
Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
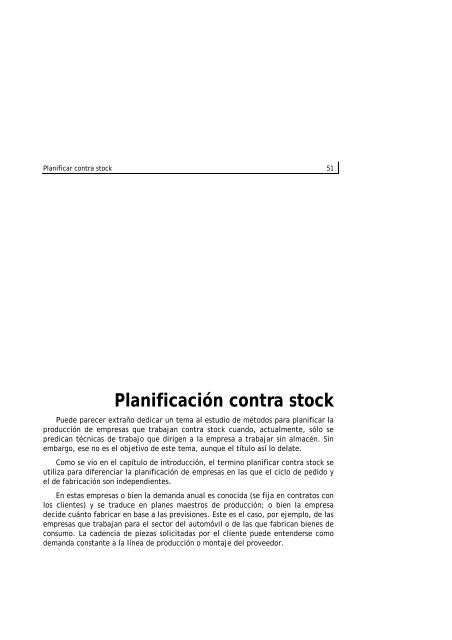
Planificar <strong>contra</strong> <strong>stock</strong> 51<br />
<strong>Planificación</strong> <strong>contra</strong> <strong>stock</strong><br />
Puede parecer extraño dedicar un tema al estudio de métodos para planificar la<br />
producción de empresas que trabajan <strong>contra</strong> <strong>stock</strong> cuando, actualmente, sólo se<br />
predican técnicas de trabajo que dirigen a la empresa a trabajar sin almacén. Sin<br />
embargo, ese no es el objetivo de este tema, aunque el título así lo delate.<br />
Como se vio en el capítulo de introducción, el termino planificar <strong>contra</strong> <strong>stock</strong> se<br />
utiliza para diferenciar la planificación de empresas en las que el ciclo de pedido y<br />
el de fabricación son independientes.<br />
En estas empresas o bien la demanda anual es conocida (se fija en <strong>contra</strong>tos con<br />
los clientes) y se traduce en planes maestros de producción; o bien la empresa<br />
decide cuánto fabricar en base a las previsiones. Este es el caso, por ejemplo, de las<br />
empresas que trabajan para el sector del automóvil o de las que fabrican bienes de<br />
consumo. La cadencia de piezas solicitadas por el cliente puede entenderse como<br />
demanda constante a la línea de producción o montaje del proveedor.
52 Organización de la Producción II. <strong>Planificación</strong> de procesos productivos<br />
Introducción<br />
Muchos de los artículos que se compran habitualmente provienen de empresas<br />
que trabajan con catálogos de productos que se ensamblan en células o líneas de<br />
montaje específicas: Coches, televisores, lavadoras, relojes, teléfonos,..<br />
Es cierto que la personalización de los productos hace que la gama que ofrecen<br />
sea cada vez mayor. Ya es posible elegir el color del coche, el modelo de llantas y<br />
el tejido de la tapicería, directamente en fábrica. Pero todavía muchas partes del<br />
vehículo son las mismas, independientemente del modelo.<br />
Las empresas de montaje de automóviles solicitan las piezas a sus proveedores<br />
según el ritmo de producción de la línea e incluso según la secuencia de montaje<br />
(JIS – Just in Secuence). Según la filosofía japonesa Just in Time no se solicitan<br />
piezas hasta que no son necesarias, pero eso no es motivo para que no se sepa a<br />
priori las piezas que se van a necesitar.<br />
Los proveedores conocen la demanda mensual de piezas que tienen que<br />
suministrar al cliente final. La única condición que deben cumplir es no dejar de<br />
suministrar piezas cuando se soliciten.<br />
La manera de fabricar esas piezas en las instalaciones del proveedor es decisión<br />
suya. Dependerá, principalmente, del coste de almacenamiento de las piezas y del<br />
coste de preparación de las máquinas. El equilibrio entre estos dos costes<br />
determinará la cantidad económica de fabricación. El modelo más extendido es<br />
similar a los modelos de gestión de inventarios de productos con demanda
Planificar <strong>contra</strong> <strong>stock</strong> 53<br />
independiente, que se estudia en la mayoría de la bibliografía que trata el tema de<br />
gestión de operaciones.<br />
Otro problema frecuente es el de aquellas empresas que fabrican distintos<br />
productos en una misma célula y que, además, tienen cadencias distintas. Este<br />
problema es consecuencia de la nivelación de la producción que exige la filosofía<br />
Just in Time que se presenta al final a continuación.<br />
Si el ciclo óptimo de cada producto fuese el mismo, sería posible combinarlos en<br />
la misma célula obteniendo una secuencia óptima para la familia.<br />
Lamentablemente, pocas veces coincide el ciclo óptimo de todos los productos y,<br />
para obtener la planificación de la familia, será necesario recurrir a otras técnicas.<br />
Concretamente, se estudiarán dos métodos que obtienen soluciones buenas para<br />
este problema: El método del ciclo común y el método del ciclo máximo. Con estos<br />
métodos es posible determinar el intervalo de fabricación óptimo para la familia de<br />
productos y, como consecuencia de él, las cantidades que se fabricarán de cada uno<br />
de los artículos.<br />
Cantidad económica de fabricación<br />
El cálculo de la cantidad económica de fabricación es un proceso relacionado<br />
íntimamente con el concepto de rotación de <strong>stock</strong>.<br />
I<br />
1 rotación en 1 año<br />
t<br />
I<br />
2 rotaciones en 1 año<br />
La rotación de <strong>stock</strong> determina el número de veces que se cambian todas las<br />
piezas del almacén en un período. Así, si un artículo se fabricara sólo una vez al<br />
año, la rotación sería 1; y si se hicieran 12 series anuales, la rotación sería 12.<br />
La cantidad económica de fabricación fija el número óptimo de unidades que<br />
interesa fabricar en cada serie. Conociendo la demanda total anual, se calcula el<br />
número de series que se lanzarán anualmente y, por tanto, se puede conocer el<br />
valor de la rotación.<br />
t
54 Organización de la Producción II. <strong>Planificación</strong> de procesos productivos<br />
Cálculo de la cantidad económica de fabricación. Lote<br />
óptimo<br />
La gráfica del comportamiento ideal en el tiempo del inventario de un producto<br />
que se fabrica en la empresa tiene la forma siguiente:<br />
I<br />
Q<br />
t p<br />
Q M<br />
• La demanda (D) es constante y conocida.<br />
T<br />
-D<br />
P - D<br />
• La tasa de producción (P) corresponde al número de unidades que puede<br />
procesar la máquina por unidad de tiempo.<br />
• El tiempo productivo (tp) es el tiempo durante el que se fabrica en el<br />
período (T) y es el suficiente para satisfacer la demanda de todo el periodo.<br />
El resto del tiempo, hasta el final del ciclo (T-tp), la instalación estará parada<br />
sin trabajo, fabricando otros productos diferentes, realizando mantenimiento,...<br />
La cantidad demandada (Q) en el periodo T coincide con la cantidad producida<br />
en ese período:<br />
Q = D ⋅ T = tp<br />
⋅ P<br />
Se define el factor de utilización ρ, como la proporción del tiempo total del<br />
ciclo que se dedica a la producción del artículo, es decir,<br />
tp D<br />
ρ = =<br />
T P<br />
La segunda forma de expresar ρ se obtiene de la definición de Q expuesta<br />
anteriormente.<br />
La demanda total anual se satisface en n períodos de tiempo, es decir, en n<br />
series de fabricación. A cada una de las series le corresponde un tiempo de cambio.<br />
n =<br />
D<br />
Q<br />
t
Planificar <strong>contra</strong> <strong>stock</strong> 55<br />
Durante el período de producción tp se demandan productos de forma<br />
simultanea a la fabricación de los mismos y, por tanto, el punto al que se llega (QM)<br />
en la gráfica es algo menor que Q.<br />
Q p<br />
M = t ⋅(<br />
P − D)<br />
= Q ⋅(<br />
1−<br />
ρ)<br />
El objetivo del problema planteado es minimizar el coste total anual de la<br />
planificación (CT). Este coste está compuesto de tres términos: Por un lado, el<br />
coste de producción del artículo (p); por otro, el coste de preparación de la<br />
máquina (C) (dependerá del número de cambios que se realicen (n); y, por último,<br />
el coste de posesión en inventario (H), que será proporcional al inventario medio y<br />
que incluye, entre otros, el coste de manipulación del inventario.<br />
QM<br />
CT = D ⋅ p + C ⋅ n + H<br />
2<br />
El primer término es independiente de la forma en que se fabrican los artículos.<br />
El segundo y el tercer término dependen del número de series anuales que se<br />
planifiquen. El coste total de cambio será menor cuanto menor sea el número de<br />
series, pero el coste de posesión será mayor si el número de series es pequeño.<br />
En consecuencia, será necesario conseguir un compromiso entre ambos,<br />
denominado cantidad económica de fabricación. Para obtenerla es preciso derivar la<br />
función del coste total respecto a Q. Tanto n, como QM dependen de Q, luego en<br />
primer lugar hay que expresar el coste total únicamente en función de Q.<br />
D Q<br />
CT = D ⋅ p + C ⋅ + H(<br />
1-<br />
ρ)<br />
Q 2<br />
Derivando respecto a Q e igualando a cero se obtiene la cantidad económica de<br />
fabricación (CEF).<br />
∂CT<br />
2CD<br />
= 0 ⎯⎯→<br />
CEF =<br />
∂Q<br />
H(<br />
1−<br />
ρ)<br />
A partir de este resultado pueden obtenerse otros valores, como el intervalo<br />
óptimo de fabricación y el coste total anual.<br />
T*<br />
=<br />
CEF<br />
D<br />
=<br />
2C<br />
HD(<br />
1−<br />
ρ)<br />
( 1−<br />
ρ)<br />
CEF<br />
CT* = D ⋅ p + H ⋅ ⋅<br />
Por último, si se entiende por plazo de entrega (PE) el tiempo que transcurre<br />
desde que se lanza un pedido hasta que se comienzan a fabricar las primeras<br />
unidades se puede definir el punto de pedido (PP) como el nivel de inventario en el
56 Organización de la Producción II. <strong>Planificación</strong> de procesos productivos<br />
que hay que lanzar la orden de fabricación para que no se produzca una rotura de<br />
<strong>stock</strong>.<br />
PP = D ⋅ PE<br />
Lógicamente, debido a la aleatoriedad de la demanda no contemplada en el<br />
cálculo de las expresiones los lanzamientos se adelantarán en el tiempo,<br />
disponiendo así de un tiempo de reacción ante posibles imprevistos (equivalente a<br />
un <strong>stock</strong> de seguridad).<br />
La CEF puede ajustarse dependiendo de las políticas de abastecimiento<br />
(cantidad mínima, múltiplo de contenedores, descuentos por cantidad, cantidad<br />
máximas que pueden almacenarse,...)<br />
Fabricación de una familia de piezas<br />
Si se emplea una instalación con exceso de capacidad para satisfacer la<br />
demanda de un artículo, existe un tiempo en cada ciclo en que la máquina (o la<br />
instalación) no se emplea.<br />
Parece razonable buscar otro trabajo para aprovechar ese exceso de capacidad<br />
de la máquina. Ahora bien, el ciclo óptimo de este nuevo trabajo no tiene por qué<br />
coincidir con el del trabajo anterior y, de hecho, es improbable que así suceda.<br />
En otros casos, la creación de una célula para procesar una familia de piezas con<br />
distintas cadencias, obligaría a planificaciones muy complejas y nunca existiría un<br />
ciclo definido, por lo que su gestión se complicaría excesivamente.<br />
La bibliografía presenta diferentes métodos para solucionar estos problemas. El<br />
objetivo de los métodos consiste en obtener una secuencia de fabricación de todos<br />
los artículos de la familia que satisfaga la demanda de cada uno de ellos al menor<br />
coste posible.<br />
Se van a estudiar tres métodos:<br />
• El método del ciclo común, que, como su nombre indica, obtiene un mismo<br />
ciclo para todos los artículos.<br />
• El método del ciclo máximo, que tratará de respetar en lo posible los ciclos<br />
óptimos de cada uno de los artículos de la familia.<br />
• La producción nivelada, que presenta el ciclo ideal que debería emplearse<br />
para satisfacer las necesidades del mercado
Planificar <strong>contra</strong> <strong>stock</strong> 57<br />
Método del ciclo común<br />
En el método del ciclo común el ciclo es el mismo para los n artículos de la<br />
familia. La evolución de los niveles de inventario se muestra en la figura siguiente.<br />
Las zonas rayadas corresponden a los tiempos muertos de cada ciclo.<br />
Cada uno de los artículos se fabrica una sola vez en el ciclo.<br />
La primera condición que deben cumplir los productos que forman parte de la<br />
familia, para que se pueda hallar una solución al problema, es que la suma de las<br />
cargas que cada uno de ellos exige a la instalación (ρi) sea menor o igual que 1 (la<br />
capacidad total de la misma).<br />
n<br />
∑<br />
i=<br />
1<br />
ρi<br />
< 1<br />
Si esto no se cumple, es imposible obtener una solución. Esta condición no<br />
garantiza que el método encuentre una solución, pero es una condición necesaria.<br />
Cada uno de los artículos tiene el mismo comportamiento que se estudió en el<br />
apartado de la determinación de la cantidad económica de fabricación.<br />
I<br />
Q<br />
t p<br />
Q M<br />
T<br />
-D<br />
P - D<br />
La única diferencia es que, ahora, el elemento en común a todos ellos no es la<br />
cantidad de fabricación Qi, sino el tiempo de ciclo T, por tanto las expresiones del<br />
inventario medio QM, y del número de ciclos, se escribirán en función de T. Así,<br />
t
58 Organización de la Producción II. <strong>Planificación</strong> de procesos productivos<br />
Qi = Di<br />
⋅ T = tpi<br />
⋅ Pi<br />
= Pi<br />
⋅ ρi<br />
⋅ T QM = Qi(<br />
1 − ρi)<br />
= T ⋅ Di(<br />
1 − ρi)<br />
El coste total anual se puede obtener como suma de los costes de cada uno de<br />
los productos de la familia.<br />
n<br />
n<br />
n<br />
1 T<br />
CT = ∑Di<br />
⋅ pi<br />
+ ∑Ci<br />
+ ∑Hi<br />
⋅ Di(<br />
1−<br />
ρi)<br />
i=<br />
1 T i=<br />
1 2 i=<br />
1<br />
Y la derivada respecto a T determina el ciclo óptimo de fabricación de la<br />
familia.<br />
∂CT<br />
= 0 ⎯⎯→<br />
T*<br />
=<br />
∂T<br />
n<br />
∑<br />
i=<br />
1<br />
2<br />
∑<br />
i<br />
Ci<br />
Hi<br />
⋅ Di(<br />
1−<br />
ρi)<br />
A partir de este dato se pueden obtener las cantidades de fabricación y los<br />
tiempos de fabricación de cada uno de los productos, despejándolos de la expresión<br />
de Qi. También puede calcularse el coste total anual, sustituyendo el valor de T<br />
obtenido en la expresión del coste total (CT).<br />
Si no existen tiempos de cambio el ciclo calculado será el óptimo. Pero si<br />
existen tiempos de preparación (si), se deberá cumplir una condición más: La suma<br />
de la carga de cada producto y los tiempos de preparación debe ser menor que el<br />
ciclo total, es decir,<br />
n<br />
∑<br />
i=<br />
1<br />
n<br />
ρ i ⋅T<br />
* + ∑ si≤<br />
T *<br />
En caso en que no se cumpla esta segunda condición se puede obtener el ciclo<br />
mínimo (Tmin) que sí la cumple, despejando T en la ecuación anterior, resultando<br />
T<br />
i=<br />
1<br />
n<br />
∑<br />
i=<br />
1<br />
min = n<br />
1−<br />
Otra posibilidad sería tratar de reducir los tiempos de preparación. Se podrían<br />
analizar económicamente ambas soluciones y elegir aquella que tenga un menor<br />
coste, aunque no tiene por qué ser éste el criterio.<br />
Método del ciclo máximo<br />
El método del ciclo común tiene dos limitaciones principales:<br />
si<br />
∑<br />
i=<br />
1<br />
ρi
Planificar <strong>contra</strong> <strong>stock</strong> 59<br />
• Sólo se lanza una serie de cada artículo de la familia.<br />
• El ciclo es el mismo para todos los artículos.<br />
Se podría buscar otra planificación que, por un lado, respetara un ciclo<br />
repetitivo para toda la familia a efectos de simplificar la planificación y el control<br />
de la instalación, pero que, al mismo tiempo, respetara en lo posible los ciclo<br />
óptimos de cada artículo. Esa planificación la obtiene el método del ciclo máximo.<br />
La primera condición que deben cumplir los productos que forman parte de la<br />
familia, para que se pueda hallar una solución al problema, es que la suma de las<br />
cargas que cada uno de ellos exige a la instalación (ρi) sea menor o igual que 1.<br />
n<br />
∑<br />
i=<br />
1<br />
ρi<br />
< 1<br />
Si esto no se cumple, es imposible obtener una solución. Esta condición no<br />
garantiza que el método encuentre una solución, pero es una condición necesaria.<br />
El método está compuesto por 6 etapas:<br />
PASO 1. Calcular el ciclo óptimo (T*) para cada artículo de la familia por<br />
separado.<br />
PASO 2. Elegir el máximo valor de todos los ciclos calculados (TMAX).<br />
( T * )<br />
TMAX = max i<br />
i<br />
PASO 3. Redondear este valor al entero más cercano. Este entero suele<br />
considerarse múltiples de 5 o 7 días, dependiendo de los días que<br />
se trabaje a la semana.<br />
PASO 4. Para cada artículo calcular el número de series mi que se<br />
lanzarán en el ciclo TMAX, redondeando al entero más próximo.<br />
m<br />
i =<br />
TMAX<br />
Ti<br />
*
60 Organización de la Producción II. <strong>Planificación</strong> de procesos productivos<br />
PASO 5. Calcular el tiempo productivo de cada artículo tpi<br />
tpi = ρi<br />
⋅<br />
TMAX<br />
PASO 6. Formar una secuencia en un gráfico de Gantt procurando respetar<br />
los tiempos de ciclo. El reparto del tiempo productivo de cada<br />
artículo en cada una de las series suele hacerse de manera<br />
uniforme, si bien éste no es el reparto óptimo.<br />
Si no existen tiempos de preparación el ciclo calculado será el óptimo. Pero si<br />
existen tiempos de preparación (si) se deberá cumplir una condición más. La suma<br />
de la carga de cada producto y la suma de los tiempos de preparación de cada una<br />
de las series debe ser menor que el ciclo total, es decir,<br />
n<br />
∑<br />
i=<br />
1<br />
n<br />
ρ i ⋅TMAX<br />
+ ∑mi<br />
⋅ si≤<br />
TMAX<br />
i=<br />
1<br />
En caso en que no se cumpla esta segunda condición, se puede obtener el ciclo<br />
mínimo que sí la cumple, despejando T en la ecuación anterior, resultando<br />
TMAX<br />
n<br />
∑<br />
i=<br />
1<br />
min = n<br />
1−<br />
mi<br />
⋅ s<br />
También se podrían tratar de reducir los tiempos de preparación o el número de<br />
series de uno de los artículos (claramente el de menor coste de almacenamiento).<br />
Se analizarían económicamente las tres soluciones y se decidiría por aquella que<br />
tenga un menor coste, aunque no tiene por qué ser éste el criterio.<br />
El último paso es calcular el coste total de esta planificación teniendo en cuenta<br />
el ciclo TMAX (o TMAXmin). La expresión de este coste es similar al coste total del<br />
método del ciclo común, pero teniendo en cuenta el número de series mi. Así, el<br />
coste de preparación debe multiplicarse por cada una de las series que se lanza de<br />
cada producto y, por otro lado, el inventario medio se reduce, ya que existe más de<br />
un lanzamiento por ciclo.<br />
∑<br />
i=<br />
1<br />
Teniendo en cuenta estos aspectos, el coste total resulta:<br />
CT =<br />
n<br />
∑<br />
i=<br />
1<br />
Di<br />
⋅ pi<br />
+<br />
1<br />
TMAX<br />
n<br />
∑<br />
i=<br />
1<br />
mi<br />
⋅ Ci<br />
+<br />
i<br />
ρi<br />
TMAX<br />
2<br />
n<br />
∑<br />
i=<br />
1<br />
Hi<br />
⋅ Di<br />
mi<br />
( 1−<br />
ρi)<br />
Es evidente que, en función de la secuencia elegida, el inventario medio de cada<br />
artículo puede variar de un caso a otro, pero este aspecto no se tendrá en cuenta<br />
para calcular el coste de la planificación.
Planificar <strong>contra</strong> <strong>stock</strong> 61<br />
Bibliografía recomendada<br />
Manual para la implantación del Just In Time (Vols. 1 y 2).<br />
H. Hirano, Productivity Press, Madrid, 1991<br />
Libros de referencia de los temas relacionados con el Just In Time. La<br />
mayoría de libros que tratan esta filosofía hacen referencias a estos dos.<br />
Faciles de leer, presentan múltiples ejemplos y herramientas.
62 Organización de la Producción II. <strong>Planificación</strong> de procesos productivos