> MOLEX ESTÁN DISEÑADOS PARA FUNCIONAR EN PRENSAS<br />
CON ALTURAS <strong>DE</strong> CIERRE ESTÁNDAR <strong>DE</strong> 135.80 MM (5.346 PULG.). LA INSTALACIÓN EN<br />
PRENSAS <strong>DE</strong> ENGARZADO CON ALTURAS <strong>DE</strong> CIERRE DIFERENTES A LAS ESTÁNDAR PUE<strong>DE</strong><br />
CAUSAR LA RUPTURA GRAVE <strong>DE</strong> LA HERRAMIENTA. SE RECOMIENDA QUE ANTES <strong>DE</strong> LA<br />
INSTALACIÓN SE REALICE LA VERIFICACIÓN <strong>DE</strong> LA ALTURA <strong>DE</strong> CIERRE. MOLEX NO SERÁ<br />
RESPONSABLE POR DAÑO ALGUNO QUE RESULTE <strong>DE</strong> LA INSTALACIÓN EN UNA PRENSA <strong>DE</strong><br />
ENGARZADO CON ALTURAS <strong>DE</strong> CIERRE DIFERENTES A LAS ESTÁNDAR O IN<strong>DE</strong>BIDAMENTE<br />
AJUSTADAS.<br />
PRECAUCIÓN LAS ESPECIFICACIONES <strong>DE</strong> ENGARZADO <strong>DE</strong> MOLEX SON VÁLIDAS ÚNICAMENTE CUANDO SE<br />
UTILIZAN CON TERMINALES, <strong>APLICADOR</strong>ES Y HERRAMIENTAS MOLEX.<br />
TRABAJE CON SEGURIDAD EN TODO MOMENTO<br />
Para el mantenimiento, comuníquese con la oficina de ventas <strong>Molex</strong> en su<br />
localidad<br />
<strong>Molex</strong> Application Tooling Group<br />
2200 Wellington Court<br />
Lisle, IL 60532<br />
Tel.: 630-969-4550<br />
Fax: 630-505-0049<br />
Visite nuestro sitio Web en http://www.molex.com<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 2 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
1 Descripción general<br />
2 Instalación - Operación<br />
3 Mantenimiento<br />
Contenido<br />
SECCIÓN<br />
4 Lista de piezas, diagramas de ensamblaje y resolución de fallos<br />
A Terminación de engarzados<br />
B Control estadístico de proceso<br />
C Opciones<br />
1. Aceitera<br />
ANEXO<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 3 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
1.1 Descripción<br />
1.2 Características<br />
1.3 Especificaciones técnicas<br />
1.4 Verificación durante la entrega<br />
SECCIÓN 1<br />
Descripción general<br />
1.5 Accesorios de herramientas de engarzado<br />
1.6 Herramientas<br />
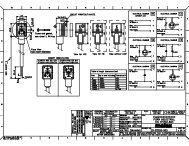
1.7 Hojas de especificaciones<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 4 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Piezas mecánicas principales del aplicador Mini-Mac Versión 2<br />
PALANCA <strong>DE</strong> PIVOTE<br />
TORNILLO <strong>DE</strong><br />
BLOQUEO <strong>DE</strong> AVANCE<br />
<strong>DE</strong> ALIMENTACIÓN<br />
TORNILLO <strong>DE</strong><br />
AJUSTE <strong>DE</strong><br />
LIMENTACIÓN<br />
CUBIERTA<br />
POSTERIOR<br />
GUÍA<br />
Figura 1-1<br />
BRAZO <strong>DE</strong> LA ALIMENTACIÓN<br />
BASTIDOR <strong>DE</strong><br />
ARRASTRE<br />
CUBIERTA<br />
FRONTAL<br />
EXCÉNTRICA <strong>DE</strong><br />
ARRASTRE<br />
PERILLA DA<br />
AJUSTE<br />
<strong>DE</strong> ALINEACION<br />
TORNILLO <strong>DE</strong> SUJECIÓN <strong>DE</strong><br />
RETORNO <strong>DE</strong> CARRERA Y<br />
BUJE <strong>DE</strong> ARTICULACIÓN<br />
TORNILLO <strong>DE</strong> AJUSTE<br />
<strong>DE</strong> LA HERRAMIENTA<br />
SUPERIOR<br />
PISTÓN<br />
TROQUELES<br />
<strong>DE</strong>DO<br />
ALIMENTADOR<br />
TORNILLO <strong>DE</strong> AJUSTE<br />
<strong>DE</strong> ALINEACIÓN<br />
ÉMBOLO <strong>DE</strong> CORTE Y<br />
RETENEDOR<br />
PERNO <strong>DE</strong> REBOR<strong>DE</strong><br />
YUNQUES<br />
LEVA <strong>DE</strong> AJUSTE <strong>DE</strong><br />
CONDUCTOR<br />
SOPORTES <strong>DE</strong><br />
YUNQUES<br />
LEVA <strong>DE</strong><br />
AJUSTE<br />
<strong>DE</strong> AISLAMIENTO<br />
TOPE <strong>DE</strong><br />
ALAMBRE<br />
PLACA PORTA<br />
ESTAMPA<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 5 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Piezas mecánicas principales del aplicador Mini-Mac Versión 1<br />
TORNILLO <strong>DE</strong><br />
BLOQUEO <strong>DE</strong> AVANCE<br />
<strong>DE</strong> ALIMENTACIÓN<br />
TORNILLO<br />
<strong>DE</strong> AJUSTE<br />
<strong>DE</strong> ALIMENTACIÓN<br />
CUBIERTA<br />
POSTERIOR<br />
PALANCA <strong>DE</strong> PIVOTE<br />
GUÍA<br />
BASTIDOR <strong>DE</strong><br />
ARRASTRE<br />
CUBIERTA FRONTAL<br />
TORNILLO <strong>DE</strong> SUJECIÓN <strong>DE</strong><br />
RETORNO <strong>DE</strong> CARRERA Y<br />
BUJE <strong>DE</strong> ARTICULACIÓN<br />
EXCÉNTRICA <strong>DE</strong><br />
ARRASTRE<br />
TORNILLO <strong>DE</strong> AJUSTE<br />
<strong>DE</strong> LA HERRAMIENTA<br />
SUPERIOR<br />
TORNILLO <strong>DE</strong> AJUSTE<br />
<strong>DE</strong> ALINEACIÓN<br />
Figura 1-1<br />
PISTÓN<br />
<strong>DE</strong>DO<br />
ALIMENTADOR<br />
ÉMBOLO <strong>DE</strong> CORTE Y<br />
RETENEDOR<br />
PERNO <strong>DE</strong> REBOR<strong>DE</strong><br />
TROQUELES<br />
YUNQUES<br />
LEVA <strong>DE</strong> AJUSTE <strong>DE</strong><br />
CONDUCTOR<br />
LEVA <strong>DE</strong><br />
AJUSTE<br />
<strong>DE</strong> AISLAMIENTO<br />
TOPE <strong>DE</strong><br />
ALAMBRE<br />
PLACA PORTA ESTAMPA<br />
SOPORTES <strong>DE</strong><br />
YUNQUES<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 6 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Descripción general<br />
1.1. Descripción<br />
El aplicador Mini-Mac de <strong>Molex</strong> está diseñado para<br />
proporcionar un método eficaz para la aplicación de una<br />
amplia gama de terminales de alimentación lateral para<br />
alambres diferentes desforrados previamente. Este<br />
aplicador funciona en la Prensas Universales <strong>Molex</strong> TM-<br />
2000,TM-3000 y TM-4000 y en la mayoría de las prensas<br />
estándar de la industria.<br />
El aplicador Mini-Mac de <strong>Molex</strong> está diseñado para<br />
funcionar con numerosas prensas de banco universales y<br />
disponibles comercialmente y con máquinas<br />
completamente automatizadas para el procesamiento de<br />
alambres.<br />
El aplicador Mini-Mac puede instalarse en tiempo mínimo.<br />
Es versátil, confiable, fácil de instalar, y está diseñado para<br />
operaciones de volumen intermedio a volumen elevado,<br />
semiautomáticas o completamente automatizadas.<br />
<strong>Molex</strong> ofrece las siguientes prensas de engarzado para<br />
accionar el aplicador Mini-Mac:<br />
Prensa TM-2000 120 V 60 Hz 63800-8300<br />
Prensa TM-2000 240 V 50 Hz 63800-8400<br />
Prensa TM-3000 120 V 60 Hz 63801-7200<br />
Prensa TM-3000 240 V 50 Hz 63801-7300<br />
Prensa TM-4000 240 V 60 Hz 63801-7600<br />
El aplicador Mini-Mac también es compatible con la<br />
mayoría de prensas de OEM (Artos, Mecal, Komax,<br />
Megomat, Toyojamco, etc). Además, se adapta a la<br />
mayoría de máquinas de procesamiento de alambres.<br />
<strong>Molex</strong> cree en el mejoramiento continuo de nuestros<br />
productos y herramentales. Implementamos cambios a<br />
nuestro modelo Mini-Mac y a otros aplicadores<br />
basándonos en las sugerencias de nuestros clientes. Este<br />
manual contiene información que se aplica a todas las<br />
versiones de la Mini-Mac que hemos producido. Algunos<br />
métodos de ajuste y algunas piezas son diferentes entre<br />
las diversas versiones. Para usar con eficacia este manual,<br />
consulte las ilustraciones contenidas en la lista de piezas<br />
de la sección 4 para determinar la versión de la Mini-Mac<br />
que usted tiene. Siga las instrucciones de ajustes y la lista<br />
de piezas para esa versión.<br />
1.2. Características<br />
Los ajustes finos permiten a los usuarios alcanzar sus<br />
objetivos con muy poco esfuerzo mediante las 4<br />
posiciones de ajuste para la altura de engarzado del<br />
conductor y con las 8 posiciones de ajuste para la<br />
altura de aislamiento.<br />
Los anillos de ajuste independientes permiten a los<br />
usuarios ajustar rápidamente la altura de engarzado<br />
del conductor o del aislamiento sin afectarse entre sí.<br />
El ajuste del riel guía para el abocinamiento y la<br />
lengüeta de corte es compatible con la Prensa<br />
Universal <strong>Molex</strong> TM-2000, TM-3000 y TM-4000 y con<br />
la mayoría de las prensas estándar de la industria. Sin<br />
embargo, NO es compatible con la prensa <strong>Molex</strong> TM-<br />
40/42.<br />
Se adapta directamente a la mayoría de máquinas de<br />
procesamiento automático de alambres.<br />
El tiempo rápido de instalación, además de la altura de<br />
engarzado, y los ajustes de los rieles de guía y de<br />
alimentación se pueden preseleccionar en el aplicador.<br />
El aplicador está diseñado según los estándares de la<br />
industria para el montaje y una altura de cierre de<br />
135.80mm (5.346 pulg.).<br />
Alimentación automática del terminal con el aplicador<br />
en la prensa.<br />
Alimentación ajustable del terminal con el aplicador en<br />
la prensa.<br />
Los terminales se separan automáticamente de la tira<br />
portadora durante la operación de engarzado.<br />
Funcionamiento silencioso con poco mantenimiento y<br />
fácil de mantener limpio.<br />
1.3. Especificaciones técnicas<br />
Dimensiones<br />
Ancho: 132mm (5.2 pulg.)<br />
Profundidad: 101mm (4.0 pulg.)<br />
Altura: 152mm (6.0 pulg.)<br />
Peso<br />
4.1 kg (9 lbs.)<br />
Compatibilidad con la carrera de la prensa<br />
41.28mm (1 5/8 pulg.)<br />
28.58mm (1 1/8 pulg.)<br />
Guardas de protección<br />
El aplicador Mini-Mac se suministra sin guardas de<br />
protección y está destinado para utilizarse con las<br />
guardas suministradas por el fabricante de la<br />
prensa.<br />
Precaución: NO use el aplicador sin las guardas<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 7 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
1.4. Verificación durante la entrega<br />
Saque cuidadosamente el aplicador Mini-Mac de su caja<br />
de embalaje y verifique que los siguientes artículos estén<br />
incluidos en el paquete.<br />
Aplicador Mini-Mac 1<br />
11-18-4238 Leva corta de alimentación 1<br />
TM-638000100SP<br />
Manual de instrucciones 1<br />
Hojas de instalación y de especificación 1<br />
Muestras de terminales engarzadas 5<br />
1.5. Accesorios de herramientas de engarzado<br />
63890-0719 Aceitera de terminales Anexo C<br />
63800-2800 Micrómetro digital de engarzado<br />
1.6. Herramientas<br />
Se recomiendan las siguientes herramientas para la<br />
instalación y ajustes del aplicador en esta prensa.<br />
1. Juego de llaves para tuercas hexagonales métricas<br />
estándar<br />
2. Llave ajustable para tuercas<br />
3. Desforradora y cortadora de alambre<br />
4. Tijeras<br />
1.7. Hojas de especificaciones<br />
<strong>Molex</strong> envía hojas de especificaciones con cada<br />
aplicador. La hoja de especificaciones contiene lo<br />
siguiente:<br />
Números de terminales<br />
Gamas de alambres AWG<br />
Gamas de diámetros de aislamiento<br />
Longitud de alambre sin forro<br />
Fuerza de tiro<br />
Alturas de engarzado<br />
Diámetro de abocinamiento<br />
Límites de dobleces, giros y entorchados<br />
Lista de piezas y de ensamblaje de las herramientas<br />
Se debe llenar la hoja de especificaciones. Éstas<br />
están disponibles en el sitio Web de <strong>Molex</strong><br />
(www.molex.com).<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 8 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
2.1. Altura de cierre<br />
2.2. Instalación<br />
2.3. Ajustes<br />
SECCIÓN 2<br />
Instalación y funcionamiento<br />
2.4. Instalación del herramental de engarzado y remoción de la herramienta<br />
2.5. Separación libre del manguito para los aplicadores Mini-Mac<br />
2.6. Aceitado<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 9 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Lea las siguientes instrucciones antes de intentar<br />
accionar los aplicadores.<br />
2.1. Altura de cierre<br />
Los aplicadores Mini-Mac de <strong>Molex</strong> están diseñados para<br />
funcionar en prensas de engarzado con alturas de cierre<br />
estándar de 135.80mm (5.346 pulg.) La instalación en prensas<br />
de engarzado con alturas de cierre diferentes a las estándar<br />
puede causar daños graves a la herramienta. Se recomienda<br />
que antes de la instalación, se lleve a cabo la verificación de la<br />
altura de cierre. Es necesario obtener la altura de cierre<br />
adecuada para evitar que los troqueles golpeen los yunques y<br />
para impedir que la herramienta de corte tope con la placa de<br />
matriz de troquel. También permite el movimiento de los<br />
aplicadores de la prensa a prensas similares sin tener que<br />
hacer ajustes al aplicador o a la altura de cierre de la prensa.<br />
La altura de cierre de la prensa se puede verificar con un<br />
calibrador de altura de cierre, el cual se calibra bajo carga para<br />
lograr la abertura de 135.80mm (5.346 pulg.). Se recomienda<br />
verificar mensualmente la altura de cierre. La mayoría de<br />
fabricantes ofrece indicadores de altura de cierre.<br />
INDICADOR <strong>DE</strong><br />
ALTURA <strong>DE</strong> CIERRE<br />
Figura 2-1<br />
PLACA <strong>DE</strong> BASE<br />
<strong>DE</strong> LA PRENSA<br />
Medición de la altura de cierre<br />
PRENSA<br />
1. Siempre desconecte la alimentación eléctrica de la<br />
prensa. Retire las guardas de la máquina si fuese<br />
necesario.<br />
2. Retire el aplicador de la prensa (véase la Sección 2-4<br />
Instalación y desmontaje del aplicador para obtener<br />
información adicional). Asegure que la parte inferior del<br />
émbolo de la prensa y la placa de la matriz estén<br />
exentos de materias extrañas.<br />
3. Coloque el calibrador de altura de cierre en la placa de<br />
base de la prensa. Véase la figura 2-1.<br />
4. Ejecute un ciclo manual de la prensa hasta la posición<br />
baja de la carrera. (Siga las instrucciones del<br />
fabricante para realizar un ciclo manual de la prensa).<br />
5. Lea el valor de altura de cierre en el frente del<br />
calibrador. Siga las instrucciones del fabricante del<br />
calibrador; usualmente, cuando el calibrador se instala<br />
correctamente indica una lectura de “0”.<br />
6. Si fuese necesario efectuar ajustes, consulte las<br />
especificaciones del fabricante de la prensa para<br />
realizar ajustes a la altura de cierre de la prensa.<br />
7. Repita los pasos anteriores hasta obtener la altura de<br />
cierre correcta.<br />
8. Es necesario calibrar regularmente los calibradores de<br />
la altura de cierre.<br />
2.2. Instalación<br />
IMPORTANTE<br />
Es necesario apagar el interruptor principal y<br />
desconectar el cordón eléctrico. El accionamiento<br />
manual de un ciclo de la prensa es un procedimiento<br />
absolutamente necesario para la seguridad y<br />
prevención de daños del equipo. Siempre ejecute<br />
manualmente un ciclo durante la resolución de fallos o al<br />
cambiar ajustes, herramientas, aplicador o accesorios.<br />
Los principales componentes mecánicos de la unidad Mini-<br />
Mac se ilustran en los diagramas de ensamblaje en la<br />
Sección 3.<br />
Instalación y remoción del aplicador<br />
1. Es necesario equipar todas las prensas con una placa<br />
de base de cambio rápido de tipo universal y un<br />
adaptador en la prensa. Comuníquese con el<br />
fabricante de la prensa para obtener información<br />
específica.<br />
2. Siempre apague y desconecte la alimentación eléctrica<br />
de la prensa. Retire las guardas de la prensa.<br />
3. Elimine cualquier viruta o desecho en la placa de base<br />
que pudiesen interferir con la instalación del aplicador<br />
Mini-Mac.<br />
4. Con una llave para tuercas hexagonal de 4 mm, gire a la<br />
derecha las tuercas M5 x 30 SHCS hasta que la prensa<br />
de sujeción esté completamente en posición extendida.<br />
5. Localice la placa de la matriz del aplicador con las<br />
abrazaderas de posición en la placa de base de la<br />
prensa.<br />
6. Deslice el aplicador Mini-Mac sobre la placa de base<br />
hasta que las dos muescas en el lado izquierdo<br />
enganchen en los topes, y al mismo tiempo, introduzca<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 10 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
el pasador de orejetas en el adaptador de la prensa.<br />
(Véase la figura 2-2).<br />
7. Para fijar el aplicador, gire a la izquierda la tuerca M5 x 30<br />
Lg. SHCS hasta que esté apretada.<br />
8. Algunas prensas tienen pestillos de cierre en la placa de<br />
base, los cuales tienen que levantarse para fijar el<br />
aplicador. Otros tienen tornillos moletados de apriete<br />
manual o pestillos tipos "T". La mayoría de éstos están<br />
ubicados en el lado derecho de la placa de base para fijar<br />
la posición del aplicador. Es necesario que éstos estén<br />
en posición y fijos antes de accionar la prensa.<br />
9. Reemplace las guardas de la prensa.<br />
PLACA<br />
<strong>DE</strong> BASE<br />
ABRAZA<strong>DE</strong>RAS<br />
<strong>DE</strong> LOCALIZADOR<br />
ABRAZA<strong>DE</strong>RA<br />
<strong>DE</strong> SUJECIÓN<br />
Figura 2-2<br />
USAR LLAVE HEX<br />
<strong>DE</strong> 4 mm<br />
ENGANCHAR LA<br />
HORQUILLA<br />
<strong>DE</strong> LA PRENSA<br />
PLACA PORTA<br />
ESTAMPA<br />
<strong>APLICADOR</strong><br />
10. Para retirar el aplicador invierta los pasos anteriores. Al<br />
guardar un aplicador, siempre deje una tira de terminales<br />
en el aplicador para prevenir daños a la herramienta.<br />
Consulte la Sección 3.5 Almacenamiento.<br />
Carga y descarga de la tira de terminales<br />
1. Los terminales especificados están impresos en la hoja de<br />
instalación para el aplicador. Use únicamente los<br />
terminales <strong>Molex</strong> en la hoja de instalación que se<br />
suministró con el aplicador.<br />
2. Siempre desconecte la alimentación eléctrica de la prensa.<br />
Retire las guardas de la máquina si fuese necesario.<br />
3. Antes de introducir una tira de terminales, la leva de<br />
arrastre debe estar en posición vertical. Esto permitirá que<br />
el terminal se deslice con facilidad a través del riel guía del<br />
aplicador (véase la figura 2-3).<br />
TIRA <strong>DE</strong><br />
TERMINALES<br />
POSICIÓN<br />
SUPERIOR<br />
<strong>DE</strong> LEVA<br />
<strong>DE</strong> ARRASTRE<br />
TIRA <strong>DE</strong><br />
TERMINALES<br />
<strong>DE</strong>DO<br />
ALIMENTADOR<br />
VERSIÓN 2<br />
POSICIÓN<br />
SUPERIOR<br />
<strong>DE</strong> LEVA<br />
<strong>DE</strong> ARRASTRE<br />
<strong>DE</strong>DO<br />
ALIMENTADOR<br />
VERSIÓN 1<br />
1 ER TERMINAL<br />
CENTRADO SOBRE<br />
EL YUNQUE<br />
Figura 2-3<br />
1 ER TERMINAL<br />
CENTRADO SOBRE<br />
EL YUNQUE<br />
4. Empuje la tira de terminales hasta que el primer terminal<br />
quede centrado sobre el yunque.<br />
5. Gire la leva de arrastre hacia abajo para enganchar el<br />
bastidor de arrastre de terminales.<br />
6. Accione manualmente un ciclo de la prensa de manera<br />
que el dedo alimentador transfiera el siguiente terminal<br />
hasta una posición centrada en el yunque. Verifique que<br />
todas las otras partes se deslicen y se enganchen sin<br />
interferencia. Se recomienda realizar este<br />
procedimiento varias veces.<br />
7. Al descargar la tira de terminales, asegúrese de que<br />
esté apagado el interruptor principal y de que la prensa<br />
esté desconectada. Retire las guardas de la máquina si<br />
fuese necesario.<br />
8. Levante la leva de arrastre hasta que el bastidor de<br />
arrastre esté en posición vertical. Para verificar el<br />
arrastre, ejecute manualmente un ciclo de la prensa<br />
hasta llegar a la posición vertical.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 11 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
9. Eleve el dedo alimentador y hale la tira de terminales<br />
hasta que se desprenda del riel guía del aplicador.<br />
Consulte la Figura 2-3. Si lo prefiere, corte la tira de<br />
terminales y hálela a través del aplicador con pinzas de<br />
punta.<br />
10. Vuelva a colocar las guardas de la máquina antes de<br />
accionar la prensa.<br />
Alineación del troquel y el yunque<br />
Nota: Siempre limpie las superficies de montaje de la<br />
herramienta de engarzado y los portadores de la herramienta<br />
antes de realizar la alineación.<br />
LIBERAR M4 SHCS<br />
Figura 2-4<br />
TERMINAL<br />
1. Siempre desconecte la alimentación eléctrica de la<br />
prensa. Retire las guardas de la máquina si fuese<br />
necesario.<br />
2. Con un terminal en posición sobre los yunques, libere<br />
levemente el tornillo de montaje del yunque. (Véase la<br />
Figura 2-4).<br />
3. Accione manualmente y con cuidado el pistón de la<br />
prensa hasta la parte baja de su carrera. Apriete los<br />
tornillos de montaje del yunque en esta posición para<br />
asegurar la alineación perfecta de los troqueles y los<br />
yunques.<br />
4. Accione manualmente el pistón de la prensa hasta la<br />
posición más elevada.<br />
5. Vuelva a colocar las guardas de la máquina antes de<br />
accionar la prensa.<br />
2.3. Ajustes<br />
Ajustes de la placa de cubierta<br />
1. Siempre desconecte la alimentación eléctrica de la prensa.<br />
Retire las guardas de la máquina si fuese necesario.<br />
2. Retire el aplicador de la prensa. (Consulte la Sección 2.2<br />
Instalación y desmontaje del aplicador).<br />
3. Gire la leva de arrastre hasta que el bastidor de arrastre<br />
esté en posición vertical. Es necesario ajustar la placa<br />
de la cubierta trasera de manera que la tira de<br />
terminales se deslice uniformemente por el riel de guía<br />
sin resistencia.<br />
4. Algunos aplicadores requieren que se desmonte el<br />
bastidor del aplicador de la placa de la matriz. Esto<br />
se realiza quitando las dos tuercas M6 BHCS<br />
ubicadas en la parte inferior de la placa de matriz.<br />
Véase la figura 2-5.<br />
5. Afloje las dos tuercas M4 BHCS para ajustar la posición<br />
de la cubierta trasera. Véase la figura 2-6.<br />
6. Deslice una tira de terminales a través del riel de guía<br />
para asegurar la colocación exacta de la cubierta.<br />
7. Después de lograr la posición correcta, apriete las dos<br />
tuercas M4 BHCS.<br />
CUBIERTA<br />
POSTERIOR<br />
LEVA <strong>DE</strong> ARRASTRE EN<br />
POSICIÓN VERTICAL<br />
<strong>APLICADOR</strong><br />
6mm X 12 LG<br />
PASADOR<br />
<strong>DE</strong> CLAVIJA (2)<br />
Figura 2-5<br />
PLACA PORTA<br />
ESTAMPA<br />
M6 X 10 LG<br />
SHCS (2)<br />
TERMINAL<br />
Figura 2-6<br />
M4 X 12 LG<br />
BHCS (2)<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 12 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
8. Vuelva a ensamblar el bastidor del aplicador a la placa de<br />
matriz si fuese necesario. Coloque la posición del bastidor<br />
utilizando los pasadores de varilla. Apriete las dos tuercas<br />
M6 BHCS para fijar el bastidor a la placa de matriz.<br />
Ajustes del riel guía<br />
1. Siempre desconecte la alimentación eléctrica de la prensa.<br />
Retire las guardas de la máquina si fuese necesario.<br />
2. Para mover el riel guía a la posición correcta con los<br />
yunques y el émbolo de corte, saque el aplicador de la<br />
prensa, y coloque el aplicador sobre un costado. Afloje la<br />
tuerca M5 x 6 BHCS debajo de la placa de base que está<br />
acoplada a la base del riel guía. Véase la figura 2-7.<br />
M5 BHCS<br />
POSICIÓN <strong>DE</strong> TORNILLO<br />
<strong>DE</strong> BLOQUEO <strong>DE</strong> YUNQUE<br />
Figura 2-7<br />
3. Con ayuda de un destornillador pequeño, gire el tornillo de<br />
ajuste en el frente del riel guía para colocar el terminal en<br />
la ubicación correcta. Al girar el tornillo hacia la derecha, se<br />
moverá el riel guía y la base hacia el aplicador. Al girar el<br />
tornillo hacia la izquierda, se moverá el riel guía hacia el<br />
operador. Dependiendo del movimiento necesario, quizá<br />
sea necesario aflojar el dedo alimentador. Véase la Figura<br />
2-8.<br />
4. Para fijar el riel guía en posición, apriete las tuercas M5 x 6<br />
BHCS debajo de la placa de base.<br />
5. Vuelva a colocar las guardas de la máquina.<br />
6. Accione manualmente la prensa para verificar que el<br />
aplicador está funcionando apropiadamente. Conecte la<br />
alimentación eléctrica y encienda la unidad. Engarce un<br />
terminal automáticamente y observe la calidad de la<br />
terminación. Véase el Anexo A.<br />
7. Quizá sea necesario realizar ajustes al dedo alimentador<br />
para colocarlo correctamente en relación con el terminal.<br />
Véase Ajustes del dedo alimentador.<br />
8. Repita los pasos anteriores hasta obtener la posición de<br />
terminal deseada.<br />
Ajustes del dedo alimentador Versión 2<br />
TORNILLO <strong>DE</strong> AJUSTE<br />
1. Coloque el dedo alimentador de manera que se<br />
introduzca debidamente el siguiente terminal en<br />
posición. Típicamente los terminales se alimentan por<br />
medio de la tira portadora.<br />
2. Apague y desconecte la fuente de alimentación<br />
eléctrica de la prensa. Si fuese necesario, retire las<br />
guardas de la máquina.<br />
3. Retire el aplicador de la prensa. Véase la Sección 2.2<br />
Instalación y desmontaje del aplicador.<br />
4. Coloque la palanca de trinquete de alimentación de<br />
manera que el M3 SHCS en el soporte del dedo<br />
alimentador quede accesible.<br />
5. Afloje el M3 SHCS ubicado en el soporte del dedo<br />
alimentador y deslice el dedo alimentador hasta la<br />
posición deseada. Véase la figura 2-8A.<br />
PALANCA<br />
ALIMENTADORA<br />
<strong>DE</strong> TRINQUETE<br />
<strong>DE</strong>DO ALIMENTADOR<br />
Figura 2-8A<br />
M3 X 12 LG SHCS<br />
SOPORTE <strong>DE</strong> <strong>DE</strong>DO<br />
ALIMENTADOR<br />
6. Apriete el M3 BHCS para fijar el dedo alimentador en<br />
posición.<br />
Ajustes del dedo alimentador Versión 1<br />
1. Coloque el dedo alimentador para alimentar<br />
correctamente el siguiente terminal en posición. Los<br />
terminales típicamente se alimentan por medio de la tira<br />
portadora.<br />
2. Apague y desconecte la alimentación eléctrica de la<br />
prensa. Retire las guardas de la máquina si fuese<br />
necesario.<br />
3. Retire el aplicador del a prensa, (Véase la Sección 2.2-<br />
Instalación y desmontaje del aplicador).<br />
4. Hale la palanca de pivote de alimentación para ver el<br />
tornillo de montaje del dedo alimentador.<br />
5. Afloje las tuercas M4 BHCS ubicadas en el brazo de<br />
alimentación y deslice el dedo alimentador a la posición<br />
deseada. (Véase la figura 2-8).<br />
6. Apriete las tuercas M4 BHCS para fijar el dedo<br />
alimentador en posición.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 13 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
LLAVE ALLEN <strong>DE</strong> 3 mm<br />
BRAZO <strong>DE</strong><br />
ALIMENTACIÓN<br />
Ajustes de la leva de carrera de alimentación<br />
Leva de<br />
alimentación<br />
No. de pedido<br />
63800-0105<br />
63800-0105<br />
11-18-4238<br />
Carrera de prensa<br />
mm Pulg.<br />
41.28 1-5/8<br />
28.58 1-1/8<br />
41.28 1-5/8<br />
28.58 1-1/8<br />
Figura 2-9<br />
M4 X 8 LG BHCS<br />
<strong>DE</strong>DO ALIMENTADOR<br />
Figura 2-8B<br />
Tiempo de<br />
alimentación<br />
Carrera ascendente<br />
(terminal presente<br />
sobre el yunque)<br />
Carrera descendente<br />
(terminal no está<br />
presente<br />
sobre el yunque)<br />
Carrera descendente<br />
(terminal no está<br />
presente<br />
sobre el yunque)<br />
1. La carrera de alimentación se controla por medio del<br />
émbolo y se determina por medio de la carrera de la<br />
prensa. Por ejemplo: una prensa con una carrera de<br />
28.58mm (1 1/8") utiliza una leva de alimentación más<br />
corta. Una prensa con una carrera de 41.28mm (1 5/8<br />
pulg.) tiene una leva más larga. Consulte el manual de la<br />
prensa para determinar la carrera correcta.<br />
2. Determine la frecuencia de alimentación deseada.<br />
Típicamente, cuando el aplicador se instala en una<br />
máquina procesadora de alambre, la leva de carrera de<br />
alimentación se debe ensamblar en el posición baja de la<br />
carrera. Cuando la prensa se encuentra inactiva en la<br />
posición elevada, no habrá ningún terminal presente en<br />
el yunque. Para la mayoría de aplicaciones de banco de<br />
trabajo, la leva se instala en la posición elevada de la<br />
carrera. Esto dejará un terminal sobre el yunque<br />
cuando la prensa está inactiva en la posición elevada.<br />
Véase la figura 2-9.<br />
3. Apague y desconecte la alimentación eléctrica de la<br />
prensa. Retire las guardas de la máquina si fuese<br />
necesario.<br />
4. Retire el aplicador de la prensa. Véase la Sección 2.2,<br />
Instalación y desmontaje del aplicador.<br />
5. Hale la palanca de pivote de alimentación y retire el<br />
émbolo del aplicador.<br />
6. Sujete la leva de alimentación, y retire la tuerca M4<br />
SHCS en la parte posterior de la leva.<br />
7. Coloque la leva en la posición deseada de alimentación<br />
y fíjela con el tornillo M4. Véase la figura 2-9.<br />
Ajuste de carrera de avance de alimentación<br />
1. Para verificar la posición de alimentación de avance,<br />
será necesario colocar el terminal a engarzar en la<br />
posición exacta sobre el yunque.<br />
BLOQUEO <strong>DE</strong><br />
ALIMENTACIÓN<br />
M5 SHCS<br />
PERILLA<br />
<strong>DE</strong> AJUSTE <strong>DE</strong><br />
ALIMENTACIÓN<br />
LLAVE ALLEN<br />
<strong>DE</strong> 4mm<br />
Figura 2-10<br />
2. Apague y desconecte la alimentación eléctrica de la<br />
prensa. Retire las guardas de la máquina si fuese<br />
necesario.<br />
3. Afloje las tuercas M5 SHCS de sujeción de la<br />
alimentación y después gire el tornillo de ajuste de<br />
alimentación para volver a colocar el terminal. Para<br />
acortar la posición de alimentación gire a la derecha (en<br />
dirección de las manecillas del reloj) el tornillo de ajuste.<br />
Para alargar la posición de alimentación gire a la<br />
izquierda (contra la dirección de las manecillas del reloj)<br />
el tornillo de ajuste. Véase la figura 2-10.<br />
4. Después de ajustar correctamente la posición de<br />
alimentación de avance del terminal, apriete las tuercas<br />
M5 SHCS de sujeción de la alimentación.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 14 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Ajustes de la carrera de retorno de alimentación Versión 2<br />
PERILLA <strong>DE</strong> AJUSTE<br />
<strong>DE</strong> CARRERA <strong>DE</strong><br />
ALIMENTACIÓN<br />
Figura 2-11A<br />
SHCS <strong>DE</strong> PRENSA<br />
<strong>DE</strong> PIVOTE M5<br />
LLAVE ALLEN <strong>DE</strong> 4mm<br />
1. Al cargar la tira de terminales, la carrera de retorno de<br />
alimentación debe tener un poco de exceso de carrera<br />
para recoger la siguiente posición.<br />
2. Siempre apague y desconecte la fuente de alimentación<br />
eléctrica de la prensa. Si fuese necesario, retire las<br />
guardas de la máquina.<br />
3. Afloje la tuerca SHCS de la prensa de pivote M5 para<br />
permitir el movimiento ascendente y descendente del buje<br />
de bisagra. Véase la figura 2-11A.<br />
4. Efectúe un ciclo manual de la prensa hasta la parte baja<br />
de la carrera.<br />
5. A fin de lograr la ubicación correcta de la carrera de<br />
retorno, gire la perilla de ajuste de carrera de<br />
alimentación. Para acortar la carrera de retorno de<br />
alimentación, gire la perilla hacia la izquierda. Para<br />
alargar la carrera de retorno de alimentación, gire la<br />
perilla hacia la derecha (véase la figura 2-11 A).<br />
6. Al lograr la carrera deseada, apriete la tuerca SHCS de la<br />
abrazadera del pivote M5.<br />
7. Quizá sea necesario volver a ajustar la carrera de avance<br />
de alimentación. Véase Ajustes de la carrera de avance<br />
de alimentación.<br />
Ajustes a la carrera de retorno de alimentación Versión 1<br />
1. Al cargar la tira de terminales, ésta deberá tener una<br />
pequeña extensión de carrera para recoger la siguiente<br />
posición en la carrera de retorno.<br />
2. Siempre apague y desconecte la alimentación eléctrica de<br />
la prensa. Retire las guardas de la máquina si fuese<br />
necesario.<br />
3. Afloje la contratuerca hexagonal M12 para permitir el<br />
movimiento vertical del buje de la articulación. Véase la<br />
Figura 2-11B.<br />
LLAVE PARA<br />
TUERCAS<br />
LLAVE ALLEN<br />
<strong>DE</strong> 3mm<br />
M4 SHCS<br />
Figura 2-11B<br />
CONTRATUERCA<br />
HEXAGONAL M12<br />
4. Ejecute manualmente un ciclo de la prensa hasta la<br />
parte baja de la carrera.<br />
5. Afloje las M4 SHCS.<br />
6. Para lograr la ubicación correcta de la carrera de retorno,<br />
ajuste la posición del buje de articulación. Bajar el buje<br />
de articulación en la ranura de apoyo acortará la carrera;<br />
elevar el buje de articulación alargará la carrera de<br />
alimentación. Véase la Figura 2-11B.<br />
7. Después de lograr la carrera deseada, apriete la<br />
contratuerca hexagonal M12 y lleve el M4 SHCS hasta<br />
hacer contacto con el buje de articulación.<br />
8. Quizá sea necesario volver a ajustar la carrera de<br />
avance de alimentación. Véase Ajustes de carrera de<br />
avance de alimentación de avance.<br />
Ajustes de troquelado del engarzado de conductor<br />
1. Sin retirar las guardas, coloque una longitud de alambre<br />
apropiado, sin forro, en el terminal y termine el engarzado<br />
del alambre con accionamiento eléctrico.<br />
2. Inspeccione la calidad del engarzado del conductor y<br />
mida la altura de engarzado. Véase el Anexo A.3 -<br />
Medición de la altura de engarzado del conductor.<br />
3. Si fuese necesario efectuar ajustes, apague y desconecte<br />
la alimentación eléctrica de la prensa. Retire las guardas<br />
de la máquina.<br />
4. Para lograr la altura deseada de engarzado, se debe<br />
girar la leva de ajuste del conductor. Véase la 2-12.<br />
Cada incremento representa aproximadamente 0.10mm<br />
(0.004 pulg.) para un ajuste total de 0.40mm (0.016<br />
pulg.). La posición "A" es la altura de engarzado de<br />
mayor holgura y la posición "D" es la posición con altura<br />
de engarzado más ajustada. Si determina que la altura<br />
de engarzado no es aceptable, puede girar la leva de<br />
ajuste hasta obtener la altura de engarzado deseada.<br />
Véase la Altura de cierre.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 15 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
LEVA <strong>DE</strong> AISLAMIENTO (SUPERIOR)<br />
LEVA <strong>DE</strong><br />
CONDUCTOR<br />
(INFERIOR)<br />
Figura 2-12<br />
5. Vuelva a colocar las guardas de la máquina y repita los<br />
pasos anteriores hasta obtener la altura de engarzado<br />
deseada. Véase el Anexo A. Medición de la altura de<br />
engarzado del conductor.<br />
6. Realice una prueba de tiro en el engarzado del conductor<br />
para verificar la integridad mecánica del engarzado.<br />
Véase el Anexo A.5 - Prueba de fuerza de tiro.<br />
Ajuste del troquel de engarzado del aislamiento<br />
1. Coloque una longitud de alambre apropiado sin forro en el<br />
terminal y efectúe el engarzado mediante accionamiento<br />
eléctrico.<br />
2. Observe la calidad del engarzado del aislamiento. Véase<br />
el Anexo A.4 -Engarzado del aislamiento.<br />
3. Si fuese necesario efectuar ajustes, siempre apague y<br />
desconecte la alimentación eléctrica de la prensa. Retire<br />
las guardas de la máquina.<br />
4. Gire la leva de ajuste de aislamiento para lograr la altura<br />
de aislamiento deseada. Cada incremento representa<br />
aproximadamente 0.22mm (0.009 pulg.) para un ajuste<br />
total de 1.78mm (0.070 pulg.). La posición "1" produce la<br />
altura de engarzado de mayor holgura y la posición "8" es<br />
la posición con altura de engarzado más ajustada.<br />
5. Repita los pasos anteriores hasta obtener la posición de<br />
terminal deseada.<br />
Nota: Debido a la amplia diversidad de grosores de pared de<br />
aislamiento, materiales y diámetros, <strong>Molex</strong> no especifica la<br />
altura de engarzado del aislamiento. Para cada tipo diferente<br />
de alambre, se puede medir la altura de engarzado del<br />
aislamiento, registrar e inspeccionar como indicador de<br />
calidad.<br />
Ajuste del tope de alambre<br />
Para las máquinas de procesamiento automático de alambres<br />
se puede usar el tope de alambre para ayudar al<br />
desprendimiento del terminal desde los troqueles. Sin<br />
embargo, en algunas circunstancias será necesario retirar el<br />
tope del alambre cuando se utilice una máquina<br />
automatizada.<br />
Figura 2-13<br />
TOPE <strong>DE</strong>L ALAMBRE<br />
SOPORTE <strong>DE</strong>L YUNQUE<br />
M5 SHCS<br />
1. Consulte los documentos de instalación para obtener la<br />
longitud correcta de tira.<br />
2. Coloque el alambre correcto en el terminal y engarce el<br />
alambre con el accionamiento eléctrico de la máquina.<br />
3. Observe la calidad del engarzado y la posición del<br />
alambre. Véase el Anexo A.1 - Posición de la escobilla<br />
del conductor y del terminal.<br />
4. Si fuese necesario efectuar ajustes, apague y<br />
desconecte la alimentación eléctrica de la prensa. Retire<br />
las guardas de la máquina.<br />
Algunos de estos topes están ubicados en la prensa y<br />
otros están ubicados en el soporte del yunque.<br />
5. Afloje el tornillo para el tope y ajuste la posición del tope<br />
del alambre. Véase la figura 2-13. En dirección hacia el<br />
operador, aumenta la longitud de la escobilla, y hacia la<br />
prensa, reduce la longitud.<br />
6. Accione manualmente la prensa para verificar que el<br />
aplicador está funcionando apropiadamente. Conecte la<br />
alimentación eléctrica, engarce un terminal y observe la<br />
calidad de la terminación. Véase el Anexo A.<br />
La corredera del émbolo retiene el troquel del alambre en su<br />
posición actual; además, el troquel flotante de aislamiento y el<br />
percutor frontal de corte se sujetan mediante un M8 BHCS.<br />
El troquel flotante de aislamiento varía el ajuste de la altura<br />
de engarzado del aislamiento en relación con el ajuste de<br />
engarzado del alambre. El percutor frontal de corte presiona<br />
el émbolo de corte y separa el terminal engarzado de la tira<br />
portadora.<br />
Los terminales de tira portadora doble también necesitan un<br />
émbolo de corte trasero (no aparece en la ilustración), el cual<br />
está acoplado a la corredera del émbolo en la parte trasera<br />
de la herramienta inferior.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 16 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Muchos terminales <strong>Molex</strong> tienen una tira portadora central, en<br />
cuyo caso un troquel de corte separa el terminal engarzado de<br />
la tira portadora. De esa manera, no se necesita un percutor<br />
de corte.<br />
PERCUTOR <strong>DE</strong> AISLAMIENTO Y<br />
TORNILLO M6 CON REBOR<strong>DE</strong><br />
PERCUTOR <strong>DE</strong><br />
ÉMBOLO<br />
M8 BHCS<br />
TROQUEL <strong>DE</strong>L<br />
CONDUCTOR<br />
ARAN<strong>DE</strong>LA <strong>DE</strong><br />
HERRAMIENTA<br />
TROQUEL <strong>DE</strong><br />
AISLAMIENTO<br />
Figura 2-14<br />
2.4. Instalación y desmontaje del herramental de<br />
engarzado<br />
Precaución: Siempre desconecte la alimentación<br />
eléctrica antes de instalar o retirar la herramienta.<br />
ÉMBOLO<br />
Instalación y desmontaje de la herramienta superior<br />
(troqueles)<br />
NOTA: Siempre limpie las superficies de montaje de la<br />
herramienta de engarzado y los portadores de la herramienta<br />
antes de la instalación.<br />
1. Siempre apague y desconecte la alimentación eléctrica de<br />
la prensa. Retire las guardas de la máquina si fuese<br />
necesario.<br />
2. Retire el aplicador de la prensa. Véase la Sección 2.2 -<br />
Instalación y desmontaje del aplicador.<br />
3. Hale la palanca de pivote de alimentación y retire el<br />
émbolo del aplicador.<br />
4. Afloje y desenrosque la tuerca M8 SHCS. Véase la figura<br />
2-14.<br />
5. Extraiga los troqueles, los percutores y la arandela de<br />
herramienta fuera del émbolo. Instale la nueva<br />
herramienta superior.<br />
6. Invierta los pasos anteriores para volver a instalar la<br />
herramienta superior.<br />
Instalación y desmontaje de la herramienta inferior<br />
(yunques)<br />
Precaución: Siempre desconecte la alimentación eléctrica y<br />
el suministro de aire antes de instalar o retirar la herramienta.<br />
NOTA: Siempre limpie las superficies de montaje de la<br />
herramienta de engarzado y los portadores de la herramienta<br />
antes de la instalación.<br />
1. Siempre apague y desconecte la alimentación eléctrica<br />
de la prensa. Retire las guardas de la máquina si fuese<br />
necesario.<br />
2. Retire el aplicador de la prensa. Véase la Sección 2.2 -<br />
Instalación y desmontaje del aplicador.<br />
3. Hale el brazo alimentador y eleve el émbolo.<br />
4. Retire el tornillo de sujeción del yunque de la parte<br />
inferior de la placa de base. Véase la figura 2-7.<br />
Después retire los yunques de la ranura en la placa de<br />
base. Coloque los nuevos yunques, y deje flojo el tornillo<br />
de montaje. Para las instrucciones de apretado,<br />
consulte Alineación del troquel y del yunque.<br />
5. El émbolo de corte es accionado por resorte. Al quitar la<br />
tuerca SHCS en el costado del bloque retenedor del<br />
émbolo, empuje el émbolo para extraerlo del bloque<br />
retenedor del émbolo. Reemplace el resorte si observa<br />
daño o pérdida de presión. Para el reemplazo, invierta<br />
este procedimiento después de instalar el tornillo;<br />
cerciórese de que el émbolo se mueva libremente.<br />
Añada una gota de aceite a las superficies móviles.<br />
2.5. Separación libre del orificio de manguitos<br />
para los aplicadores Mini-Mac<br />
Importante: Lea cuidadosamente<br />
Verifique la separación libre apropiada de los orificios de<br />
manguitos para los aplicadores Mini-Mac series MA60703,<br />
MA60756 y MA60712 en prensas estándar de la industria.<br />
Los manguitos de corte de la tira portadora deben poder<br />
caer libremente a través de la prensa sin obstrucción alguna.<br />
1. Esto se puede verificar fácilmente al retirar la<br />
herramienta inferior, los yunques y el bloque de corte<br />
del aplicador.<br />
2. Coloque el aplicador Mini-Mac en la prensa. Observe la<br />
posición del orificio (rectangular) para manguitos o<br />
trozos de corte en la base del aplicador Mini-Mac para<br />
cerciorarse de que dicho orificio no esté obstruido.<br />
3. Si hay alguna obstrucción, se puede maquinar<br />
fácilmente la base de la prensa mediante la remoción<br />
de material para permitir que los manguitos o trozos de<br />
corte caigan libremente. No se olvide que es la base<br />
de la prensa de engarzado la que debe maquinarse y<br />
no la base del aplicador Mini-Mac.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 17 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
2.6 Aceitado<br />
Al procesar contactos dorados y de algunas aleaciones de<br />
alta resistencia a la tensión, el aceitado de la sección de<br />
engarzado del terminal puede eliminar la adherencia y<br />
prolongar la vida útil de la herramienta. Véase el Anexo C.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 18 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
3.1 Limpieza<br />
3.2 Lubricación<br />
3.3 Piezas de repuesto<br />
3.4 Piezas perecederas<br />
3.5 Almacenamiento<br />
Sección 3<br />
Mantenimiento<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 19 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
3.1. Limpieza<br />
ACEITAR EL<br />
CONJUNTO <strong>DE</strong>L <strong>DE</strong>DO<br />
ALIMENTADOR<br />
ACEITA<br />
PRECAUCIÓN: Siempre desconecte la alimentación eléctrica antes de realizar cualquier mantenimiento<br />
Para un funcionamiento eficiente, se recomienda limpiar diariamente el aplicador Mini-Mac. Use un cepillo de cerdas<br />
suaves para eliminar los desechos de las áreas críticas tales como la herramienta de engarzado. Para obtener<br />
mejores resultados, retire la herramienta de engarzado de la prensa. Cepille y después use un paño limpio para secar<br />
las áreas de montaje de la herramienta superior e inferior. Antes de volver a instalar la herramienta, con un paño<br />
limpio, limpie todos los costados de los troqueles y yunques.<br />
3.2. Lubricación<br />
PRECAUCIÓN: Siempre desconecte la alimentación eléctrica antes de realizar cualquier mantenimiento.<br />
1. Engrase el émbolo, incluso el brazo de alimentación de la carrera ascendente y descendente.<br />
2. Engrase el conjunto del dedo alimentador y todas las piezas móviles.<br />
3. Lubrique las piezas con lubricante sintético con Teflon® o equivalente para usos múltiples. <strong>Molex</strong> envía sus<br />
aplicadores preengrasados con grasa sintética Permatex para múltiples usos con Teflon® No. 82329. Se puede usar<br />
un aceite A SAE 30WT sin detergentes o aceite de baja densidad para husillos o aceite 3-en-1 en los puntos de<br />
articulación.<br />
4. Lubrique todos los puntos que se indican en las figuras 3-1 con el aceite y grasa especificados (o equivalentes).<br />
ENGRASAR LA<br />
LEVA Y LA LEVA <strong>DE</strong><br />
ALIMENTACIÓN<br />
VERSIÓN 2<br />
ACEITAR EL<br />
CONJUNTO <strong>DE</strong>L<br />
<strong>DE</strong>DO ALIMENTADOR<br />
Figura 3-1<br />
ACEITA<br />
ENGRASAR LA<br />
LEVA Y LA LEVA <strong>DE</strong><br />
ALIMENTACIÓN<br />
VERSIÓN 1<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 20 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
A continuación se muestra un ejemplo del plan de mantenimiento. Copie y use este cuadro para dar seguimiento al<br />
mantenimiento de su aplicador Mini-Mac o úselo como plantilla para crear su propio programa, o utilice el cuadro<br />
estándar de su compañía si fuese aplicable.<br />
Cuadro de mantenimiento preventivo<br />
Diariamente: Limpie. Consulte la Sección 3.1.<br />
Según sea necesario: Lubrique. Consulte la Sección 3.2.<br />
HOJA <strong>DE</strong> VERIFICACIÓN MES ____________ AÑO _________<br />
Semana<br />
1<br />
2<br />
3<br />
4<br />
Limpieza<br />
Reaplicar grasa<br />
Reaplicar aceite<br />
Inspeccionar todo el<br />
herramental, los dedos<br />
alimentadores, y verificar<br />
que no haya desgaste<br />
Ciclos<br />
diarios<br />
Limpieza<br />
diaria<br />
25,000 Sí<br />
25,000 Sí<br />
Días de la semana<br />
LUN MAR MIÉRC. JUEV VIER SÁB DOM<br />
Solución<br />
Cepillo con cerdas<br />
blandas - Quitagrasas<br />
industrial<br />
Reemplazar si se<br />
observan signos<br />
de desgaste.<br />
Se recomienda ajustar la frecuencia del mantenimiento según el uso. <strong>Molex</strong> recomienda que se lleve un registro del<br />
mantenimiento preventivo de la prensa.<br />
3.3. Piezas de repuesto<br />
Los clientes son responsables del mantenimiento del aplicador Mini-Mac. Hay disponibles piezas de repuesto. Con el<br />
tiempo, se pueden dañar o gastar las piezas móviles y en funcionamiento y será necesario reemplazarlas. <strong>Molex</strong><br />
recomienda que el cliente conserve en inventario algunas o todas esas piezas a fin de reducir el tiempo de inactividad<br />
de la producción. Estas piezas se identifican en la Lista de piezas. Consulte la Sección 5.<br />
3.4. Piezas perecederas<br />
Los clientes son responsables del mantenimiento del aplicador Mini-Mac. Las piezas perecederas son aquellas piezas<br />
que entran en contacto con el producto y pueden gastarse con el tiempo. <strong>Molex</strong> recomienda que todos los clientes<br />
mantengan en inventario, en todo momento, por lo menos un conjunto de herramientas perecederas. Esto ayudará a<br />
reducir el tiempo de inactividad de la producción. Obtenga la información pertinente del conjunto de herramientas<br />
perecederas en la Hoja de especificaciones de la herramienta de engarzado suministrada con el aplicador.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 21 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Programa de reemplazo de la herramienta<br />
Este programa se ofrece como lineamiento general para el reemplazo de la herramienta. El fabricante deberá monitorear el<br />
proceso y recolectar información sobre la frecuencia real, ya que el desgaste de la herramienta variará según los diferentes<br />
materiales de los terminales y se puede prolongar la vida útil mediante prácticas apropiadas de mantenimiento; por otro<br />
lado, puede reducirse debido a la falta de mantenimiento.<br />
Componentes<br />
Ciclos<br />
Aleaciones de latón<br />
Ciclos<br />
Acero<br />
Troqueles 300,000/500,000 200,000/400,000<br />
Yunques 500,000/750,000 400,000/750,000<br />
Émbolos/retenedores de corte 300,000/500,000 200,000/400,000<br />
Dedos alimentadores 300,000/900,000 300,000/900,000<br />
Troqueles de corte 500,000/750,000 200,000/400,000<br />
Cuchillas de corte 300,000/500,000 200,000/300,000<br />
La decisión sobre el reemplazo de la herramienta ha de basarse en los atributos del engarzado que producen.<br />
Consulte la siguiente tabla como guía para detectar los signos frecuentes de desgaste.<br />
3.5. Almacenamiento<br />
Troqueles En el terminal Notas<br />
Abolladuras Rizos desiguales Reemplácelo<br />
Despuntado Junta separada Reemplácelo<br />
Yunques<br />
Bordes redondeados Extrusión grande Reemplácelo<br />
Desportillado Rebabas en las lengüetas Reemplácelo<br />
Bordes de corte gastados Rebabas Reemplácelo<br />
Émbolos de corte<br />
Astillados o redondeados Rebabas en la lengüeta Reemplácelo<br />
Borde de corte Rebabas en la lengüeta Reemplácelo<br />
Troqueles de corte Rebabas en el área de corte Reemplácelo<br />
Para prevenir que tope el émbolo, lo cual puede causar daño a los troqueles de engarzado y a los yunques, deje una<br />
tira de terminales en el aplicador o coloque un trozo de madera o de goma entre los troqueles y los yunques.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 22 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
Real
Aplicador Mini-Mac<br />
Sección 4<br />
4.1. Listas de piezas y diagramas de ensamblaje<br />
4.2. Resolución de fallos<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 23 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
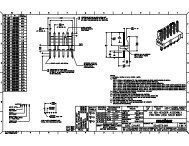
4.1. VERSIÓN 2 Lista de piezas y diagramas de ensamblaje (Véanse las figuras 4-1A y 4-2A)<br />
Mini-Mac Applicator VERSION 2<br />
Componente No. de pedido No. de ingeniería Descripción Cant.<br />
1 11-17-3215 60654 Etiqueta de número de serie 1<br />
2 11-18-4238 60700-1 Leva alimentadora (corta) opcional 1<br />
3 11-18-4795 60700-66 Resorte de arandela de presión (Wave Washer) 1<br />
4 63600-1561 63600-1561 Arandela de cuña 1<br />
5 63800-0103 63800-0103 Placa de base 1<br />
6 63800-0104 63800-0104 Émbolo 1<br />
7 63800-0105 63800-0105 Leva alimentadora (larga) 1<br />
8 63800-0106 63800-0106 Percutor del aislamiento 1<br />
9 63800-0108 63800-0108 Riel guía de terminales 1<br />
10 63800-0109 63800-0109 Bastidor de apoyo trasero 1<br />
11 63800-0110 63800-0110 Tornillo de ajuste 1<br />
12 63800-0111 63800-0111 Base de riel guía 1<br />
13 63800-0112 63800-0112 Bastidor de arrastre 1<br />
14 63800-0116 63800-0116 Clavija de guía - bastidor de arrastre 2<br />
15 63800-0120 63800-0120 Brazo alimentador 1<br />
16 63800-0121 63800-0121 Pivote alimentador de la palanca 1<br />
17 63800-0123 63800-0123 Leva de corredera de alimentación 1<br />
18 63800-0124 63800-0124 Ajuste de clavija de alimentación 1<br />
19 63800-0127 63800-0127 Trinquete alimentador con resorte de torsión 1<br />
20 63800-0129 63800-0129 Arandela -3.40 de grosor 1<br />
21 63800-0130 63800-0130 Perno de orejeta 1<br />
22 63800-0131 63800-0131 Leva de ajuste de conductor 1<br />
23 63800-0132 63800-0132 Leva de ajuste del aislamiento 1<br />
24 63800-0140 63800-0140 Clavija de cilindro 1<br />
25 63800-0142 63800-0142 Leva excéntrica de rodillos 1<br />
26 63800-0143 63800-0143 Leva excéntrica de clavijas 1<br />
27 63800-0144 63800-0144 Material clave de 3 por 3 por 19 mm de longitud 2<br />
28 63800-4302 63800-4302 Placa frontal 1<br />
29 63801-3211 63801-3211 Bastidor trasero 1<br />
30 63801-3225 63801-3225 Tornillo bisagra de torsión 1<br />
31 63801-4462 63801-4462 Soporte de dedo alimentador 1<br />
32 63801-4561 63801-4561 Trinquete de alimentación 1<br />
33 63801-5862 63801-5862 Palanca de leva de arrastre 1<br />
34 63890-0817 63890-0817 Palanca de trinquete de alimentación de terminales 1<br />
35 63890-0881 63890-0881 Tornillo de ajuste 1<br />
36 63890-0883 63890-0883 Retenedor de perilla de ajuste 1<br />
37 63890-0884 63890-0884 Pivote ajustable 1<br />
38 63890-0885 63890-0885 Corredera 1<br />
39 63890-0886 63890-0886 Tornillo de posicionamiento de alimentación 1<br />
40 63890-0887 63890-0887 Abrazadera de pivote 1<br />
41 63890-0899 63890-0899 Perilla de ajuste 2<br />
42 N/A N/A Resorte de compresión (Lee Spring # LC-020A-4MW) 2<br />
43 N/A N/A Resorte de compresión (Lee Spring # LC-032E-OMW) 2<br />
44 N/A N/A Anillo de presión de 3.2 DI por 7 <strong>DE</strong> por 0.62 de grosor 2<br />
45 N/A N/A Arandela de 0.512" DI por 1.125" <strong>DE</strong> por 0.15" de grosor 1<br />
46 N/A N/A Arandela de 0.512" DI por 1.125" <strong>DE</strong> por 0.18" de grosor 1<br />
47 N/A N/A BHCS M3 por 5 de long. 1<br />
48 N/A N/A SHCS M3 por 12 de long. 1<br />
49 N/A N/A SHCS M3 por 20 de long. 2<br />
50 N/A N/A Tornillo prisionero M4 por 8 de longitud (Punta plana) 3<br />
51 N/A N/A BHCS M4 por 12 de long. 1<br />
52 N/A N/A SHCS M4 por 16 de long. 1<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 24 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Mini-Mac Applicator VERSION 2<br />
Componente No. de pedido No. de ingeniería Descripción Cant.<br />
53 N/A N/A Perno con cabeza hueca hexagonal con rosca M4 de 6 <strong>DE</strong> por 10 de long. 1<br />
54 N/A N/A BHCS M5 por 6 de long. 3<br />
55 N/A N/A SHCS M5 por 8 de long. 1<br />
56 N/A N/A SHCS M5 por 10 de long. 3<br />
57 N/A N/A SHCS M5 por 25 de long. 1<br />
58 N/A N/A SHCS M5 por 35 de long. 4<br />
59 N/A N/A BHCS M6 por 10 de long. 2<br />
60 N/A N/A Tornillo prisionero M6 por 8 de long. 1<br />
61 N/A N/A Tornillo SHLDR M6 por 10 de long. 1<br />
62 N/A N/A SHCS M8 por 25 de long. (perno de máquina) 1<br />
63 N/A N/A Clavija de rodillo de 2 mm por 10 de long. 1<br />
64 N/A N/A Clavija de rodillo de 3mm por 12 de long. 2<br />
65 N/A N/A Clavija de rodillo de 5mm por 20 de long. 1<br />
66 N/A N/A Clavija de rodillo de 5mm por 25 de long. 1<br />
67 N/A N/A Clavija de rodillo de 6mm por 12 de long. 2<br />
68 N/A N/A Retenedor de bola de 1/8 pulg. 2<br />
69 N/A N/A Resorte de extensión (Lee Spring # LE-041 C-9) 1<br />
70 N/A N/A Tornillo #2 (.098 Dia.) por . 25 pulg. de long. 2<br />
**Disponible de una compañía industrial de la fuente tal como MSC (1-800-645-7270).<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 25 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
VERSIÓN-2 Ensamblaje del aplicador Mini-Mac<br />
41<br />
28<br />
50<br />
35<br />
55<br />
49<br />
(2)<br />
40<br />
33<br />
53<br />
37<br />
13<br />
36<br />
43<br />
52<br />
4<br />
(2)<br />
38<br />
(2)<br />
65<br />
64<br />
30<br />
1<br />
41<br />
16<br />
70<br />
24<br />
44<br />
47<br />
15<br />
(2)<br />
39<br />
(2)<br />
19<br />
14<br />
(2)<br />
26<br />
18<br />
Figura 4-1A<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 26 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
34<br />
56<br />
32<br />
9<br />
69<br />
25<br />
31<br />
48<br />
66<br />
63<br />
9<br />
29<br />
17<br />
27<br />
(2)<br />
10<br />
56<br />
(2)<br />
58<br />
54<br />
67<br />
59<br />
(4)<br />
(3)<br />
(2)<br />
(2)<br />
5<br />
8<br />
51
Aplicador Mini-Mac<br />
VERSIÓN-2 Ensamblaje del aplicador Mini-Mac (cont.)<br />
62<br />
61<br />
(2)<br />
42<br />
50<br />
(2)<br />
(2)<br />
57<br />
8<br />
68<br />
6<br />
Figura 4-2A<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 27 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
21<br />
3<br />
45<br />
46<br />
20<br />
22<br />
23<br />
28<br />
REF Véase la<br />
figura 4-1A<br />
60<br />
2<br />
7
Aplicador Mini-Mac<br />
4.2. VERSIÓN 1 Lista de piezas y diagramas de ensamblaje (Véanse las figuras 4-1B y 4-2B)<br />
Aplicador Mini-Mac VERSIÓN 1<br />
Componente No. De pedido No. De ingeniería Descripción Cant.<br />
1 11-17-3215 60654 Etiqueta de número de serie 1<br />
2 11-18-0165 60700-65 Etiqueta Mini-Mac (Precaución) 1<br />
3 11-18-4795 60700-66 Resorte de arandela de presión (Wave Washer) 1<br />
4 11-18-4238 60700-1 Leva alimentadora (corta) opcional 1<br />
5 63800-0102 63800-0102 Placa frontal 1<br />
6 63800-0103 63800-0103 Placa de base 1<br />
7 63800-0104 63800-0104 Émbolo 1<br />
8 63800-0105 63800-0105 Leva alimentadora (larga) 1<br />
9 63800-0106 63800-0106 Percutor del aislamiento 1<br />
10 63800-0108 63800-0108 Riel guía de terminales 1<br />
11 63800-0109 63800-0109 Bastidor de apoyo trasero 1<br />
12 63800-0110 63800-0110 Tornillo de ajuste 1<br />
13 63800-0111 63800-0111 Base de riel guía 1<br />
14 63800-0112 63800-0112 Bastidor de arrastre<br />
15 63800-0113 63800-0113 Leva de arrastre 1<br />
16 63800-0115 63800-0115 Tubo separador 1<br />
17 63800-0116 63800-0116 Clavija de guía – Bastidor de arrastre 2<br />
18 63800-0117 63800-0117 Palanca alimentadora con trinquete 1<br />
19 63800-0118 63800-0118 Buje de articulación 1<br />
20 63800-0119 63800-0119 Dedo alimentador 1<br />
21 63800-0120 63800-0120 Brazo alimentador 1<br />
22 63800-0121 63800-0121 Pivote alimentador de la palanca 1<br />
23 63800-0122 63800-0122 Tornillo de ajuste de la alimentación 1<br />
24 63800-0123 63800-0123 Leva de corredera de alimentación 1<br />
25 63800-0124 63800-0124 Ajuste de clavija de alimentación 1<br />
26 63800-0125 63800-0125 Articulación con tornillo de torsión 1<br />
27 63800-0127 63800-0127 Trinquete alimentador con resorte de torsión 1<br />
28 63800-0129 63800-0129 Arandela–3.40 de grosor 1<br />
29 63800-0130 63800-0130 Perno de orejetas 1<br />
30 63800-0131 63800-0131 Leva de ajuste del conductor 1<br />
31 63800-0132 63800-0132 Leva de ajuste del aislamiento 1<br />
32 63800-0140 63800-0140 Clavija de cilindro 1<br />
33 63800-0141 63800-0141 Corredera 1<br />
34 63800-0142 63800-0142 Leva de excéntrica de rodillos 1<br />
35 63800-0143 63800-0143 Leva de excéntrica de clavijas 1<br />
36 63800-0144 63800-0144 Material clave de 3 por 3 por 19 mm de longitud 2<br />
37 63800-0301 63800-0301 Bastidor trasero 1<br />
38 N/A N/A Resorte de compresión (Lee Spring # LC-020A-4MW) 2**<br />
39 N/A N/A Resorte de compresión (Lee Spring # LC-032E-0MW) 2**<br />
40 N/A N/A Anillo de enganche de presión de 3.2 de DI por 7 D.E.por 62 de grosor. 2**<br />
41 N/A N/A Arandela 0.512 pulg. D.I. por 1.125 pulg. D.E. por 0.15 pulg. de grosor 1**<br />
42 N/A N/A Arandela 0.512 pulg. D.I. por 1.125 pulg. D.E. por 0.18 pulg. de grosor 1**<br />
43 N/A N/A Tuerca hexagonal M4 1**<br />
44 N/A N/A BHCS M4 por 8 de longitud 1**<br />
45 N/A N/A Tornillo prisionero M4 por 8 de longitud (Punta plana) 2**<br />
46 N/A N/A BHCS M4 por 12 de longitud 2**<br />
47 N/A N/A SHCS M4 por 45 de longitud 1**<br />
48 N/A N/A BHCS M5 por 6 de longitud 3**<br />
49 N/A N/A SHCS M5 por 10 de longitud 3**<br />
50 N/A N/A SHCS M5 por 25 de longitud 1**<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 28 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Aplicador Mini-Mac VERSIÓN 1<br />
Componente No. De pedido No. De ingeniería Descripción Cant.<br />
51 N/A N/A SHCS M5 por 35 de longitud 4**<br />
52 N/A N/A BHCS M6 por 10 de longitud 2**<br />
53 N/A N/A Tornillo prisionero M6 por 8 de long. 1**<br />
54 N/A N/A Tornillo SHLDR M6 por 10 de long. 1**<br />
55 N/A N/A SHCS M8 por 25 de long. (Tornillo de máquina) 1**<br />
56 N/A N/A Tuerca hexagonal de presión M12 1**<br />
57 N/A N/A Clavija de rodillo de 2 mm por 10 de long. 1**<br />
58 N/A N/A Clavija de rodillo de 3 mm por 12 de long. 2**<br />
59 N/A N/A Clavija de pasador de 5mm por 20 de long. 1**<br />
60 N/A N/A Clavija de pasador de 5mm por 25 de long. 1**<br />
61 N/A N/A Clavija de pasador de 6mm por 12 de long. 2**<br />
62 N/A N/A Retenedor de bola de 1/8 de pulg. 2**<br />
63 N/A N/A Resorte de extensión (Lee Spring #LE-041C-9) 1**<br />
64 N/A N/A Tornillo de accionamiento #2 (0.098 de diám.) por 0.125 pulg de longitud 2**<br />
**Disponible de una compañía industrial de la fuente tal como MSC (1-800-645-7270).<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 29 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
VERSIÓN 1 Ensamblaje del Aplicador Mini-Mac<br />
56<br />
2<br />
5<br />
47<br />
43<br />
46<br />
14<br />
19<br />
39<br />
15<br />
(2)<br />
(2)<br />
33<br />
16<br />
59<br />
58<br />
26<br />
22<br />
1<br />
40<br />
64<br />
21<br />
32<br />
17<br />
23<br />
(2)<br />
(2)<br />
(2)<br />
35<br />
27<br />
25<br />
Figura 4-1B<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 30 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
49<br />
44<br />
12<br />
18<br />
20<br />
63<br />
34<br />
10<br />
60<br />
57<br />
24<br />
37<br />
36<br />
(2)<br />
48<br />
51<br />
61<br />
(4)<br />
(3)<br />
52<br />
(2)<br />
(2)<br />
49 (2)<br />
6<br />
13<br />
11<br />
46
Aplicador Mini-Mac<br />
VERSIÓN 1 Ensamblaje del Aplicador Mini-Mac (Cont.)<br />
55<br />
54<br />
(2)<br />
38<br />
45<br />
(2)<br />
(2)<br />
50<br />
9<br />
62<br />
7<br />
Figura 4-2B<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 31 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
29<br />
3<br />
41<br />
42<br />
28<br />
30<br />
5<br />
31<br />
REF Véase la<br />
figura 4-1B<br />
53<br />
4<br />
8
Aplicador Mini-Mac<br />
VERSIÓN 2 Lista de piezas y diagramas de ensamblaje del aplicador Mini-Mac para servicio pesado<br />
(Véase las figuras 4-3A y 4-4A)<br />
Aplicador Mini-Mac para servicio pesado VERSIÓN 2<br />
Componente No. de pedido No. de ingeniería Descripción Cant.<br />
1 11-17-3215 60654 Etiqueta de número de serie 1<br />
2 11-18-4238 60700-1 Leva alimentadora (corta) opcional 1<br />
3 11-18-4795 60700-66 Resorte de arandela de presión (Wave Washer) 1<br />
4 63443-6202 63443-6202 Riel guía de terminales 1<br />
5 63600-1561 63600-1561 Arandela de cuña 1<br />
6 63800-0104 63800-0104 Émbolo 1<br />
7 63800-0105 63800-0105 Leva alimentadora (larga) 1<br />
8 63800-0106 63800-0106 Percutor del aislamiento 1<br />
9 63800-0120 63800-0120 Brazo alimentador 1<br />
10 63800-0121 63800-0121 Pivote alimentador de la palanca 1<br />
11 63800-0123 63800-0123 Leva de corredera de alimentación 1<br />
12 63800-0124 63800-0124 Ajuste de clavija de alimentación 1<br />
13 63800-0127 63800-0127 Trinquete alimentador con resorte de torsión 1<br />
14 63800-0129 63800-0129 Arandela -3.40 de grosor 1<br />
15 63800-0130 63800-0130 Perno de orejeta 1<br />
16 63800-0131 63800-0131 Leva de ajuste de conductor 1<br />
17 63800-0132 63800-0132 Leva de ajuste del aislamiento 1<br />
18 63800-0140 63800-0140 Clavija de cilindro 1<br />
19 63800-0142 63800-0142 Leva excéntrica de rodillos 1<br />
20 63800-0143 63800-0143 Leva excéntrica de clavijas 1<br />
21 63800-0144 63800-0144 Material clave de 3 por 3 por 19 mm de longitud 2<br />
22 63800-0310 63800-0310 Tornillo de ajuste 1<br />
23 63800-0311 63800-0311 Tornillo de sujeción 1<br />
24 63800-0312 63800-0312 Bastidor de arrastre 1<br />
25 63800-0314 63800-0314 Barra retenedora 1<br />
26 63800-0316 63800-0316 Clavija de guía - bastidor de arrastre 2<br />
27 63800-4303 63800-4303 Placa frontal 1<br />
28 63800-4309 63800-4309 Bloque de soporte trasero 1<br />
29 63801-3211 63801-3211 Bastidor trasero 1<br />
30 63801-3225 63801-3225 Tornillo bisagra de torsión 1<br />
31 63801-3281 63801-3281 Placa de base 1<br />
32 63801-4462 63801-4462 Soporte de dedo alimentador 1<br />
33 63801-4561 63801-4561 Trinquete de alimentación 1<br />
34 63801-5862 63801-5862 Palanca de leva de arrastre 1<br />
35 63890-0817 63890-0817 Palanca de trinquete de alimentación de terminales 1<br />
36 63890-0881 63890-0881 Tornillo de ajuste 1<br />
37 63890-0883 63890-0883 Retenedor de perilla de ajuste 1<br />
38 63890-0884 63890-0884 Pivote ajustable 1<br />
39 63890-0885 63890-0885 Corredera 1<br />
40 63890-0886 63890-0886 Tornillo de posicionamiento de alimentación 1<br />
41 63890-0887 63890-0887 Abrazadera de pivote 1<br />
42 63890-0899 63890-0899 Perilla de ajuste 2<br />
43 69028-0125 69028-0125 Tornillo de reborde 1<br />
44 69028-0155 69028-0155 Retenedor de bola de 1/8 pulg. 2<br />
45 69028-0156 69028-0156 Resorte – Retenedor de bola 2<br />
46 69028-0640 69028-0640 Resorte de extensión 1<br />
47 69028-0660 69028-0660 Resorte de arrastre 4<br />
48 69028-0808 69028-0808 Arandela 0.15 de grosor 1<br />
49 69028-0809 69028-0809 Arandela de .0.18 de grosor 1<br />
50 69028-0836 69028-0836 Anillo de presión de 3.2 DI por 7 <strong>DE</strong> por 0.62 de grosor 2<br />
51 N/A N/A SHCS M3 por 5 de long. 1<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 32 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Aplicador Mini-Mac para servicio pesado VERSIÓN 2<br />
Componente No. de pedido No. de ingeniería Descripción Cant.<br />
52 N/A N/A FRCS M3 por 6 de long. 2<br />
53 N/A N/A SHCS M3 por 12 de long. 1<br />
54 N/A N/A SHCS M3 por 20 de long. 2<br />
55 N/A N/A Perno con cabeza hueca hexagonal con rosca M4 de 6 <strong>DE</strong> por 10 de long. 1<br />
56 N/A N/A Tornillo prisionero M4 por 8 de long. 3<br />
57 N/A N/A BRCS M4 por 12 de long. 1<br />
58 N/A N/A SHCS M4 por 16 de long. - 1<br />
59 N/A N/A BHCS M5 por 6 de long. 1<br />
60 N/A N/A SHCS M5 por 8 de long. 1<br />
61 N/A N/A SHCS M5 por 10 de long. 1<br />
62 N/A N/A SHCS M5 por 25 de long. 1<br />
63 N/A N/A SHCS M5 por 35 de long. 4<br />
64 N/A N/A BHCS M6 por 10 de long. 2<br />
65 N/A N/A Tornillo prisionero M6 por 8 de long. 1<br />
66 N/A N/A BHCS M8 por 25 de long. 1<br />
67 N/A N/A Clavija de rodillo de 3mm por 12 de long. _ 2<br />
68 N/A N/A Clavija de rodillo de 5mm por 20 de long. 1<br />
69 N/A N/A Clavija de rodillo de 5mm por 25 de long. 1<br />
70 N/A N/A Clavija de rodillo de 6mm por 10 de long. 1<br />
71 N/A N/A Clavija de rodillo de 6mm por 12 de long. 1<br />
72 N/A N/A Clavija de rodillo de 6mm por 20 de long. 2*<br />
73 N/A N/A Clavija de rodillo de 6mm por 45 de long. 2<br />
74 N/A N/A Tornillo #2 (.098 diám.) por .125 pulg. de long. 2<br />
**Disponible de una compañía industrial de la fuente tal como MSC (1-800-645-7270).<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 33 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
VERSIÓN 2 Ensamblaje de aplicador Mini-Mac para servicio pesado<br />
42<br />
27<br />
56<br />
36<br />
60<br />
54<br />
(2)<br />
41<br />
34<br />
(2)<br />
55<br />
24<br />
37<br />
38<br />
47<br />
1<br />
58<br />
(2)<br />
5<br />
39<br />
68<br />
67<br />
30<br />
10<br />
74<br />
42<br />
(2)<br />
50<br />
18<br />
(2)<br />
9<br />
40<br />
(2)<br />
13<br />
26<br />
20<br />
12<br />
23<br />
51<br />
61<br />
(2)<br />
33<br />
Figura 4-3A<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 34 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
35<br />
46<br />
19<br />
47<br />
32<br />
53<br />
4<br />
69<br />
73<br />
11<br />
29<br />
(2)<br />
59<br />
21<br />
(2)<br />
63<br />
64<br />
72<br />
71<br />
(4)<br />
70<br />
28<br />
(2)<br />
(2)<br />
31<br />
22<br />
57<br />
52<br />
(2)<br />
25
Aplicador Mini-Mac<br />
VERSIÓN 2 Ensamblaje de aplicador Mini-Mac para servicio pesado (Cont.)<br />
66<br />
43<br />
(2)<br />
45<br />
56<br />
(2)<br />
(2)<br />
62<br />
8<br />
44<br />
6<br />
Figura 4-4A<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 35 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
15<br />
3<br />
48<br />
49<br />
14<br />
16<br />
17<br />
27<br />
REF Véase la<br />
figura 4-3A<br />
65<br />
2<br />
7
Aplicador Mini-Mac<br />
VERSIÓN 1 Lista de piezas y diagramas de ensamblaje del aplicador Mini-Mac para servicio pesado<br />
(Véase las figuras 4-3B y 4-4B)<br />
Aplicador Mini-Mac de servicio pesado VERSIÓN 1<br />
Componente No. De pedido No. De ingeniería Descripción Cant.<br />
1 11-17-3215 60654 Etiqueta de número de serie 1<br />
2 11-18-0132 60700-33 Resorte de arrastre 2<br />
3 11-18-0165 60700-65 Etiqueta Mini-Mac (Precaución) 1<br />
4 11-18-4238 60700-1 Leva alimentadora (corta) opcional 1<br />
5 11-18-4795 60700-66 Resorte de arandela de presión (Wave Washer) 1<br />
6 11-18-4819 60800A115 Bastidor de arrastre 1<br />
7 11-18-5016 60812A105 Leva de ajuste del conductor 1<br />
8 63800-0104 63800-0104 Émbolo 1<br />
9 63800-0105 63800-0105 Leva alimentadora (larga) 1<br />
10 63800-0106 63800-0106 Percutor del aislamiento 1<br />
11 63800-0115 63800-0115 Tubo separador 1<br />
12 63800-0116 63800-0116 Clavija de guía – Bastidor de arrastre 2<br />
13 63800-0117 63800-0117 Palanca alimentadora con trinquete 1<br />
14 63800-0120 63800-0120 Brazo alimentador 1<br />
15 63800-0121 63800-0121 Pivote alimentador de la palanca 1<br />
16 63800-0122 63800-0122 Tornillo de ajuste de la alimentación 1<br />
17 63800-0123 63800-0123 Leva de corredera de alimentación 1<br />
18 63800-0124 63800-0124 Ajuste de clavija de alimentación 1<br />
19 63800-0127 63800-0127 Trinquete alimentador con resorte de torsión 1<br />
20 63800-0129 63800-0129 Arandela – 3.40 de grosor 1<br />
21 63800-0130 63800-0130 Perno de orejetas 1<br />
22 63800-0132 63800-0132 Leva de ajuste del aislamiento 1<br />
23 63800-0140 63800-0140 Clavija de cilindro 1<br />
24 63800-0141 63800-0141 Corredera 1<br />
25 63800-0142 63800-0142 Leva de excéntrica de rodillos 1<br />
26 63800-0143 63800-0143 Leva de excéntrica de clavijas 1<br />
27 63800-0144 63800-0144 Material clave de 3 por 3 por 19 mm de longitud 2<br />
28 63800-0145 63800-0145 Arandela de 0.13 de grosor 1<br />
29 63800-0301 63800-0301 Bastidor trasero 1<br />
30 63800-0303 63800-0303 Placa de base 1<br />
31 63800-0310 63800-0310 Tornillo de ajuste 1<br />
32 63800-0311 63800-0311 Tornillo de sujeción 1<br />
33 63800-0313 63800-0313 Leva de arrastre 1<br />
34 63800-0314 63800-0314 Barra de retención 1<br />
35 63800-4302 63800-4302 Placa frontal 1<br />
36 63800-4308 63800-4308 Riel guía de terminales 1<br />
37 63800-4309 63800-4309 Bloque de apoyo trasero 1<br />
38 63800-4318 63800-4318 Buje de articulación 1<br />
39 63800-4325 63800-4325 Articulación con tornillo de torsión 1<br />
40 63821-0024 63821-0024 Dedo alimentador en “L” 1<br />
41 69028-0125 69028-0125 Tornillo de reborde 1<br />
42 69028-0133 69028-0133 Tuerca hexagonal de presión M12 1<br />
43 69028-0155 69028-0155 Retenedor de bola de 1/8 de pulg. 2<br />
44 69028-0156 69028-0156 Resorte – Retenedor de bola 2<br />
45 69028-0640 69028-0640 Resorte de extensión 1<br />
46 69028-0660 69028-0660 Resorte de arrastre 2<br />
47 69028-0808 69028-0808 Arandela de 0.15 de grosor 1<br />
48 69028-0809 69028-0809 Arandela de 0.18 de grosor 1<br />
49 69028-0836 69028-0836 Anillo de enganche de presión de 3.2 de D.I. por 7 de D.E. por 62 de grosor. 2<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 36 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Aplicador Mini-Mac de servicio pesado VERSIÓN 1<br />
Componente No. De pedido No. De ingeniería Descripción Cant.<br />
50 N/A N/A Tuerca hexagonal M4 1**<br />
51 N/A N/A FHCS M3 por 6 de longitud 2**<br />
52 N/A N/A Tornillo prisionero M4 por 8 de long. 2**<br />
53 N/A N/A BHCS M4 por 8 de longitud 1**<br />
54 N/A N/A BHCS M4 por 12 de longitud 1**<br />
55 N/A N/A SHCS M4 por 45 de longitud 1**<br />
56 N/A N/A BHCS M5 por 6 de longitud 1**<br />
57 N/A N/A SHCS M5 por 10 de longitud 1**<br />
58 N/A N/A SHCS M5 por 25 de longitud 1**<br />
59 N/A N/A SHCS M5 por 35 de longitud 4**<br />
60 N/A N/A BHCS M6 por 10 de longitud 2**<br />
61 N/A N/A Tornillo prisionero M6 por 8 de long. 1**<br />
62 N/A N/A BHCS M8 por 25 de longitud 1**<br />
63 N/A N/A Clavija de rodillo de 3mm por 12 de long. 2**<br />
64 N/A N/A Clavija de pasador de 5mm por 20 de long. 1**<br />
65 N/A N/A Clavija de pasador de 5mm por 25 de long. 1**<br />
66 N/A N/A Clavija de pasador de 6mm por 10 de long. 1**<br />
67 N/A N/A Clavija de pasador de 6mm por 12 de long. 2**<br />
68 N/A N/A Clavija de pasador de 6mm por 20 de long. 1**<br />
69 N/A N/A Clavija de pasador de 6mm por 45 de long. 2**<br />
70 N/A N/A Tornillo de accionamiento #2 (0.098 de diám.) por 0.125 pulg. de longitud 2**<br />
**Disponible de una compañía industrial de la fuente tal como MSC (1-800-645-7270).<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 37 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
42<br />
Aplicador Mini-Mac<br />
VERSIÓN 1 Ensamblaje de aplicador Mini-Mac de servicio pesado<br />
35<br />
3<br />
33<br />
55<br />
50<br />
6<br />
38<br />
2<br />
54<br />
(2)<br />
(2)<br />
24<br />
64<br />
11<br />
63<br />
15<br />
39<br />
1<br />
49<br />
16<br />
14<br />
26<br />
23 70 (2)<br />
12<br />
(2)<br />
(2)<br />
32<br />
18<br />
Figura 4-3B<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 38 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
57<br />
(2)<br />
53<br />
19<br />
40<br />
45<br />
25<br />
46<br />
13<br />
65<br />
36<br />
69<br />
17<br />
29<br />
(2)<br />
56<br />
27<br />
(2)<br />
59<br />
66<br />
60<br />
68<br />
(4)<br />
67<br />
37<br />
(2)<br />
(2)<br />
30<br />
31<br />
54<br />
34<br />
51<br />
(2)
Aplicador Mini-Mac<br />
VERSIÓN 1 Ensamblaje de aplicador Mini-Mac de servicio pesado (Cont.)<br />
62<br />
41<br />
(2)<br />
44<br />
52<br />
(2)<br />
(2)<br />
58<br />
10<br />
43<br />
8<br />
Figura 4-4B<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 39 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
28<br />
21<br />
48<br />
5<br />
47<br />
20<br />
7<br />
22<br />
35<br />
REF Véase la<br />
figura 4-3B<br />
61<br />
4<br />
9
Aplicador Mini-Mac<br />
VERSIÓN 2 63801-2600 – Lista de piezas y diagramas de ensamblaje para el aplicador Mini-Mac de<br />
alimentación trasera (Véanse las figuras 4-7 y 4-8)<br />
63801-2600 Aplicador Mini-Mac de alimentación trasera VERSIÓN 2<br />
Componente No. de pedido No. de ingeniería Descripción Cant.<br />
1 *REF. Placa de base 1<br />
2 *REF. Yunque del conductor 1<br />
3 *REF. Troquel del conductor 1<br />
4 *REF. Cuchilla de corte 1<br />
5 *REF. Cuchilla de corte (Frontal) 1<br />
6 *REF. Cuchilla de corte (Trasera) 1<br />
7 *REF. Dedo alimentador 1<br />
8 *REF. Guía – Izquierda 1<br />
9 *REF. Guía – Derecha 1<br />
10 *REF. Yunque de aislamiento 1<br />
11 *REF. Troquel de aislamiento 1<br />
12 *REF. Separador para cuchilla de corte 1<br />
13 *REF. Cuchilla de desforrado 1<br />
14 *REF. Riel guía de terminales 1<br />
15 *REF. Arandela de herramienta 1<br />
16 *REF. Tope de alambre 1<br />
17 *REF. Resorte de compresión de 0,360 D.E. por 0,035 A por 1 pulg. de long. 2**<br />
18 *REF. Tornillos de montaje del yunque 2**<br />
19 *REF. Tornillos de montaje del riel guía<br />
20 *REF. Tornillos de montaje de corte 2**<br />
21 *REF. Tornillos de montaje del tope de alambres 2**<br />
22 *REF. Tornillos de montaje del riel guía 4**<br />
23 *REF. Clavija de pasador 2**<br />
24 11-17-3215 60654 Etiqueta con número de serie (Mini-Mac) 1<br />
25 11-18-0165 60700-65 Etiqueta Mini-Mac (Precaución) 1<br />
26 11-18-4795 60700-66 Resorte de arandela de presión (Wave Washer) 1<br />
27 11-18-5016 60812A105 Leva de ajuste del conductor 1<br />
28 69028-0634 69028-0634 Placa de arrastre de terminal 1<br />
29 63800-0105 63800-0105 Leva de alimentación 1<br />
30 63800-0106 63800-0106 Troquel de aislamiento de bloque 1<br />
31 63800-0117 63800-0117 Palanca alimentadora con trinquete 1<br />
32 63800-0118 63800-0118 Buje de articulación 1<br />
33 63800-0121 63800-0121 Palanca 1<br />
34 63800-0122 63800-0122 Tornillo de ajuste de alimentación 1<br />
35 63800-0124 63800-0124 Ajuste de clavija de alimentación 1<br />
36 63800-0127 63800-0127 Resorte de torsión 1<br />
37 63800-0129 63800-0129 Arandela 1<br />
38 63800-0130 63800-0130 Perno de orejetas 1<br />
39 63800-0132 63800-0132 Biela de ajuste del aislamiento 1<br />
40 63800-0140 63800-0140 Brazo de alimentación de clavijas 1<br />
41 63800-0141 63800-0141 Corredera 1<br />
42 63800-0142 63800-0142 Rodillo 1<br />
43 63800-0143 63800-0143 Clavija 1<br />
44 63801-2601 63801-2601 Bastidor 1<br />
45 63801-2602 63801-2602 Bastidor frontal 1<br />
46 63801-2604 63801-2604 Pistón 1<br />
47 63801-2620 63801-2620 Palanca alimentadora 1<br />
48 63801-2623 63801-2623 Leva de alimentación de corredera 1<br />
49 63801-2625 63801-2625 Resorte de torsión 1<br />
50 63801-2692 63801-2692 Soporte de montaje de arrastre 1<br />
51 63801-2693 63801-2693 Soporte de montaje de arrastre 1<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 40 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
52 63801-2694 63801-2694 Palanca de elevación de arrastre 1<br />
53 N/A N/A Resorte de compresión (Lee Spring # LC-020A-4MW) 2**<br />
54 N/A N/A Resorte de extensión (Lee Spring #LE-041C-9) 1**<br />
55 N/A N/A Anillo de enganche de presión de 3.2 de DI por 7mm D.E. por 62mm de grosor 2**<br />
56 N/A N/A Tornillo de accionamiento #2 (0,098 de diám.) por 0,125 pulg. de longitud 2**<br />
57 N/A N/A Retenedor de bola de 1/8 de pulg. 1**<br />
58 N/A N/A Tornillo prisionero M4 por 8 de longitud (punta de gancho) 1**<br />
59 N/A N/A BHCS M4 por 12 de longitud 1**<br />
60 N/A N/A Tornillo SHCS M5 por 10 de longitud 3**<br />
61 N/A N/A Tornillos de montaje SHCS M5 por 25 de long. 2**<br />
62 N/A N/A Tornillo SHCS M5 por 45 de longitud 4**<br />
63 N/A N/A Tornillo prisionero M6 por 8 de long. 1**<br />
64 N/A N/A Tornillo SHLDR M6 por 10 de long. 1**<br />
65 N/A N/A Tornillo SHCS M6 por 20 de longitud 1**<br />
66 N/A N/A Tornillo SHLDR M6 por 40 de long. 2**<br />
67 N/A N/A Arandela Plana M6 1**<br />
68 N/A N/A BHCS M8 por 25 de longitud 1**<br />
69 N/A N/A Tuerca hexagonal de presión M12 1**<br />
70 N/A N/A Pasador de rodillo de 3mm por 12 de long. 2**<br />
71 N/A N/A Clavija de pasador de 4mm por 20 de long. 1**<br />
72 N/A N/A Clavija de pasador de 5mm por 20 de long. 1**<br />
73 N/A N/A Clavija de pasador de 5mm por 25 de long. 1**<br />
**Disponible de una compañía industrial de la fuente tal como MSC (1-800-645-7270).<br />
Los números de pieza de los componentes indicados con un asterisco (*) se encuentran en la Hoja<br />
de especificaciones del aplicador.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 41 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
48<br />
VERSIÓN 2 63801-2600 Ensamblaje de aplicador Mini-Mac de alimentación trasera<br />
*<br />
42<br />
21<br />
(2)<br />
43<br />
16<br />
65<br />
59<br />
54<br />
67<br />
(2) 61<br />
*<br />
(2)<br />
28<br />
10<br />
17<br />
*<br />
*<br />
2<br />
*<br />
18<br />
5<br />
*<br />
*<br />
51<br />
6<br />
*<br />
(2)<br />
62<br />
66<br />
(4)<br />
50<br />
71<br />
8<br />
44<br />
*<br />
23<br />
52<br />
354<br />
(2)<br />
Figura 4-7<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 42 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
73<br />
22<br />
1<br />
*<br />
*<br />
*<br />
(4)<br />
60<br />
19<br />
*<br />
14<br />
33<br />
56<br />
(2)<br />
(4)<br />
9<br />
*<br />
40<br />
34<br />
19<br />
7<br />
24<br />
*<br />
70<br />
36<br />
(2)<br />
72<br />
31<br />
47<br />
(2)<br />
55<br />
45<br />
49<br />
41<br />
32<br />
69<br />
25
Aplicador Mini-Mac<br />
64<br />
VERSIÓN 2 63801-2600 Ensamblaje de aplicador Mini-Mac de alimentación trasera (Cont.)<br />
30<br />
29<br />
68<br />
*<br />
15<br />
3<br />
*<br />
39<br />
37<br />
11<br />
46<br />
*<br />
Figura 4-8<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 43 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
38<br />
26<br />
60<br />
13<br />
*<br />
57<br />
(2)<br />
27<br />
53<br />
58<br />
63<br />
45<br />
12<br />
*<br />
REF Véase la<br />
Figura 4-7<br />
4<br />
*<br />
*<br />
20 (2)
Aplicador Mini-Mac<br />
VERSIÓN 1 Lista de piezas y diagramas de ensamblaje del aplicador Mini-Mac de alimentación trasera<br />
(Véase las figuras 4-5 y 4-6)<br />
Aplicador Mini-Mac de alimentación trasera VERSIÓN 1<br />
Componente No. De pedido No. De ingeniería Descripción Cant.<br />
1 11-17-3215 60654 Etiqueta con número de serie (Mini-Mac) 1<br />
2 11-18-0165 60700-65 Etiqueta Mini-Mac (Precaución) 1<br />
3 11-18-4238 60700-1 Leva alimentadora (corta) 1<br />
4 11-18-4795 60700-66 Resorte de arandela de presión (Wave Washer) 1<br />
5 11-18-5016 60812A105 Leva de ajuste del conductor 1<br />
6 *REF Troquel de aislamiento 1<br />
7 11-18-5123 60817A104 Tope de alambre 1<br />
8 *REF Cuchilla de corte 1<br />
9 *REF Separador para cuchilla de corte 1<br />
10 *REF Guía – Derecha (Modificada) 1<br />
11 *REF Cuchilla de corte (Trasera) 1<br />
12 *REF Cuchilla de corte (Frontal) 1<br />
13 *REF Arandela de herramienta 1<br />
14 *REF Cuchilla para desforrado (Modificada) 1<br />
15 *REF Riel guía de terminales (Modificada) 1<br />
16 *REF Yunque del conductor 1<br />
17 *REF Dedo alimentador (Modificado) 1<br />
18 *REF Troquel del conductor 1<br />
19 *REF Yunque de aislamiento 1<br />
20 *REF Guía – Izquierda (Modificada) 1<br />
21 63800-0132 63800-0132 Leva de ajuste del aislamiento 1<br />
22 69028-0106 69028-0106 Palanca alimentadora con trinquete 1<br />
23 69028-0109 69028-0109 Buje de articulación 1<br />
24 69028-0110 69028-0110 Corredera 1<br />
25 69028-0118 69028-0118 Rodillo 1<br />
26 69028-0119 69028-0119 Clavija 1<br />
27 69028-0123 69028-0123 Perno de orejetas 1<br />
28 69028-0126 69028-0126 Bloque de troquel de aislamiento 1<br />
29 69028-0154 69028-0154 Resorte de torsión 1<br />
30 69028-0290 69028-0290 Arandela 1<br />
31 69028-0323 69028-0323 Clavija 1<br />
32 69028-0628 69028-0628 Placa de base 1<br />
33 69028-0630 69028-0630 Resorte de freno 2<br />
34 69028-0631 69028-0631 Palanca alimentadora 1<br />
35 69028-0632 69028-0632 Soporte de montaje de arrastre 1<br />
36 69028-0633 69028-0633 Palanca de elevación de arrastre 1<br />
37 69028-0634 69028-0634 Placa de arrastre de terminal 1<br />
38 69028-0636 69028-0636 Palanca 1<br />
39 69028-0637 69028-0637 Tornillo de ajuste de la alimentación 1<br />
40 69028-0638 69028-0638 Ajuste de clavija de alimentación 1<br />
41 69028-0639 69028-0639 Leva de alimentación de corredera 1<br />
42 69028-0641 69028-0641 Émbolo 1<br />
43 69028-0667 69028-0667 Resorte de torsión 1<br />
44 69028-0837 69028-0837 Brazo de alimentación de clavijas 1<br />
45 69028-0919 69028-0919 Bastidor frontal (endurecido) 1<br />
46 69028-0999 69028-0999 Bastidor 1<br />
47 N/A N/A Resorte de compresión (Asoc. # CO360-045-2250-S) 1**<br />
48 N/A N/A Resorte de compresión (Lee Spring # LC-020A-4MW) 1**<br />
49 N/A N/A Resorte de extensión (Lee Spring #LE-041C-9) 1**<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 44 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Aplicador Mini-Mac de alimentación trasera VERSIÓN 1<br />
Componente No. De pedido No. De ingeniería Descripción Cant.<br />
50 N/A N/A Anillo de enganche de presión de 3.2 de DI por 7mm D.E. por 62 mm de grosor 2**<br />
51 N/A N/A Tornillo de accionamiento #2 (0.098 de diám.) por 0.125 pulg. de longitud 2**<br />
52 N/A N/A SHCS M3 por 16 de longitud 2**<br />
53 N/A N/A Retenedor de bola de 1/8 de pulg. 1**<br />
54 N/A N/A Tornillo prisionero M4 por 8 de longitud (Punta de gancho) 1**<br />
55 N/A N/A BHCS M4 por 8 de longitud 5**<br />
56 N/A N/A BHCS M4 por 12 de longitud 1**<br />
57 N/A N/A SHCS M4 por 14 de longitud 2**<br />
58 N/A N/A SHCS M5 por 10 de longitud 3**<br />
59 N/A N/A BHCS M5 por 12 de longitud 2**<br />
60 N/A N/A SHCS M5 por 20 de longitud 4**<br />
61 N/A N/A SHCS M5 por 45 de longitud 4**<br />
62 N/A N/A BHCS M6 por 10 de longitud 6**<br />
63 N/A N/A Tornillo prisionero M6 por 8 de long. 1**<br />
64 N/A N/A Tornillo SHLDR M6 por 10 de long. 1**<br />
65 N/A N/A Tornillo SHLDR M6 por 40 de long. 2**<br />
66 N/A N/A BHCS M8 por 25 de longitud 1**<br />
67 N/A N/A Tuerca hexagonal de presión M12 1**<br />
68 N/A N/A Clavija de rodillo de 3mm por 12 de long. 2**<br />
69 N/A N/A Clavija de pasador de 4m por 20 de long. 1**<br />
70 N/A N/A Clavija de pasador de 5mm por 20 de long. 1**<br />
71 N/A N/A Clavija de pasador de 5mm por 25 de long. 1**<br />
72 N/A N/A Clavija de pasador de 6mm por 16 de long. 2**<br />
**Disponible de una compañía industrial de la fuente tal como MSC (1-800-645-7270).<br />
Los números de pieza de los componentes indicados con un asterisco (*) se encuentran en la Hoja de especificaciones del aplicador.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 45 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
VERSIÓN 1 Ensamblaje del Aplicador Mini-Mac de alimentación trasera<br />
41<br />
(2)<br />
(2)<br />
(2)<br />
37<br />
(2)<br />
*<br />
59<br />
25<br />
60<br />
33<br />
19<br />
60<br />
7<br />
26<br />
56<br />
49<br />
35<br />
12<br />
(2) 52<br />
(2)<br />
65<br />
36<br />
*<br />
16<br />
11<br />
*<br />
*<br />
61<br />
69<br />
(4)<br />
*<br />
20<br />
72<br />
71<br />
55<br />
46<br />
(2)<br />
(4)<br />
15<br />
62<br />
32<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 46 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
40<br />
(2)<br />
*<br />
(6)<br />
58<br />
38<br />
51<br />
Figura 4-5<br />
10<br />
*<br />
44<br />
39<br />
55<br />
17<br />
*<br />
68<br />
1<br />
29<br />
(2)<br />
70<br />
22<br />
34<br />
50<br />
45<br />
43<br />
(2)<br />
24<br />
23<br />
2<br />
67
Aplicador Mini-Mac<br />
VERSIÓN 1 Ensamblaje del Aplicador Mini-Mac de alimentación trasera (Cont.)<br />
64<br />
28<br />
3<br />
66<br />
*<br />
13<br />
18<br />
*<br />
21<br />
30<br />
6<br />
42<br />
*<br />
Figura 4-6<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 47 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
14<br />
27<br />
4<br />
58<br />
*<br />
53<br />
(2)<br />
5<br />
48<br />
54<br />
63<br />
45<br />
9<br />
*<br />
31<br />
47<br />
REF Véase la<br />
Figura 4-5<br />
8<br />
*<br />
57 (2)
Aplicador Mini-Mac<br />
4.3. Resolución de fallos<br />
Síntoma Causa Solución<br />
Verificar que los terminales no estén doblados<br />
ni dañados<br />
Reemplace los terminales<br />
Los terminales<br />
no permiten<br />
la indexación<br />
El dedo alimentador está gastado<br />
o no está debidamente ajustado<br />
La placa de arrastre retiene la tira<br />
de terminales<br />
Verifique el ajuste correcto<br />
del dedo alimentador<br />
Verifique los resortes de compresión<br />
Terminal atorado debajo de la placa<br />
de cubierta<br />
Despeje y vuelva a insertar los terminales<br />
Abocinamiento<br />
excesivo<br />
<br />
<br />
Troquel de conductor gastado<br />
El riel está fuera de posición<br />
Reemplácelo<br />
Ajuste la alineación correcta de la base<br />
y el riel de guía con los troqueles y el yunque<br />
El émbolo está demasiado ajustado<br />
contra el yunque<br />
Vuelva a ajustar<br />
El émbolo de<br />
corte no retorna<br />
El resorte del émbolo de corte<br />
está dañado o roto<br />
Reemplace el resorte<br />
a su posición original<br />
Están abollados los lados del<br />
émbolo o el retenedor del émbolo<br />
Elimine las abolladuras y vuelva a aceitarlo.<br />
Si no se resuelve el problema, reemplácelo<br />
con nuevas piezas de corte<br />
El engarzado<br />
del conductor está<br />
muy flojo<br />
<br />
<br />
<br />
<br />
La herramienta es errónea<br />
La herramienta está gastada o dañada<br />
Ajuste erróneo de la leva<br />
La altura de cierre de la prensa<br />
Reemplácela con la herramienta correcta<br />
Reemplace la herramienta<br />
Retroceda una posición de ajuste<br />
Calibre la prensa<br />
La herramienta es errónea Reemplácela con la herramienta correcta<br />
El engarzado La herramienta está gastada o dañada Reemplace la herramienta<br />
del conductor está La leva está desajustada Vuelva a ajustar la leva del conductor<br />
muy apretado La herramienta está al revés Invierta la instalación de la herramienta<br />
La altura de cierre de la prensa Calibre la prensa<br />
El engarzado<br />
del aislamiento está<br />
muy apretado<br />
<br />
<br />
<br />
<br />
La leva está desajustada<br />
La herramienta es errónea<br />
La herramienta está gastada o dañada<br />
La altura de cierre de la prensa<br />
Vuelva a ajustar la leva de aislamiento<br />
Reemplácela con la herramienta correcta<br />
Reemplace la herramienta<br />
Calibre la prensa<br />
Los terminales<br />
se adhieren durante<br />
el engarzado<br />
<br />
<br />
<br />
<br />
La herramienta es errónea<br />
La herramienta está gastada o dañada<br />
Recubrimientos de oro y algunos<br />
materiales de alta resistencia<br />
Reemplácela con la herramienta correcta<br />
Reemplace la herramienta<br />
Instale una aceitera de terminales.<br />
Véase el Anexo C<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 48 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Si desea más información, consulte el Manual de Calidad de Engarzado Industrial<br />
No hay carga para estos libros, pueden ser encontrados en el Web site de <strong>Molex</strong> (www.molex.com) o entrarle en<br />
contacto con ingeniero de ventas local de <strong>Molex</strong><br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 49 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
ANEXO<br />
A Terminaciones de engarzados<br />
B Términos y condiciones<br />
C Opciones<br />
1. Aceitera<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 50 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
ANEXO A<br />
TERMINACIONES <strong>DE</strong> ENGARZADOS<br />
A.1 Posición de la escobilla del conductor y del terminal<br />
A.2 Abocinamiento del conductor y lengüeta de corte de terminales<br />
A.3 Medición de la altura de engarzado del conductor<br />
A.4 Engarzado del aislamiento<br />
A.5 Prueba de fuerza de tiro<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 51 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
TERMINOLOGÍA <strong>DE</strong> TERMINALES<br />
A.1 Posición de la escobilla del conductor y del terminal<br />
Figura A-1<br />
Figura A-2<br />
Figura A-3<br />
Figura A-4<br />
ESCOBILLA<br />
LONG<br />
<strong>DE</strong>SFORRA-DA<br />
ABOCINA-MIENTO<br />
ENGARZADO <strong>DE</strong><br />
AISLAMIENTO<br />
LENGÜETA<br />
<strong>DE</strong> CORTE<br />
JUNTA<br />
ENGARZADO <strong>DE</strong><br />
CONDUCTOR<br />
ALTURA <strong>DE</strong> ENGARZADO<br />
A-1 Instalación óptima del engarzado<br />
DOBLEZ HACIA ARRIBA<br />
DOBLEZ HACIA<br />
ABAJO<br />
EL borde del aislamiento debe quedar centrado en el área de transición. La<br />
escobilla del conductor debe prolongarse sobre el engarzado del conductor<br />
sin excederse y no hasta el área de contacto.<br />
A-2 Aislamiento debajo del engarzado del conductor; longitud<br />
adecuada de la escobilla del conductor<br />
Causa: La longitud de la tira es muy corta.<br />
Solución: Verifique la especificación de la longitud de la tira y ajústela<br />
según sea necesario.<br />
A-3 Aislamiento debajo del engarzado del conductor; longitud<br />
excesiva de la escobilla del conductor<br />
Causa: El tope del alambre es erróneo.<br />
Solución: Ajuste el tope del alambre al centro del aislamiento en el área de<br />
transición.<br />
A-4 Aislamiento debajo del engarzado del conductor; longitud corta o<br />
inexistente de la escobilla del conductor<br />
Causa: 1) La longitud de la tira es muy corta y<br />
2) El tope del alambre es erróneo.<br />
Solución: 1) Verifique la especificación de la longitud de la tira y ajuste según<br />
sea necesario.<br />
2) Ajuste el tope del alambre al centro del aislamiento en el área de<br />
transición.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 52 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
GIRO<br />
TORSIÓN
Aplicador Mini-Mac<br />
Figura A-5<br />
Figura A-6<br />
Figura A-7<br />
Figura A-8<br />
A.2 Abocinamiento del conductor y lengüeta de corte de terminales<br />
Figura A-2.1<br />
Figura A-2.2<br />
A-5 El borde del aislamiento está centrado en el área de transición; la<br />
escobilla del conductor es demasiado larga<br />
Causa: 1) La longitud de la tira es excesiva<br />
2) Corte irregular de los alambres o hilos extraídos del haz de<br />
aislamiento.<br />
Solución: 1) Verifique la especificación de la longitud de la tira y ajuste<br />
según sea necesario. Vuelva a ajustar el tope del alambre para<br />
aplicaciones de banco.<br />
2) Verifique que las cuchillas quita forro no estén gastadas<br />
A-6 El borde del aislamiento está centrado en el área de transición;<br />
la escobilla del conductor es muy larga<br />
Causa: La longitud de la tira es muy corta.<br />
Solución: Verifique la especificación de la longitud de la tira y ajústela<br />
según sea necesario. Vuelva a ajustar el tope del alambre para<br />
aplicaciones de banco<br />
A-7 Borde de aislamiento debajo del engarzado de aislamiento; la<br />
longitud de la escobilla del conductor es correcta o muy larga<br />
Causa: La longitud de la tira es muy larga<br />
Solución: Verifique la especificación de la longitud de la tira y ajústela<br />
según sea necesario. Ajuste el tope del alambre.<br />
A-8 Borde de aislamiento debajo del engarzado de aislamiento; la<br />
longitud de la escobilla del conductor es corta o inexistente<br />
Causa: 1) El tope del alambre es erróneo.<br />
2) Verifique la idoneidad del operador para colocar el terminal o su<br />
velocidad para realizar los engarzados.<br />
Solución: 1) Ajuste el tope del alambre al centro del aislamiento en el área de<br />
transición.<br />
2) Capacitación del operador, reducir la velocidad de engarzado<br />
A-2.1 Instalación óptima del engarzado<br />
Las herramientas se configuraron para producir el abocinamiento del<br />
conductor según las especificaciones nominales, o aproximadamente 1 ó 2<br />
veces el grosor del material de los terminales. La lengüeta de corte es<br />
aproximadamente equivalente al grosor del material del terminal.<br />
A-2.2 Abocinamiento excesivo, lengüeta de corte a ras con el<br />
engarzado de aislamiento<br />
Causa: 1) Posición de las herramientas para terminales.<br />
2) Combaduras en la tira de terminales.<br />
Solución: 1) Verifique la fuerza de tiro.<br />
2) Ajuste el riel de guía de terminales hacia el aplicador.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 53 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Figura A-2.3<br />
Figura A-2.4<br />
Figura A-2.5<br />
A.3 Medición de la altura de engarzado<br />
A-2.3 Abocinamiento pequeño o inexistente, lengüeta de corte muy<br />
larga<br />
Causa: 1) Posición relativa entre el terminal y la herramienta.<br />
2) Combaduras en la tira de terminales.<br />
Solución: 1) Verifique la fuerza de tiro.<br />
2) Ajuste el riel de guía de terminales hacia el operador.<br />
A-2.4 Abocinamiento excesivo, lengüeta de corte apropiada<br />
Causa: 1) Verifique que no esté gastada la herramienta del troquel del<br />
conductor.<br />
2) Verifique que está utilizando la herramienta correcta del troquel<br />
del conductor.<br />
Solución: Cambie la herramienta si fuese necesario.<br />
A-2.5 Lengüeta de corte excesiva, abocinamiento apropiado del<br />
conductor<br />
Causa: 1) Verifique que no esté gastada la herramienta de corte.<br />
2) Verifique que no esté gastada la herramienta de corte.<br />
Solución: Cambie la herramienta si fuese necesario.<br />
NOTA: La altura del conductor se debe medir con un micrómetro de tipo cuchilla o con un calibrador.<br />
PRECAUCIÓN: Tenga cuidado para no medir las extrusiones<br />
A.3.1 Altura de engarzado fuera de norma<br />
Causa: 1) Se cambió el tipo de alambre, de trenzado o de<br />
proveedor.<br />
2) Se cambió el color o la dureza de durómetro del<br />
aislamiento.<br />
3) Se cambió la herramienta de engarzado<br />
4) Se cambió la prensa de engarzado. (Altura de<br />
cierre)<br />
5) Se cambió el tipo de prensa. (Fabricante)<br />
6) Se cambió el carrete de terminales. (Código de<br />
lote)<br />
7) Se cambió la configuración de la herramienta<br />
8) La herramienta está dañada o gastada<br />
Solución: Ajuste la herramienta de acuerdo con la<br />
especificación<br />
(Consulte las secciones 2.8 y 2.9)<br />
A.3.2 La variabilidad de la altura de engarzado es<br />
excesiva<br />
Causa: 1) Variabilidad del alambre.<br />
2) Variabilidad del terminal.<br />
3) La herramienta está dañada, floja o gastada.<br />
4) Error de medición*.<br />
5) El resorteo del terminal es excesivo**.<br />
6) Hilos de alambre cortados o faltantes<br />
Solución: 1 ó 2) Inspeccione la variabilidad del producto entrante.<br />
3) Reemplace o apriete la herramienta.<br />
4) Análisis de capacidad de calibración.<br />
5) Ajuste de la altura de engarzado de la herramienta.<br />
6) Ajuste del proceso de desforrado del alambre.<br />
CALIBRADOR<br />
PUNTO <strong>DE</strong><br />
EXTRUSION<br />
Figura A-3.1<br />
ALTURE <strong>DE</strong> ENGARZADO<br />
MICROMETRO<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 54 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
* La causa más frecuente de variabilidad de la altura de<br />
engarzado<br />
A.4 ENGARZADO <strong>DE</strong>L AISLAMIENTO<br />
A.4.1 Engarzado preferido del aislamiento<br />
Se prefiere que el engarzado del aislamiento envuelva<br />
completamente el diámetro exterior del aislamiento. El<br />
terminal debe sujetar el alambre lo más firmemente posible<br />
sin cortar los hilos del conductor. Cabe mencionar que el<br />
engarzado preferido únicamente ocurre en una pequeña porción<br />
de la gama completa de aislamiento que un terminal puede<br />
acomodar. Se recomienda un engarzado preferido de<br />
aislamiento para las aplicaciones de alta vibración con mucho<br />
movimiento.<br />
Un engarzado de aislamiento traslapado usualmente se<br />
desarrolla únicamente para aplicaciones con alta vibración o<br />
movimiento donde el diámetro del alambre está cerca del límite<br />
inferior de la especificación del terminal.<br />
A.4.2 Engarzado aceptable del aislamiento<br />
Normalmente, se especifica que un terminal cubra una amplia<br />
gama de grosores de pared de aislamiento para una amplia<br />
gama de calibres de alambre. Dentro de esta gama<br />
especificada, un diámetro de aislamiento quizá no rodee<br />
completamente al alambre ni sujete completamente todo el<br />
diámetro del alambre. Esta condición aún producirá un<br />
engarzado de aislamiento aceptable para la mayoría de<br />
aplicaciones.<br />
a) Un aislamiento grande deberá sujetar firmemente por lo<br />
menos el 88% del alambre.<br />
b) Un aislamiento más pequeño deberá sujetar firmemente por<br />
lo menos el 50% del alambre y sujetar firmemente la parte<br />
superior del alambre.<br />
A.4.3 Engarzado marginal del aislamiento<br />
** Es normal que una terminación se restituya a una posición de<br />
engarzado final después del engarzado. Es posible lograr la<br />
misma altura final de engarzado con dos configuraciones<br />
diferentes de altura de herramienta. Esto se debe a las<br />
características inherentes de índice de restitución de una<br />
combinación de terminal y alambre. El índice de restitución será<br />
mayor cuanto más apretado sea el engarzado. Puede ajustar la<br />
herramienta de engarzado 0.05mm (.002 pulg.) más apretada y<br />
medir un cambio de altura de engarzado de sólo 0.03 mm (.001<br />
pulg.)<br />
Figura A-4.1 Engarzado preferido del aislamiento<br />
Figura A-4.2 Engarzado aceptable del aislamiento<br />
Figura A-4.3 Engarzado marginal del aislamiento<br />
Un diámetro de aislamiento cerca del máximo y del mínimo de la<br />
especificación de un terminal puede cubrir menos que lo que normalmente se considera aceptable. Esta protección contra<br />
tirones sólo debe utilizarse en aplicaciones sujetas a baja vibración o movimiento.<br />
a) Un engarzado de aislamiento que cubre menos del 88% de un diámetro de aislamiento grande.<br />
Causa: No hay suficiente longitud de sujeción en el terminal.<br />
Solución: 1) Determine si el mismo terminal está disponible en una gama diferente de calibres de alambre.<br />
2) Intente engarzar el alambre con una posición más ajustada. Esto incrustará aún más el terminal en el<br />
aislamiento. Normalmente, el grosor de la pared de aislamiento es suficiente; por lo tanto el corte de los hilos de<br />
alambre no es un problema. Pueden notarse puntos de sujeción del aislamiento de terminal hacia afuera del<br />
mismo o leves hinchamientos del aislamiento. Para aceptarlo, evalúe el terminal cargado en una caja de<br />
conexiones.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 55 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
b) Un engarzado de aislamiento que cubre menos del 50% de un diámetro de aislamiento pequeño.<br />
Causa: Fuerza de sujeción excesiva en el terminal.<br />
Solución: 1) Determine si el mismo terminal está disponible en una gama diferente de calibres de alambre.<br />
2) Determine si está disponible la herramienta de engarzado traslapado.<br />
A.4.4 Engarzado marginal del aislamiento<br />
Diámetros de aislamiento que son de alambre de calibre pequeño con pared delgada de aislamiento. Un engarzado flojo<br />
asegura que no ocurrirá daño a los hilos del alambre y ofrece contención del aislamiento. Los engarzados de aislamiento que<br />
perforan el aislamiento ofrecerán mejor resistencia contra tirones. En algunos casos los engarzados de terminales de<br />
aislamiento empujarán los hilos del alambre hacia un lado. Sin embargo, siempre existe la probabilidad de mellar algún hilo<br />
del trenzado. En casos extremos, se puede cortar algún hilo del trenzado. Es necesario evaluar cuidadosamente la aplicación<br />
para ambos casos.<br />
Causa: 1) Ajuste de la herramienta de engarzado.<br />
2) Variabilidad del diámetro del alambre.<br />
A.5 PRUEBA <strong>DE</strong> FUERZA <strong>DE</strong> TIRO<br />
A.5.1 Procedimiento de fuerza de tiro<br />
Conectores de alambre y orejetas de soldadura para el uso con<br />
conductores de cobre. (Según UL486A, 8 de octubre de 1991)<br />
Prueba de fuerza de tiro UL Sección 12.<br />
12.1 Los conectores sujetos a pruebas estáticas de calentamiento o a pruebas de fiabilidad de conexión han de someterse<br />
a una fuerza de tiro directo durante un minuto según el valor especificado. Sólo aquellos conductores que ya se<br />
hayan sometido a la prueba de fiabilidad de sujeción deberán someterse a la prueba de tiro. El conector es aceptable<br />
si no se separa del conductor o conductores después de terminar la prueba.<br />
12.2 Para un conector aislado en el cual el aislamiento se ensamble al conector durante la instalación, se recomienda<br />
realizar la prueba con el aislamiento en posición si el fabricante siempre suministra dicho aislamiento con el conector.<br />
De lo contrario, se debe realizar la prueba sin el aislamiento ensamblado al conector. Durante la prueba de tiro se<br />
permite romper o rasgar el aislamiento de un conector aislado. La fuerza de tiro se aplicará por medio de una<br />
máquina de prueba de tensión o equivalente, de manera que no ocurran fuerzas repentinas o tirones durante la<br />
prueba.<br />
A continuación se describe el procedimiento que <strong>Molex</strong> utiliza para la calificación de la fuerza de tiro:<br />
Figura A-4.4 Engarzado marginal del aislamiento<br />
1. Corte el alambre a una longitud aproximada de 150mm (6.0 pulg.)<br />
2. Quite el forro de un extremo a una longitud de 13 mm (0.50 pulg.), o lo suficiente para que no quede forro de aislamiento<br />
debajo del engarzado del aislamiento.<br />
3. Ajuste el terminal apropiado sobre el alambre a la altura nominal del engarzado.<br />
4. Inspeccione visualmente el abocinamiento, la escobilla del alambre y los hilos cortados de la terminación.<br />
5. Ajuste del probador de tiro a 50 mm (2.0 pulg.) Para la mayoría de aplicaciones, un mayor índice de fuerza no tendrá un<br />
impacto significativo en los datos. Verifique fuerzas de tiro mayores con datos tomados a 50 mm (2.0 pulg.)<br />
6. Amarre el extremo del cable sin terminación.<br />
7. Independientemente del tipo de probador de tiro, ambos extremos del alambre deben sujetarse firmemente. (Nota: Fije la<br />
interfaz de contacto del terminal, no fije el engarzado del conductor).<br />
8. Inicie la prueba de tiro.<br />
9. Registre un mínimo de 25 lecturas de fuerza de tiro máxima. Después de calificar la aplicación, se recomienda efectuar<br />
un mínimo de 5 mediciones de fuerza de tiro para confirmar cada configuración.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 56 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
10. Compare la mínima lectura con la especificación para la mínima fuerza de tiro permisible.<br />
A.5.2 Problemas de la prueba de tiro<br />
A.5.2.1 El alambre se rompe antes que el engarzado del conductor - fuerza de<br />
tiro baja<br />
Evaluación del material<br />
Causa: Características del material del alambre o los revestimientos.<br />
Solución: Pruebe la fuerza de ruptura del alambre sin terminación.<br />
Evaluación del desforrado<br />
Causa: Hilos cortados o mellados después de la operación de desforrado.<br />
1) El alambre se desforró manualmente.<br />
2) Corte automático de desforrado defectuoso.<br />
3) Herramienta de desforrado gastada.<br />
Solución: 1) Cambiar a una máquina semiautomática o automática de<br />
desforrado.<br />
2) Corrija la configuración de la máquina desforradora.<br />
A.5.2.2 El alambre se desprende del engarzado del conductor, la altura de engarzado está bien<br />
Evaluación del material<br />
Causa: 1) El grosor del terminal es muy pequeño<br />
2) La profundidad o la forma del dentellado del<br />
terminal.<br />
3) El grosor del chapado del terminal.<br />
4) La aplicación del chapado de oro.<br />
Solución: 1) Considere un nuevo terminal.<br />
2) Ó 3) Comuníquese con el fabricante del<br />
terminal.<br />
4) Evalúe la aplicación selectiva del chapado de<br />
oro.<br />
Evaluación del desforrado<br />
Causa: Longitud errónea de desforrado, escobilla defectuosa del conductor.<br />
Solución: Ajuste la longitud de la tira.<br />
Valores de referencia para<br />
las pruebas de tiro UL486A<br />
Calibre del conductor Fuerza de tiro<br />
AWG mm2 N LBS.<br />
30 0.05 6.7 1.5<br />
28 0.08 8.9 2<br />
26 0.13 13.4 3<br />
24 0.20 22.3 5<br />
22 0.324 35.6 8<br />
20 0.519 57.9 13<br />
18 0.823 89.0 20<br />
16 1.31 133.5 30<br />
14 2.08 222.6 50<br />
12 3.31 311.5 70<br />
10 5.261 356.0 80<br />
9 8.367 400.5 90<br />
Figura A-5.0 Prueba de fuerza de tiro<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 57 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
1 Control del proceso de engarzado<br />
2 Capacidad del proceso<br />
3 Producción<br />
ANEXO B<br />
Control estadístico de proceso (Resumen)<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 58 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
1. Control del proceso de engarzado<br />
El proceso de engarzado es la interacción de un terminal,<br />
alambre, herramientas, personal, métodos y procedimientos,<br />
y atributos ambientales que, cuando se ejecuta bajo control,<br />
produce una terminación de calidad. El control de calidad<br />
es un aspecto importante del engarzado de calidad. Su<br />
ejecución no toma demasiado tiempo de instalación o de<br />
inspección, y puede ahorrar miles de dólares a los<br />
fabricantes de arneses en potenciales repasos de trabajo o<br />
repetición de fabricación.<br />
La clave para obtener alta calidad es tratar de cumplir las<br />
especificaciones nominales de diseño a la vez que se<br />
reduce la variabilidad. El logro del objetivo se determina por<br />
medio de la ajustabilidad de la herramienta. El aplicador<br />
Mini-Mac permite ajustes del engarzado de hasta 0.005mm<br />
(0.0002 pulg.) de tolerancia.<br />
La variabilidad son los cambios leves que ocurren de<br />
engarzado a engarzado. Existen dos tipos de variabilidad:<br />
común y especial. Las fuentes comunes de variación son<br />
aquellas causas que afectan uniformemente el proceso, y se<br />
crean a partir de numerosas fuentes pequeñas. La<br />
variabilidad común es inherente a las tolerancias dentro de<br />
un carrete de alambre o de los terminales. Además, la<br />
variabilidad común también se crea como consecuencia de<br />
las tolerancias naturales de las máquinas desforradoras y<br />
de engarzado. La reducción de la variabilidad a niveles<br />
comunes típicamente debe provenir de cambios al alambre,<br />
al terminal y de los procesos del fabricante de herramientas.<br />
La segunda fuente de variabilidad se conoce como causa<br />
especial. A diferencia de las causas comunes de variación,<br />
las fuentes especiales de variación ocurren irregularmente y<br />
son imprevisibles. Si no se realizan inspecciones durante la<br />
producción de un lote, una herramienta puede aflojarse<br />
después de los primeros cien engarzados o dañarse la<br />
herramienta después de un atascamiento, y los defectos<br />
pueden pasar inadvertidos hasta después de producir miles<br />
de engarzados.<br />
Esta sección supone que la altura de engarzado se mide<br />
con una resolución de 0.0025mm (0.0001 pulg.), y una<br />
fuerza de tiro se mide con una resolución de 1 N (0.25 lbs.)<br />
2. Capacidad del proceso<br />
<strong>Molex</strong> califica cada diseño del aplicador Mini-Mac según la<br />
fuerza de tiro y la altura del engarzado.<br />
Esta calificación se realiza en un entorchado de alambre<br />
común, y se calibra a 2 CpK. Antes de poner en producción<br />
una herramienta de engarzado, se recomienda que el<br />
cliente use el alambre específico de su proceso para<br />
efectuar un estudio de capacidad. Un estudio de capacidad<br />
se basa en la suposición de que existe una distribución<br />
normal (curva de tipo campana). Ésta ofrece un valor<br />
aproximado de la probabilidad de que una medición caiga<br />
fuera de la norma.<br />
CpK +/- Sigma % Rendimiento PPM*<br />
0.67 2 95.45 45,500<br />
1 3 99.73 2,699<br />
1.33 4 99.99 63<br />
1.67 5 99.99+ 0.57<br />
2 6 99.99++ 0<br />
PPM - Partes por millón de defectos potenciales.<br />
Se recomienda tomar muestras mínimas de 25 piezas por<br />
proceso de engarzado. Se debe calcular el promedio y la<br />
desviación estándar para cada especificación.<br />
El índice de capacidad se define mediante la fórmula que<br />
aparece más abajo. El valor de Cp puede variar desde cero<br />
hasta infinito, donde un mayor valor indica un proceso de<br />
mayor capacidad. Normalmente, un valor mayor que (>)<br />
1.33 se considera aceptable.<br />
Tolerancia<br />
6*Desviación estándar<br />
El índice CpK indica si el proceso producirá unidades dentro<br />
de los límites de tolerancia. El índice CpK tiene un valor<br />
equivalente a Cp si el proceso se centra en el valor medio<br />
de la especificación; si CpK es negativo, la media del<br />
proceso está fuera de los límites de la especificación; si CpK<br />
se encuentra entre 0 y 1, entonces algunos de los valores 6sigma<br />
caen fuera de los límites de tolerancia. Si CpK es<br />
mayor de 1, la distribución 6-sigma se encuentra<br />
completamente dentro de los límites de tolerancia. CpK se<br />
calcula con el valor menor de las fórmulas siguientes:<br />
(USL - MEDIA) (LSL - MEDIA)<br />
3*Desviación estándar 3*Desviación estándar<br />
USL = Límite superior de la especificación. LSL = Límite<br />
inferior de la especificación<br />
Seis Sigma es el objetivo de muchas compañías porque<br />
representa virtualmente cero defectos. La capacidad de una<br />
compañía de lograr un nivel seis-sigma depende de la<br />
magnitud de la variabilidad común en su proceso. El<br />
desforrado manual del alambre produce mayor variabilidad<br />
que una máquina desforradora. Una herramienta<br />
desforradora manual produce mayor variabilidad que un<br />
conjunto de prensa y troquel. Las terminaciones en banco<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 59 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
de trabajo producirán mayor variabilidad que una máquina<br />
de procesamiento de alambre.<br />
Un porcentaje de la variabilidad del engarzado dependerá<br />
del tipo de instrumentos que se utilicen para medir las<br />
piezas y de la habilidad de un operador para repetir la<br />
medición. Un micrómetro de engarzado producirá<br />
mediciones más precisas que un calibrador de cuadrante.<br />
Un sistema automático de fuerza de tiro producirá mejores<br />
mediciones que una balanza de tipo gancho. Es importante<br />
que el indicador de medición tenga una resolución<br />
suficiente. Dos operadores pueden medir de manera<br />
diferente la misma pieza, o el mismo operador puede medir<br />
la pieza de manera diferente al utilizar dos tipos de<br />
calibradores. <strong>Molex</strong> recomienda realizar un estudio de<br />
capacidad de calibración para identificar qué porcentaje de<br />
la variabilidad proviene de los errores de medición. Los<br />
microterminales engarzados a alambres de calibres<br />
pequeños necesitan mantener límites estrechos de altura de<br />
engarzado para mantener la fuerza de tiro. La variabilidad<br />
proveniente de errores de medición puede mantener bajos<br />
los índices CpK.<br />
Es necesario reconfirmar la capacidad de las herramientas<br />
de engarzado si los datos de producción son<br />
significativamente diferentes a los del estudio de capacidad.<br />
3. Producción<br />
Después de establecer el nivel de capacidad, la herramienta<br />
ya está lista para la producción.<br />
Muchos fabricantes de arneses producen sólo unos pocos<br />
centenares o unos pocos millares de alambres a la vez.<br />
En este caso, no es práctico ni económico realizar pruebas<br />
de capacidad de 25 muestras con cada instalación de<br />
herramienta.<br />
Confirmación de la configuración<br />
Después de configurar el proceso de engarzado, engarce<br />
cinco terminales con un engarzado flojo del aislamiento.<br />
Inspeccione visualmente o mida el abocinamiento, la<br />
longitud de la lengüeta de corte, la escobilla del conductor,<br />
la posición del aislamiento, y la altura de engarzado del<br />
conductor. Efectúe los ajustes apropiados a la máquina. (Si<br />
es necesario, consulte las secciones de resolución de<br />
fallos). Después de efectuar todos los ajustes, engarce<br />
cinco muestras adicionales para realizar la evaluación de la<br />
fuerza de tiro. La fuerza de tiro es un buen indicador de la<br />
existencia de hilos cortados o mellados, longitud corta de<br />
escobilla, abocinamiento pequeño o de la altura errónea de<br />
engarzado. Calcule el promedio. Compare la lectura<br />
promedio y la lectura mínima con los datos del estudio de<br />
capacidad.<br />
Después de confirmar la fuerza de tiro, ajuste el engarzado<br />
del aislamiento con el valor apropiado. Vuelva a verificar la<br />
altura de engarzado y haga los ajustes que sean<br />
necesarios.<br />
Engarce cinco muestras adicionales y documente la altura<br />
promedio del engarzado, la lectura máxima y la lectura<br />
mínima.<br />
El margen se calcula restando la lectura mínima del valor de<br />
la lectura máxima. Con un micrómetro de engarzado y un<br />
operador con experiencia, el margen de las terminaciones<br />
de engarzado es normalmente de sólo unas diez milésimas<br />
de pulgada. Estos datos se convierten en el primer punto<br />
en la tabla de control.<br />
Producción (Tablas de control)<br />
Forma parte del procedimiento normal que el operador<br />
realice una inspección visual de los haces de alambres<br />
engarzados, del abocinamiento, de la escobilla del conductor,<br />
de la posición del aislamiento, de la longitud de la lengüeta<br />
de corte y del engarzado del aislamiento. Se recomienda<br />
verificar la altura de engarzado durante la producción. La<br />
frecuencia de cada verificación se determina en función del<br />
riesgo que se desee tomar para desechar piezas. Se<br />
recomienda realizar verificaciones cada 250 a 500 piezas.<br />
Tablas de control<br />
Normalmente, se llevan tablas de control de la altura de<br />
engarzado porque es una medición rápida, no destructiva y,<br />
además, es esencial para la fiabilidad eléctrica de la<br />
terminación.<br />
Hay tres propósitos principales para la elaboración de las<br />
tablas de control. Primero, el número de muestras por<br />
instalación es normalmente pequeño y su valor estadístico<br />
es limitado. Segundo, dado que las causas y efectos<br />
especiales en un proceso son irregulares e imprevisibles, es<br />
necesario disponer de una manera de registrar los cambios<br />
en el proceso tan pronto como éstos ocurran. Esto evitará<br />
la necesidad de desechar miles de terminaciones después<br />
de terminar el procesamiento del lote. Lo tercero y más<br />
importante es que estos datos son necesarios para evaluar<br />
y mejorar el proceso de engarzado.<br />
Una vez instalado el proceso de engarzado sin que se<br />
cambie el calibre del alambre, mantenga una tabla de<br />
control para los cambios de color de alambre, cambios de<br />
longitud de alambres, cambios en el material del terminal o<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 60 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
ajustes de la instalación. Registre el punto de datos en la<br />
tabla antes de realizar un ajuste de la altura del engarzado.<br />
Si se registran datos después de cada ajuste, el proceso<br />
seguramente asumirá el control y ofrecerá poca información<br />
para mejorar el proceso.<br />
Anote la mayor cantidad de información posible en la tabla.<br />
La única manera realmente eficaz y económicamente<br />
sensata de administrar un proceso de fabricación consiste<br />
en entender, monitorear y reducir las fuentes de variabilidad<br />
inherentes al proceso mismo. Cada minuto que el proceso<br />
se detiene para realizar instalaciones o ajustes es tiempo<br />
improductivo.<br />
¿Qué nos dice esta tabla de ejemplo? Indica que ocurrió<br />
una desviación del proceso entre las mediciones 12 y 13.<br />
Este tipo de desviación puede ocurrir debido a cambios en<br />
el alambre, a cambios en los lotes de terminales, a un<br />
atoramiento en la máquina que causó daño a la<br />
herramienta, a cambios de operador, o a un ajuste al<br />
engarzado del aislamiento. Dado que las mediciones aún<br />
se encuentran dentro de la especificación, ¿detendría usted<br />
la producción para ajustar la altura del engarzado?<br />
Una desviación en el proceso debida a un cambio en el<br />
material puede requerir el ajuste de la altura de engarzado.<br />
Una desviación después de un atoramiento no requiere un<br />
ajuste, sino una evaluación minuciosa de la herramienta.<br />
Una desviación en el proceso entre operadores no requiere<br />
un ajuste, sino una evaluación de la capacidad de medición.<br />
La finalidad de la tabla de control es identificar qué causó la<br />
desviación para justificar la necesidad de realizar un ajuste al<br />
proceso.<br />
El aplicador Mini-Mac es sumamente fácil de ajustar. Es<br />
igualmente importante graficar y documentar el control del<br />
proceso con el aplicador Mini-Mac.<br />
Si la desviación del proceso se debe a un atoramiento o al<br />
cambio de operadores, quizá sea más importante realizar<br />
una evaluación que realizar un ajuste.<br />
Muchos procesos de engarzado han producido unidades que<br />
cumplen con la norma durante décadas. Hoy, con el control<br />
de proceso estadístico, la filosofía de que la calidad es estar<br />
dentro de la norma está siendo reemplazada por la noción de<br />
alcanzar el objetivo con una reducción continua de la<br />
variabilidad. Las tablas de control constituyen una<br />
herramienta que permite a una empresa entender<br />
verdaderamente sus procesos.<br />
ATENCIÓN<br />
Siempre se debe hacer referencia a la aplicación de producto<br />
o a la especificación del engarzado para determinar los<br />
parámetros de engarzado mismo.<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 61 de 64<br />
Revisión: F Fecha de revisión: 02-06-13<br />
Crimp Height<br />
Thousandths<br />
31.5<br />
30.5<br />
29.5<br />
28.5<br />
Example Control Chart<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25<br />
Measurements<br />
Sample<br />
Contol Limit<br />
Control Limit<br />
Upper Specification<br />
Lower Specification<br />
Tabla X y R<br />
Límite de control para muestra de 5 = Prom. (Prom. de 5 lecturas)<br />
+ .577 x Promedio (Rangos)<br />
FineAdjust Control Chart<br />
31.5<br />
31<br />
Thousandths<br />
Crimp<br />
Height 30.5<br />
30<br />
29.5<br />
29<br />
28.5<br />
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25<br />
Measurements<br />
Sample<br />
Contol Limit<br />
Control Limit<br />
Upper Specification<br />
Lower Specification
Aplicador Mini-Mac<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 62 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
1 Aceitera<br />
ANEXO C<br />
Opciones<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 63 de 64<br />
Revisión: F Fecha de revisión: 02-06-13
Aplicador Mini-Mac<br />
Aceitera del terminal<br />
Para aplicadores<br />
FineAdjust y Mini-Mac<br />
Para instalar una aceitera de terminal (Referencia No. 63890-0719) en cualquier aplicador FineAdjust o Mini-Mac, lleve a<br />
cabo el siguiente procedimiento.<br />
1. Retire el conjunto de tapa del depósito de la aceitera.<br />
2. Retire la tuerca superior de la aceitera en el conjunto de<br />
tapa.<br />
3. Coloque el soporte de montaje de la aceitera sobre el<br />
tubo, vuelva a colocar la tuerca superior, y apriétela<br />
firmemente.<br />
4. Coloque el conjunto de la tapa con la escuadra de<br />
soporte de montaje en el depósito de la aceitera y<br />
gírela hasta apretarla con la fuerza de la mano. No la<br />
apriete excesivamente.<br />
5. Instale la aceitera del terminal con el soporte en el<br />
bastidor del aplicador FineAdjust o Mini-Mac.<br />
6. Aceite lubricante recomendado:<br />
Transdraw B-19<br />
Proveedor: Mid-Town Petroleum. 9707 South 76 th<br />
Avenue Bridgeview, IL 60455<br />
Teléfono: 877-255-3533, Directo: 708-599-8700<br />
Fax: 708-599-1040<br />
Correo electrónico: E-mail: sales@midtownoil.com<br />
www.midtownoil.com<br />
www.precisionlubricantsinc.com<br />
7. Para mechas de repuesto, use unidades no. 63890-<br />
0727 (paquete de 25).<br />
Application Tooling<br />
Hoja de información Referencia No.<br />
63890-0719<br />
M5 X 12LG<br />
BHCS<br />
BASTIDOR<br />
63890-0713<br />
SOP. MONTAJE<br />
CONJUNTO<br />
<strong>DE</strong> TAPA<br />
<strong>DE</strong>PÓSITO<br />
Visite nuestro sitio Web en http://www.molex.com<br />
<strong>APLICADOR</strong><br />
TUERCA SUPERIOR<br />
Pedido No: TM- 638000100SP Fecha de publicación: 04-09-03 COPIA NO CONTROLADA Página 64 de 64<br />
Revisión: F Fecha de revisión: 02-06-13