Empaquetadura de grafito – Código SLADE HOJA ... - DINATECNICA
Empaquetadura de grafito – Código SLADE HOJA ... - DINATECNICA
Empaquetadura de grafito – Código SLADE HOJA ... - DINATECNICA

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
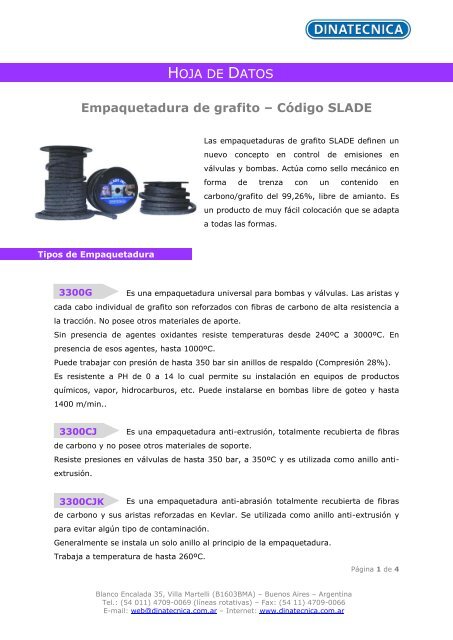
<strong>Empaquetadura</strong> <strong>de</strong> <strong>grafito</strong> <strong>–</strong> <strong>Código</strong> <strong>SLADE</strong><br />
Tipos <strong>de</strong> <strong>Empaquetadura</strong><br />
3300G<br />
Las empaquetaduras <strong>de</strong> <strong>grafito</strong> <strong>SLADE</strong> <strong>de</strong>finen un<br />
nuevo concepto en control <strong>de</strong> emisiones en<br />
válvulas y bombas. Actúa como sello mecánico en<br />
forma <strong>de</strong> trenza con un contenido en<br />
carbono/<strong>grafito</strong> <strong>de</strong>l 99,26%, libre <strong>de</strong> amianto. Es<br />
un producto <strong>de</strong> muy fácil colocación que se adapta<br />
a todas las formas.<br />
Es una empaquetadura universal para bombas y válvulas. Las aristas y<br />
cada cabo individual <strong>de</strong> <strong>grafito</strong> son reforzados con fibras <strong>de</strong> carbono <strong>de</strong> alta resistencia a<br />
la tracción. No posee otros materiales <strong>de</strong> aporte.<br />
Sin presencia <strong>de</strong> agentes oxidantes resiste temperaturas <strong>de</strong>s<strong>de</strong> 240ºC a 3000ºC. En<br />
presencia <strong>de</strong> esos agentes, hasta 1000ºC.<br />
Pue<strong>de</strong> trabajar con presión <strong>de</strong> hasta 350 bar sin anillos <strong>de</strong> respaldo (Compresión 28%).<br />
Es resistente a PH <strong>de</strong> 0 a 14 lo cual permite su instalación en equipos <strong>de</strong> productos<br />
químicos, vapor, hidrocarburos, etc. Pue<strong>de</strong> instalarse en bombas libre <strong>de</strong> goteo y hasta<br />
1400 m/min..<br />
3300CJ<br />
Es una empaquetadura anti-extrusión, totalmente recubierta <strong>de</strong> fibras<br />
<strong>de</strong> carbono y no posee otros materiales <strong>de</strong> soporte.<br />
Resiste presiones en válvulas <strong>de</strong> hasta 350 bar, a 350ºC y es utilizada como anillo anti-<br />
extrusión.<br />
3300CJK<br />
Es una empaquetadura anti-abrasión totalmente recubierta <strong>de</strong> fibras<br />
<strong>de</strong> carbono y sus aristas reforzadas en Kevlar. Se utilizada como anillo anti-extrusión y<br />
para evitar algún tipo <strong>de</strong> contaminación.<br />
Generalmente se instala un solo anillo al principio <strong>de</strong> la empaquetadura.<br />
Trabaja a temperatura <strong>de</strong> hasta 260ºC.<br />
<strong>HOJA</strong> DE DATOS<br />
Blanco Encalada 35, Villa Martelli (B1603BMA) <strong>–</strong> Buenos Aires <strong>–</strong> Argentina<br />
Tel.: (54 011) 4709-0069 (líneas rotativas) <strong>–</strong> Fax: (54 11) 4709-0066<br />
E-mail: web@dinatecnica.com.ar <strong>–</strong> Internet: www.dinatecnica.com.ar<br />
Página 1 <strong>de</strong> 4
Datos técnicos<br />
*Nota:<br />
Tamaño 3300G 3300CJK<br />
pulg. mm mts/Kg Kg/mts mts/Kg Kg/mts<br />
1/8* 3,17 33,60 0,03 -<br />
3/16* 4,77 16,19 0,062 -<br />
1/4* 6,35 13,44 0,074 -<br />
5/16 7,95 11,02 0,091 -<br />
3/8 9,52 7,79 0,128 7,45 0,134<br />
7/16 11,12 5,64 0,177 6,11 0,164<br />
1/2 12,7 4,36 0,229 5,04 0,198<br />
9/16 14,3 3,83 0,261 3,96 0,253<br />
5/8 15,87 3,09 0,324 3,22 0,311<br />
11/16 17,47 2,62 0,382 2,68 0,373<br />
3/4 19,05 2,21 0,452 2,21 0,452<br />
13/16 20,65 2,08 0,481 1,94 0,515<br />
7/8 22,22 1,81 0,552 1,74 0,575<br />
15/16 23,82 1,54 0,649 1,54 0,649<br />
1 25,4 1,41 0,709 1,47 0,68<br />
1 1/16 27 1,27 0,787 1,27 0,787<br />
1 1/8 28,57 1,14 0,877 1,14 0,877<br />
1 1/4 31,75 0,94 1,064 0,94 1,064<br />
1 1/2 38,1 0,6 1,667 0,67 1,493<br />
Las empaquetaduras <strong>de</strong> 1/8"- 3/16 y<br />
1/4" son <strong>de</strong> sección rectangular con las<br />
siguientes dimensiones:<br />
Valores límites <strong>de</strong> la aplicación<br />
Tamaño Ancho Alto<br />
1/8" 3,17mm 4,77mm<br />
3/16" 4,77mm 9,52mm<br />
1/4" 6,35mm 7,95mm<br />
Hasta 350 Kg/cm2 resiste la extrusión sin anillos <strong>de</strong> restricción en los extremos.<br />
Resiste ácidos y alcalinos: PH 0-14.<br />
Velocidad lineal superior a 25 m/seg.<br />
Temperatura hasta 1000ºC en presencia <strong>de</strong> agentes oxidantes.<br />
Blanco Encalada 35, Villa Martelli (B1603BMA) <strong>–</strong> Buenos Aires <strong>–</strong> Argentina<br />
Tel.: (54 011) 4709-0069 (líneas rotativas) <strong>–</strong> Fax: (54 11) 4709-0066<br />
E-mail: web@dinatecnica.com.ar <strong>–</strong> Internet: www.dinatecnica.com.ar<br />
Página 2 <strong>de</strong> 4
Instalación<br />
1. Quite completamente la empaquetadura vieja.<br />
2. Limpie y <strong>de</strong>sengrase el eje y la caja <strong>de</strong> prensaestopas.<br />
3. Inspeccione:<br />
a) Alineamiento <strong>de</strong>l equipo.<br />
b) Cojinetes <strong>de</strong>l eje, reemplace las partes rayadas.<br />
c) Espacio libre entre el eje y la garganta: 3,80 mm.<br />
d) Camisa, reemplace si estuviera rayada.<br />
e) Carrera, vea la especificación <strong>de</strong> la bomba para la máxima carrera.<br />
4. Selección <strong>de</strong>l Tamaño <strong>de</strong> la empaquetadura: Agujero <strong>de</strong> la caja <strong>de</strong> empaquetadura<br />
menos diámetro <strong>de</strong>l eje dividido 2 = Medida <strong>de</strong> la <strong>Empaquetadura</strong>.<br />
5. Use una cuchilla <strong>de</strong> corte a<strong>de</strong>cuada, corte los anillos con sus extremos a 45º, como<br />
se muestra en la figura 1, no lo haga como en la figura 2.<br />
6. Coloque los anillos alre<strong>de</strong>dor <strong>de</strong>l eje para controlar su ajuste (<strong>de</strong>ben quedar<br />
ligeramente holgados).<br />
7. Inserte los tramos cortados a 45º en la caja <strong>de</strong>l prensaestopas (ver figura 3).<br />
8. Posicionamiento <strong>de</strong> los anillos: Ubique el anillo 1 <strong>de</strong> la figura 3, pasando por las<br />
etapas 2 y finalmente 3 <strong>de</strong> la figura 3, hasta que el anillo que<strong>de</strong> uniformemente<br />
posicionado en la caja <strong>de</strong> empaquetaduras.<br />
9. Utilizando un buje partido, empuje el anillo firmemente hasta el fondo <strong>de</strong> la caja.<br />
10. Instale el casquillo <strong>de</strong>l prensaestopas para comprimir el buje y el anillo. Aplique el<br />
máximo torque que el casquillo y las condiciones <strong>de</strong>l equipo lo permitan para terminar <strong>de</strong><br />
dar forma al anillo <strong>de</strong>ntro <strong>de</strong> la caja <strong>de</strong>l prensaestopas. No tema en ajustar firmemente,<br />
ya que cuanto mas apretado resulte el conjunto, mejor será su funcionamiento.<br />
11. Gire el eje a mano varias veces usando una llave <strong>de</strong> tubo o una llave <strong>de</strong> cinta.<br />
12. Repita este procedimiento con cada anillo (gire cada unión 90º), hasta que la caja<br />
este completa.<br />
Blanco Encalada 35, Villa Martelli (B1603BMA) <strong>–</strong> Buenos Aires <strong>–</strong> Argentina<br />
Tel.: (54 011) 4709-0069 (líneas rotativas) <strong>–</strong> Fax: (54 11) 4709-0066<br />
E-mail: web@dinatecnica.com.ar <strong>–</strong> Internet: www.dinatecnica.com.ar<br />
Página 3 <strong>de</strong> 4
Nota Para servicio sin goteo:<br />
Use entre 3 a 5 anillos <strong>de</strong> cierre con fluídos fríos, lo mismo que se requiere con fluídos<br />
calientes. Se pue<strong>de</strong> usar un buje metálico o <strong>de</strong> carbón como anillo espaciador, entre el<br />
último anillo y el collarín <strong>de</strong>l prensaestopas para reducir el número <strong>de</strong> anillos requeridos<br />
para completar el llenado <strong>de</strong> la caja.<br />
No <strong>de</strong>ben usarse anillos o bujes plásticos.<br />
13. Con los anillos completamente comprimidos en la caja, espere 15 o 30 minutos<br />
para permitir su completo asentado.<br />
14. Afloje el anillo <strong>de</strong> prensaestopas y permita el relajamiento <strong>de</strong> los anillos por<br />
15 o 30 minutos.<br />
15. Apriete los tornillos <strong>de</strong> la caja firmemente.<br />
16. Si fuera posible, mueva la bomba lentamente varias veces, para recubrir el eje con<br />
una capa <strong>de</strong> <strong>grafito</strong>.<br />
FIGURA 1 FIGURA 2<br />
Blanco Encalada 35, Villa Martelli (B1603BMA) <strong>–</strong> Buenos Aires <strong>–</strong> Argentina<br />
Tel.: (54 011) 4709-0069 (líneas rotativas) <strong>–</strong> Fax: (54 11) 4709-0066<br />
E-mail: web@dinatecnica.com.ar <strong>–</strong> Internet: www.dinatecnica.com.ar<br />
FIGURA 3<br />
Página 4 <strong>de</strong> 4