Mimeógrafo N° 1 LA TECNICA Y LOS PROCEDIMIENTOS ... - ICPA
Mimeógrafo N° 1 LA TECNICA Y LOS PROCEDIMIENTOS ... - ICPA
Mimeógrafo N° 1 LA TECNICA Y LOS PROCEDIMIENTOS ... - ICPA

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Mimeógrafo</strong> <strong>N°</strong> 1<br />
<strong>LA</strong> <strong>TECNICA</strong> Y <strong>LOS</strong> <strong>PROCEDIMIENTOS</strong> MAS COMUNES DE <strong>LA</strong><br />
FABRICACION DE <strong>LOS</strong> MOSAICOS<br />
En estos informe se expone el proceso de fabricación de los<br />
mosaicos, señalando los factores determinantes para obtener un buen producto<br />
y las fallas mas comunes de las practicas rutinarias de su elaboración.<br />
En la republica Argentina, los mosaicos fabricados a base de<br />
cemento Pórtland pueden dividirse en dos grandes grupos: los mosaicos<br />
calcáreos y los mosaicos graníticos.<br />
Señalemos una anomalía en la designación de los mosaicos y es la<br />
siguiente: se denominan “calcáreos” los mosaicos que precisamente carecen<br />
de materiales calcáreos en concepto de materia inerte, puesto que sólo constan<br />
de arena, cemento y colorantes inorgánicos. Y se denominan “graníticos” los<br />
mosaicos cuya superficie de desgaste esta constituida precisamente por<br />
granulados de naturaleza calcárea (fragmentos de mármol de Carrara, verde<br />
alpe, travertino, ónix mármol y rosado, etc...) y el resto está formado por un<br />
mortero de arena y cemento generalmente, pues no es común la adición de<br />
agregados gruesos comprendidos entre los tamices de 4,8 mm y 19.0 mm..<br />
FABRICACION DE <strong>LOS</strong> MOSAICOS CALCAREOS<br />
Maquinarias e implementos<br />
Puesto que virtualmente todo mosaico es una mezcla prensada de<br />
cemento portland, arena de distintas granulometrías y colorantes, la prensa<br />
constituye el implemento principal. Existen dos clases de prensas: 1) las de<br />
“balancín”, movidas a mano, con uno o dos bujes en el eje central roscado; 2)<br />
las prensas hidráulicas de gran producción y de compresión uniforme y<br />
regulable.
La potencia de dichas prensas oscilan entre 10 t y 12 t , que<br />
aplicadas a la superficie de los mosaicos de 20 cm x 20 cm (que son los más<br />
comunes), da una compresión de 30 kg/cm 2 .<br />
Las prensas hidráulicas suministran una compresión que fluctúa<br />
entre 20 kg/cm 2 y 100 kg/cm 2 (una potencia de 40 t y es excepcional exceder<br />
de dichos guarismos.<br />
Después de la prensa, siguen en orden de importancia, las<br />
“hormas” y los “moldes”.<br />
Se denomina “hormas” al recuadro de acero asentado sobre una<br />
plancha también al acero de gran solidez, recuadro que tiene en uno de sus<br />
ángulos un cierre o tornillo y en el ángulo opuesto una bisagra, lo cual permite<br />
introducir el “molde” dentro de una horma, sujetarlo cuando se prensa el<br />
mosaico y extraerlo fácilmente con sólo aflojar la manija del recuadro. El<br />
“molde” no es sino el diseño del mosaico, que generalmente se hace con unas<br />
chapitas de zinc, soldadas en tal forma que el canto se asienta perfectamente al<br />
fondo de la horma, dividiéndola en porciones decorativas que se llenan con<br />
“ pastinas ” de distintos colores; por lo general no excede 2,5 cm de alto.<br />
El complemento de la horma as la “Tapa” que ajusta perfectamente<br />
dentro la horma y esta destinada a recibir la presión del tope de la prensa,<br />
comprimiendo el material dentro de la horma.<br />
Las hormas para mosaicos se fabrican en la República Argentina<br />
con las siguientes medidas: 15 cm x 15 cm ; 20 cm x 20 cm; 30 cm x 30 cm y<br />
40 cm x 40 cm.<br />
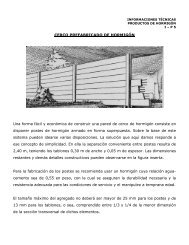
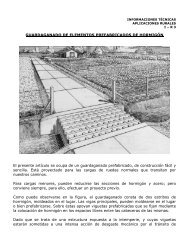
Otro implemento indispensable y de escaso valor es lo que llaman<br />
en algunas fábricas ”el cesto”, que está formado, esencialmente, por dos<br />
planchuelas de hierro que enmarcan 25 mosaicos apilados de canto por tres<br />
lados (la base y los costados laterales) con agarraderas en los extremos para<br />
facilitar el transporte desde la estiba a la pileta y de esta a la estiba de<br />
estacionamiento.<br />
También son necesarios los clasificadores de arena según su<br />
granulometría y muy pocas fábricas disponen de ellos.
<strong>LOS</strong> TRES ESTRATOS O CAPAS DE <strong>LOS</strong> MOSAICOS:<br />
La “ Pastina ”- La “Seca”- La “Baña”<br />
La “Pastina”: forma la cara superior del mosaico, que ostenta el<br />
diseño colorado y soporta la fricción del tránsito. Tiene que poseer el mosaico<br />
una perfecta lisura y tanto más lisa y perfecta será su superficie cuanto más<br />
pulido este el fondo de la horma. Cuando con el uso se advierta algún<br />
“picado”en la horma entonces se retoca para mejorar su superficie.<br />
Antes de aplicar la “pastina”, es necesario lubricar las caras y los<br />
bordes de la horma y la tapa, con el fin de facilitar el despegue del mosaico<br />
después de prensado.<br />
El lubricante empleado con mayor éxito en las fabricas de<br />
mosaicos consiste en una mezcla de 80% de kerosene y 20% de aceite de lino<br />
crudo. Este lubricante forma una tenue película aislante que impide que las<br />
pastinas y la baña se adhieran a la horma y a la tapa.<br />
Es indispensable lubricar inmediatamente después de despegado el<br />
mosaico para preparar la prensa siguiente. El molde en cambio, no se lubrica<br />
con materiales grasos, sino que se lava sumergiendo y agitándolo dentro de<br />
una tina con agua.<br />
La “pastina” se elabora mezclando una parte del colorante con<br />
cinco partes aproximadamente de agua y luego se le añade cemento portland<br />
hasta obtener una pastina homogénea con una consistencia análoga a la de una<br />
pintura algo clarita. Se añade también a la pastina arena muy fina o marmolina<br />
<strong>N°</strong> 80 si la pastina se elabora con cemento blanco. La proporción de arena o<br />
marmolina, con respecto al cemento, fluctúa entre una mitad y una cuarta<br />
parte.<br />
La exacta consistencia de la pastina facilita su distribución hacia<br />
todos los ángulos del molde, lo cual no se logra si es muy espesa.<br />
Inclinando la horma hacia todos los rumbos y con un ángulo que<br />
nunca pasa de los 45° se consigue que la pastina llegue a cubrir<br />
uniformemente la cara de la horma con un espesor que fluctúa entre 2 y 3 mm.
Si la pastina es muy clara (o sea algo aguada) los inconvenientes se<br />
acrecientan; queda mal definida, borroneada, las líneas de separación de los<br />
distintos colores, sin contar que el exceso de agua impide algunas veces que la<br />
“seca” pueda absorber el agua sobrante de la pastina, lo cual también dificulta<br />
el despegue del mosaico y su posterior estabilidad antes de fraguar el cemento.<br />
La operación posterior consiste en extraer el molde de la horma, lo<br />
cual debe hacerse con gran cuidado, para evitar que se “corran” las patinas de<br />
distintos colores y se borronee el diseño del mosaico. Se procede de la<br />
siguiente manera: colocada la horma sobre la plancha de hierro que cruza en<br />
ambos sentidos las plataformas de las prensas, con un ángulo de 90°, se afloja<br />
algo (lo indispensable) la manija del marco de la horma, lo cual permite<br />
levantar el molde en sentido perfectamente perpendicular, sin que se desdibuje<br />
el mosaico.<br />
Queda entonces el mosaico en elaboración, en disposición de serle<br />
aplicada la mezcla “seca”, pero antes de proseguir con esta otra fase de la<br />
fabricación dedicaremos algunos párrafos a descubrir las fallas más comunes<br />
en que incurren los fabricantes de mosaicos, en la preparación de las pastinas<br />
y esbozaremos además algunas nociones sobre colorantes.<br />
Un error muy común consiste en preparar una cantidad excesiva de<br />
pastina. Los inconvenientes que se originan son de orden diverso y sin duda<br />
alguna de vital importancia. Cuando se prepara una cantidad considerable de<br />
pastina al cabo de mas de 3 h cuando se emplea cemento Pórtland normal<br />
y 1,5 h cuando se usa cemento de alta resistencia inicial, empieza a espesarse<br />
la pastina (se inicia el fraguado del cemento) y por regla general, los oficiales<br />
mosaiquistas añaden sucesivamente mayor cantidad de agua para mantener la<br />
pastina suficientemente fluida. Como es natural, estos fluyen en forma<br />
decisiva, en la disminución de la resistencia a la fricción que la superficie del<br />
mosaico debe poseer, la mayor parte de los mosaicos que a los pocos años de<br />
colocados se descascaran, demuestran haberse resentido de la adición de agua<br />
cuando ya se había iniciado el fraguado.<br />
Otra falla muy común es la de suponer que por razones de la alta<br />
proporción de cemento que compone la pastina, no importa las impurezas que<br />
la arena fina pueda contener. Realmente, influyen mucho las materias<br />
arcillosas que algunas arenas finas contienen y gran parte de las fisuras o<br />
grietas superficiales filiformes que aparecen después del curado de los<br />
mosaicos obedecen a dicha causa.
Los cementos portland normales suministran excelentes pastinas de<br />
color negro, marrón, rojo oscuro, amarillo intenso, y, desde luego, el color<br />
natural gris verdoso más o menos oscuro según la marca del cemento.<br />
En cuanto se debe disponer de colores claros, por ejemplo: color<br />
arena claro, verde, azul, etc..., ya es indispensable recurrir a los elementos<br />
blancos.<br />
<strong>LOS</strong> COLORANTES<br />
Los colorantes para los mosaicos son los mismos óxidos metálicos<br />
que se emplean en el hormigón. Por lo general, los fabricantes aceptan que<br />
con los colores no es conveniente efectuar ensayos a ciegas y por su parte los<br />
fabricantes de colorantes se esmeran en perfeccionar sus productos.<br />
Existen en el país varios fabricantes de colorantes y en rigor de<br />
verdad no hemos podido comprobar algunas adulteraciones que afecta en la<br />
buena calidad del colorante en los productos que expenden como genuinos<br />
para la fabricación del mosaico. Casi siempre que las fábricas tienen<br />
dificultades con el color que se añade a las pastinas es debido a que por una<br />
economía mal entendida emplean productos de calidad inferior, adquiridos a<br />
bajo precio desviándose de las indicaciones del fabricante de colorantes que<br />
tiene la tendencia de vender mejor productos a un costo más elevado.<br />
Forzados a vender a bajo precio, surgen calidades inferiores.<br />
Queremos señalar aquí la relación que se produce entre los<br />
cementos portland y los colorantes, aunque estos sean tan estables como los<br />
óxidos metálicos.<br />
El cemento portland tiene una reacción alcalina y se admite<br />
generalmente que al hidratarse el cemento con reacción netamente básica,<br />
tiende a convertir los óxidos en hidratos, de poder colorante inferior, Estos<br />
aparte de la acción decolorante de los rayos del sol constituyen el motivo<br />
principal que los colorantes empleados en la fabricación de mosaicos y en<br />
general con el hormigón, pierden su intensa coloración con los años,<br />
particularmente propensos a decolorarse con los colores: azul, verde y mucha<br />
menor escala los demás.
Es evidente que según sea la composición del cemento portland<br />
esta acción será mas o menos intensa. Especial influencia tiene la presencia de<br />
cal libre y los álcalis; cuando mayor sea la proporción de estos, presentes en el<br />
cemento, mayor será la decoloración, aunque se usen colorantes<br />
irreprochables, vale decir, de buena calidad.<br />
Los colorantes que se emplean en la República Argentina poseen<br />
una calidad muy uniforme y sólo por excepción se registra un desequilibrio en<br />
su composición. Los elementos portland nacionales en general son de calidad<br />
excelente, de manera que si se produce alguna decoloración fuera de lo<br />
normal, debe investigarse si el colorante empleado contiene álcalis.<br />
Un buen pigmento para la industria de los mosaicos debe reunir<br />
una serie de condiciones que expondremos lo más brevemente posible.<br />
1°- Debe poseer una extrema finura de molienda – Cualidad primordial, sin<br />
duda alguna, y que se descuida su control lamentablemente. Porque mientras<br />
se determina frecuentemente la finura de molienda del cemento, es absurdo<br />
que no existan ni normas que fijen el residuo de los colorantes sobre los<br />
tamices 4,8 mm 6,2 mm y 16,3 mm, con mayor motivo si se considera que la<br />
finura del colorante está en razón directa con su rendimiento.<br />
2°- Tiene que ser de composición química conocida – porque ello facilita<br />
enormemente el ensayo que damos a continuación para cada clase de color.<br />
3°- Los colorantes deben estar libres completamente de agua de cristalización-<br />
Algunos colorantes se obtienen por la precipitación de hidratos que por<br />
calcinación pasan a óxidos, si por defectuosa calcinación queda agua de<br />
cristalización será perjudicial para el mosaico.<br />
4°- Los colorantes será de origen inorgánico – Indudablemente, los colores a<br />
base de sustancias orgánicas han mejorado notablemente en los últimos años y<br />
es frecuente que los vendedores de colores de anilina intenten colocar sus<br />
productos entre los fabricantes de mosaicos, en virtud especialmente de su<br />
gran rendimiento en soluciones. Deben exigirse colorantes de origen<br />
inorgánico porque son más estables, no se decoloran ni tienen influencia<br />
nociva en los morteros y hormigones, las anilinas resisten muy mal a la<br />
intemperie.
5°- Serán los colorantes perfectamente resistentes a la luz – Algunos<br />
productos colorantes son inorgánicos y sin embargo resisten mal la luz (por<br />
ejemplo los manganatos y permanganatos de potasio, etc...) porque los rayos<br />
actínicos del sol los destruyen.<br />
6°- Los colorantes deben estar exento de sales solubles (orgánicas o<br />
inorgánicas) y tanto de naturaleza ácida como alcalina – El inconveniente<br />
principal de los colorantes que contengan dichas sales, es que producen<br />
eflorescencias, defecto que casi siempre se atribuye al cemento portland,<br />
especialmente si son de naturaleza alcalina, por lógica carbonatación con el<br />
CO2 de la atmósfera.<br />
7°- Los colorantes deben estar libres de yeso para que las pastinas coloreadas<br />
no se agrieten después de estacionados los mosaicos - La presencia de yeso es<br />
notablemente alta en los azules a la cal, llamados “Azul de Cassel”, “Azul de<br />
Nervelt” y “Azul Inglés”. Su composición química la constituye un<br />
“carbonato básico de cobre” que no se modifica con adición de sales de calcio,<br />
por lo que se expenden mezclados con yeso. Son de precio reducido y algunos<br />
fabricantes de mosaicos los emplean cuando les exigen bajos precios.<br />
Algo análogo sucede con el colorante verde llamado “verde a la<br />
cal”, que en los colores de bajo precio trata de suplantar al óxido de cromo,<br />
que también contiene la adición de sulfatos de calcio.<br />
Cuando más yeso contienen los pigmentos tanto mas fácilmente se<br />
agrieta el mosaico, porque al absorber el agua aumenta el volumen.<br />
8°- Los pigmentos colorantes usados en la industria de los mosaicos deben ser<br />
completamente insolubles en agua. – Porque lógicamente de lo contrario no<br />
ofrece ninguna resistencia a los agentes atmosféricos y pierden su color con<br />
los reiterados lavados.<br />
9º - Deben poseer perfecta adherencia a los componentes de los morteros y<br />
hormigones – Formando una íntima mezcla con el cemento y los agregados<br />
para que alcancen una duración análoga a la de los otros integrantes.<br />
10°- No debe haber sido adulterados con adiciones de materias tintóreas o<br />
aceites minerales ni caolines o arcillas para aumentar el peso – La razón de<br />
ellos es obvia. La materia provenientes de aceites minerales no permite un
uen empaste con el agua y la adición de arcilla favorece el desarrollo de<br />
fisuras.<br />
EFECTOS PRODUCIDOS CON EL ENSAYO DE COLORES<br />
MINERALES AL SER TRATADO POR DETERMINADOS<br />
REACTIVOS<br />
Color<br />
Mineral<br />
Oxido de<br />
Hierro rojo<br />
Ocre<br />
(pardo)<br />
Amarillo de<br />
zinc Zn(CrO4)<br />
Negro de<br />
humo<br />
Verde de<br />
Ultramar<br />
Oxido de<br />
cromo (verde)<br />
Acido<br />
Clorhídrico<br />
Sol. Normal<br />
Lentamente<br />
soluble<br />
Color amarillo<br />
Soluble con color<br />
amarillo-residuo<br />
blanco<br />
Por ebullición<br />
para anaranjado<br />
Hidrato de<br />
Sodio<br />
Sol.<br />
Normal<br />
Solución<br />
Amarilla<br />
Solución<br />
amarilla<br />
Inatacable Pasa a<br />
color<br />
Se anula el color<br />
con<br />
Formación de<br />
H2S<br />
Lentamente<br />
soluble<br />
Color verde<br />
Verde de cal Rápidamente<br />
soluble<br />
Azul de<br />
ultramar<br />
Decoloración<br />
Formación de<br />
HS2<br />
Sulfato de<br />
Amonio<br />
Sol. Normal<br />
Ennegrecimie<br />
nto por acción<br />
prolongada<br />
Color entre<br />
pardo y<br />
marrón<br />
Ignición<br />
Lámpara de .<br />
Bunsen<br />
Amarillo<br />
oscuro<br />
Fe3O4<br />
Color pardo<br />
rojizo<br />
Soluble Perla de<br />
cromo<br />
marrón<br />
Inatacable Arde<br />
Inatacable Inatacable Pasa a color<br />
azul<br />
Inatacable<br />
Verde opaco Inatacable<br />
Inatacable Inatacable Rojo<br />
amarillento<br />
Inatacable Inatacable Inatacable
Rendimiento del pigmento<br />
ENSAYOS FISICOS<br />
Se adquiere un poco de óxido de hierro de 100% de pureza y se<br />
mezcla con óxido de zinc, químicamente puro, en las siguientes proporciones:<br />
1:1, 1:3, 1:5, 1:15, etc..<br />
Estas muestras se mezclan luego con una solución de goma<br />
arábiga, hasta la consistencia de una pintura y se pintan unos papeles blancos,<br />
fuertes, de unos 10 cm x 20 cm y se deja secar.<br />
El mismo procedimiento se sigue con el óxido de hierro que se desea ensayar<br />
y una vez comparados los papeles de igual porcentaje de pigmento se puede<br />
deducir su probable rendimiento.<br />
El mismo procedimiento se sigue con los otros pigmentos ya sea de<br />
color verde, azul, etc..<br />
Eflorescencias – Los pigmentos de calidad inferior, según ya hemos<br />
manifestado, contienen cloruros y sulfatos solubles y que después del<br />
fraguado de la pastina producen las eflorescencias en forma de cristales. No<br />
siempre estas sales provienen de los colorantes, pues pueden estar en<br />
soluciones en el agua e incluso la arena puede ser vehículo de alcalinidad que<br />
al carbonatar produce las temidas eflorescencias.<br />
La tendencia del pigmento a producir eflorescencias se ensaya<br />
mezclándolo con agua destilada, y extendiendo la pasta con un espesor de<br />
unos 2 mm -3 mm sobre un vidrio plano y dejando sacar la muestra al sol.<br />
La presencia de sales capaces de producir eflorescencias en los<br />
mosaicos se manifiesta con la aparición de cristalizaciones blancas en la<br />
periferia del color que se extendió sobre el vidrio.<br />
Resistencia a la luz – Se sigue el mismo procedimiento que hemos descripto<br />
para ensayar el rendimiento de los pigmento, para después exponerlos a la luz<br />
del sol, cubriendo la mitad de la superficie pintada con un papel negro<br />
embreado o mejor aún con una lámina de plomo de 0,5 mm a 1 mm de
espesor. Un buen pigmento no debe acusar diferencia de tono entre la parte<br />
protegida y la expuesta a la luz del sol, después de 2 meses por lo menos.<br />
Constancia de volumen – Se moldean unas plaquetas con 100 g de cemento,.<br />
20 g de colorante y 30 cm 3 de agua. Se mantienen en ambiente húmedo<br />
durante 24 h, después de lo cual se someten durante 2 h ó 3 h a 120°C. Si en<br />
la superficie de la plaqueta se advierten algunas grietas radiales, que tienden a<br />
ensancharse hacia el borde, puede deducirse la presencia de hasta un 3% de<br />
sulfato en los colorantes.<br />
Sales orgánicas – La presencia de sales orgánicas, todas perjudiciales para los<br />
colores, se comprueban exponiendo el pigmento a la llama de un mechero<br />
Bunsen sobre una chapita de acero. Al calentarse existe siempre un cambio de<br />
color que para este ensayo no tiene importancia, pero que revelará la presencia<br />
de sales orgánicas si aparece una carbonización en la mezcla o se desprende<br />
humo con color a brea.<br />
Colorantes solubles en agua – Con frecuencia se adulteran los colorantes con<br />
adición de soluciones que comunican unos tonos más vivos al pigmento,<br />
aunque esto no se hace extensivo al colorear el cemento.<br />
Es muy fácil de investigar tal adulteración, pues bastara colocar un<br />
poco de la muestra del colorante sobre un papel de filtro y éste a su vez en un<br />
embudo. Se coloca un vaso de vidrio debajo del embudo y se hecha poco a<br />
poco agua caliente sobre el colorante.<br />
Si el colorante es puro, sin colorantes solubles, el agua pasará el<br />
vaso completamente incoloro; y si pasa coloreada puede afirmarse que el<br />
pigmento ha sido adulterado con colores de anilina.<br />
Antes de cerrar este capítulo sobre colorantes, dejaremos<br />
establecido que contrariamente a lo que generalmente se admitía, la adición de<br />
colorantes (especialmente el óxido de hierro y el óxido de cromo aumenta la<br />
resistencia de morteros y hormigones, especialmente si su proporción con<br />
respecto al peso del cemento no supera en mucho al 10%. Las investigaciones<br />
que realizó en tal sentido el “Pittsburgh Testing Laboratory” fueron<br />
definitivas.
MEZC<strong>LA</strong>S DE COLORANTES PARA TONOS INTERMEDIOS<br />
Es fácil advertir que el numero de óxido metálico que producen<br />
colores firmes en las mezclas con cementos es muy limitada, porque en<br />
resumen quedan reducidos a los siguientes:<br />
Negro Oxido negro de hierro (Fe3 O4)<br />
Oxido negro de magnesio<br />
Negro de humo<br />
Rojo Oxido rojo de hierro (Fe2O3)<br />
Pardo Oxido de hierro (Fe2O3)<br />
Amarillo Ocre (oxido de hierro hidratado)<br />
Cromato de zinc (ZnCrO4)<br />
Cromato de bario (BaCrO4)<br />
Verde Oxido verde de cromo (Cr2O3)<br />
Azul Oxido de Cobalto (Co2O3)<br />
Ferricianuro ferrico (Fe4(CN)6Fe)<br />
Azul de Turnubull (Ferricianuro ferroso)<br />
Se pueden obtener tonos muy diversos, procediendo a la mezcla de<br />
los precipitados, especialmente con colores tenues que requieran una base de<br />
cemento blanco.<br />
Por ejemplo:<br />
Anaranjado: Con Oxido férrico rojo y amarillo limón.<br />
Amarillo rojizo: Oxido de magnesio 4p.<br />
Oxido férrico 6p.<br />
Oxido ferroso férrico 2p.<br />
Verde mar: Oxido de cromo con algo de óxido de cobalto.<br />
Verde claro: Oxido de cromo con adición de amarillo de zinc.<br />
Violeta: Oxido de cobalto con adición de oxido rojo de<br />
hierro.
La combinación con tonos intermedios son múltiples y no las<br />
detallamos en gracias a la brevedad.<br />
La “seca”, su rol y proporciones – reanudando la descripción del proceso de<br />
fabricación de los mosaicos, llegamos al punto que debe aplicarse la “seca”.<br />
Las pastinas que se aplican con un exceso de agua obligado deben<br />
ceder el agua sobrante a la mezcla “seca” para a su vez hidratarla y formar una<br />
perfecta unión entre las capas componentes.<br />
La seca debe restar el agua excedente de la pastina por “absorción”<br />
y de ahí que no convengan arenas finas que mezcladas con cemento no tienen<br />
suficiente porosidad, sino que se emplea por lo general arena gruesa y<br />
cemento, en partes iguales.<br />
Esta absorción no verifica en parte antes de ser prensada el<br />
mosaico y en forma total después de la presión a que el mosaico es sometido.<br />
Si la absorción ha sido efectiva, al desprenderse el mosaico de la<br />
horma con toda facilidad, después del prensado; si por ser escasa la cantidad<br />
de “seca” no absorbe todo el excedente, la pastina “se corre”, se borronea el<br />
diseño y despega mal de la horma o no se despega, según los casos.<br />
Basta lo expresado para deducir que los fabricantes de mosaicos (y<br />
aún más los oficiales que trabajan a contrato) tiene el mayor interés de un<br />
despegue rápido. Y no conformándose con la absorción que desarrolla el<br />
cemento portland, es frecuente que la añadan “cal hidráulica”, lo cual plantes<br />
una bifurcación de tal variantes. Si la proporción no excede del 5% del<br />
cemento empleado, no produce un gran efecto, pero si se aumenta la<br />
proporción en la seca, especialmente si se trata de cal mal apagada, es<br />
evidente que aumenta la absorción pero posteriormente aparece un<br />
agrietamiento lamentable.<br />
El cemento empleado en la seca debe ser de excelente calidad, de<br />
igual clase que el empleado en las pastinas y la baña, aunque la mezcla de la<br />
seca no sufra ni la fricción como la pastina, no soporte la mayor parte de la<br />
compresión del tránsito desarrollado sobre los mosaicos.<br />
Especialmente perjudiciales para la seca, son los<br />
“impermeabilizantes” de cualquier clase que sean, tanto si se trata de
estearatos de calcio, aluminio o amonio, como si son de orden parafínico, o<br />
soluciones de hidrocarburos.<br />
Se ha comprobado reiteradamente que basta un 0.5% de materia<br />
grasa, con respecto al paso del cemento, añadido a la “seca”, para que los<br />
fabricantes de mosaicos ya experimenten serias dificultades en su elaboración.<br />
La “baña” – La “baña” integra la mayor parte del mosaico, aproximadamente<br />
un 60% del espesor total.<br />
Una mezcla excepcionalmente buena sería la de una parte de<br />
cemento portland y tres partes de arena bien graduada. Posiblemente esta<br />
mezcla seria excesiva en ciertos casos y por esto lo más común es la mezcla<br />
de 1:4 en las fábricas que elaboran un buen producto porque en otras que no<br />
tienen un gran interés en fabricar bien o esporádicamente cuando vende<br />
mosaicos a un precio menor que el estipulado para los mosaicos de primera<br />
calidad se emplea la mezcla 1:5 y hasta 1:6, como lo hemos comprobado<br />
muchas veces.<br />
La “baña” permite una mezcla que incluso podría contener una<br />
cierta proporción de agregados superior en tamaño a los 4,8 mm, ya fuese<br />
granza o arena granítica, etc..., que desde luego debería ser, perfectamente<br />
limpia y libre de materias arcillosas.<br />
La “baña” debe poseer un determinado grado de humedad que al<br />
ser prensado el mosaico, permita que se hidrate suficientemente el cemento<br />
para formar un solo block de cohesión bien compactada.<br />
La cantidad de agua que se añade a la mezcla de baña depende del<br />
grado de humedad que tenga el agregado y aunque no tiene una medida<br />
rigurosa, nunca hemos comprobado que se hayan producido dificultades por<br />
tal motivo.<br />
Se percibe al tanteo cuando la mezcla tiene humedad suficiente;<br />
tomándola con la mano y oprimiéndola fuertemente, queda algo moldeada, sin<br />
que llegue a segregar agua en la menor cantidad, ni por la presión de la prensa,<br />
ni mucho menos al exprimirla con la mano.
Si después del prensado se advierte que la baña queda algo<br />
húmeda, siempre se dispone la adición de otra parte de baña sin humedecer,<br />
mezclando bien para formar una porción perfectamente homogénea.<br />
Se coloca la mezcla de baña, por consiguiente, sobre la mezcla de<br />
seca; se distribuye la capa rápidamente, en forma que tenga dentro del marco<br />
de la horma el mismo espesor y se somete al prensado, ya sea con la prensa o<br />
balancín o bien con la prensa hidráulica.<br />
El curado – El “curado” de los mosaicos es una de las fases de la fabricación<br />
que está por lo general mas descuidada. Ello obedece a causas múltiples y<br />
trataremos de concretar algunas. Supongamos una fábrica con una sola prensa,<br />
que a su vez pueden utilizarla por turnos los cuatro oficiales que trabajan en<br />
ella. Si se trabajan con pastinas de un solo color, por ejemplo en el caso de<br />
fabricar mosaicos para veredas, etc. – un buen oficial puede hacer hasta 200<br />
mosaicos por día y los cuatro 800, que representan un volumen diario de<br />
0,960 m 3 y que en 7 d se eleva a 6,7 m 3 .<br />
Por lo general, las piletas para el curado no tienen ni la tercera<br />
parte de dicha capacidad; una medida bastante común es la de 2,50 m de largo<br />
por 1,20 de ancho y 0,60 m de altura, lo cual es un volumen utilizable menor<br />
de 8,8 m 3 .<br />
En el mejor de los casos, los mosaicos que se depositan en la pileta<br />
se sacan a las 24 h, porque los cuatro oficiales en dos días llenan la pileta por<br />
completo; y decimos en el mejor de los casos porque lo habitual es retirar de<br />
la pileta por la tarde los mosaicos que se sumergieron por la mañana.<br />
Bajo todo punto de vista, este curado es suficiente y los fabricantes<br />
pierden una resistencia, que podría obtener a muy bajo costo, con sólo<br />
prolongar la inmersión de los mosaicos en agua.<br />
El estacionamiento de los mosaicos antes de sumergirlos en la<br />
pileta también adolece por lo general de defectuoso, porque quedan los<br />
mosaicos (en lugar de estar a cubierto del viento y del sol y en lugar saturado<br />
de humedad) a la intemperie o con un resguardo precario bajo unas chapas de<br />
zinc que irradian gran calor en verano, provocando una desecación del<br />
mosaico rápido.
Podemos afirmar que el 90% de los casos de la aparición de<br />
grietas, fisuras radiadas, filiformes, en los bordes de los mosaicos obedecen a<br />
un estacionamiento en ambiente seco y expuesto los mosaicos al viento, sin la<br />
debida protección.<br />
En la mayor parte de los casos que nos han sido consultados acerca<br />
de la aparición de grietas, hemos conseguido su eliminación aconsejando mas<br />
baja temperatura en verano para el estacionamiento de los mosaicos. Por<br />
ejemplo: colocando una capa de paja sobre el techo de zinc y disponiendo<br />
frente a la estantería o cubriendo las pilas una bolsa de arpillera,<br />
frecuentemente humedecidas.<br />
Las piletas de reducida capacidad presentan otros inconvenientes;<br />
requieren una renovación considerable del agua y al no efectuarla con la<br />
frecuencia debida, el agua se carga de sales alcalinas que llegan a atacar<br />
algunas veces los colores de los mosaicos.<br />
Los mosaicos deberían fraguar en ambiente húmedo y temperatura<br />
moderada, para luego estar sumergidos siete días en el agua o bien cuatro días<br />
sumergidos y el resto hasta siete días bajo una lluvia que los mantuviese<br />
húmedos; todo lo que se aparte de tal procedimiento será en perjuicio de la<br />
posible resistencia que se podría alcanzar.<br />
Empleando cementos portland normales, el estacionamiento de los<br />
mosaicos antes de ser colocados deberían prolongarse hasta 28 d, para tener la<br />
seguridad de disponer de los mosaicos, firmes, resistentes y estables, a<br />
cubierto de posibles sorpresas.