

CNC 8055 - Ejemplos de programación (modelo ... - Fagor Automation
CNC 8055 - Ejemplos de programación (modelo ... - Fagor Automation
CNC 8055 - Ejemplos de programación (modelo ... - Fagor Automation

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
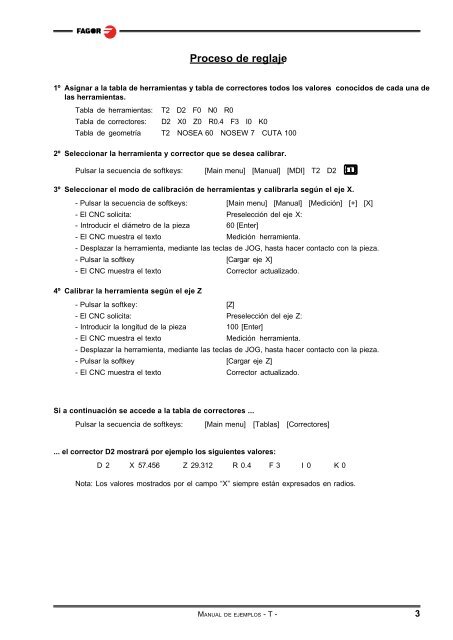
Proceso <strong>de</strong> reglaje<br />
1º Asignar a la tabla <strong>de</strong> herramientas y tabla <strong>de</strong> correctores todos los valores conocidos <strong>de</strong> cada una <strong>de</strong><br />
las herramientas.<br />
Tabla <strong>de</strong> herramientas: T2 D2 F0 N0 R0<br />
Tabla <strong>de</strong> correctores: D2 X0 Z0 R0.4 F3 I0 K0<br />
Tabla <strong>de</strong> geometría T2 NOSEA 60 NOSEW 7 CUTA 100<br />
2º Seleccionar la herramienta y corrector que se <strong>de</strong>sea calibrar.<br />
Pulsar la secuencia <strong>de</strong> softkeys: [Main menu] [Manual] [MDI] T2 D2<br />
3º Seleccionar el modo <strong>de</strong> calibración <strong>de</strong> herramientas y calibrarla según el eje X.<br />
- Pulsar la secuencia <strong>de</strong> softkeys: [Main menu] [Manual] [Medición] [+] [X]<br />
- El <strong>CNC</strong> solicita: Preselección <strong>de</strong>l eje X:<br />
- Introducir el diámetro <strong>de</strong> la pieza 60 [Enter]<br />
- El <strong>CNC</strong> muestra el texto Medición herramienta.<br />
- Desplazar la herramienta, mediante las teclas <strong>de</strong> JOG, hasta hacer contacto con la pieza.<br />
- Pulsar la softkey [Cargar eje X]<br />
- El <strong>CNC</strong> muestra el texto Corrector actualizado.<br />
4º Calibrar la herramienta según el eje Z<br />
- Pulsar la softkey: [Z]<br />
- El <strong>CNC</strong> solicita: Preselección <strong>de</strong>l eje Z:<br />
- Introducir la longitud <strong>de</strong> la pieza 100 [Enter]<br />
- El <strong>CNC</strong> muestra el texto Medición herramienta.<br />
- Desplazar la herramienta, mediante las teclas <strong>de</strong> JOG, hasta hacer contacto con la pieza.<br />
- Pulsar la softkey [Cargar eje Z]<br />
- El <strong>CNC</strong> muestra el texto Corrector actualizado.<br />
Si a continuación se acce<strong>de</strong> a la tabla <strong>de</strong> correctores ...<br />
Pulsar la secuencia <strong>de</strong> softkeys: [Main menu] [Tablas] [Correctores]<br />
... el corrector D2 mostrará por ejemplo los siguientes valores:<br />
D 2 X 57.456 Z 29.312 R 0.4 F 3 I 0 K 0<br />
Nota: Los valores mostrados por el campo “X” siempre están expresados en radios.<br />
MANUAL DE EJEMPLOS - T - 3














