Diseño de Herramientas de Forja en Frio y Caliente Auxiliados por ...
Diseño de Herramientas de Forja en Frio y Caliente Auxiliados por ...
Diseño de Herramientas de Forja en Frio y Caliente Auxiliados por ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
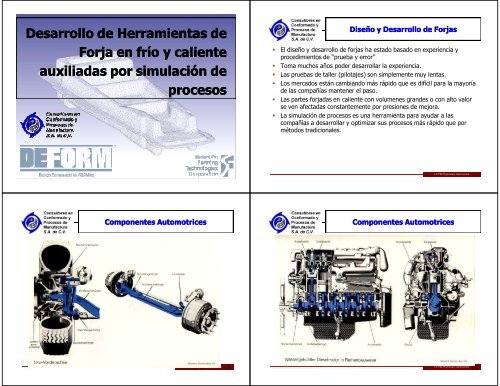
Desarrollo <strong>de</strong> <strong>Herrami<strong>en</strong>tas</strong> <strong>de</strong><br />
<strong>Forja</strong> <strong>en</strong> frío y cali<strong>en</strong>te<br />
auxiliadas <strong>por</strong> simulación <strong>de</strong><br />
procesos<br />
<br />
<br />
<br />
<br />
<br />
<br />
Diseño y Desarrollo <strong>de</strong> <strong>Forja</strong>s<br />
El diseño y <strong>de</strong>sarrollo <strong>de</strong> forjas ha estado basado <strong>en</strong> experi<strong>en</strong>cia y<br />
procedimi<strong>en</strong>tos <strong>de</strong> “prueba y error”<br />
Toma muchos años po<strong>de</strong>r <strong>de</strong>sarrollar la experi<strong>en</strong>cia.<br />
Las pruebas <strong>de</strong> taller (pilotajes) son simplem<strong>en</strong>te muy l<strong>en</strong>tas.<br />
Los mercados están cambiando más rápido que es difícil para la mayoría<br />
<strong>de</strong> las compañías mant<strong>en</strong>er el paso.<br />
Las partes forjadas <strong>en</strong> cali<strong>en</strong>te con volum<strong>en</strong>es gran<strong>de</strong>s o con alto valor<br />
se v<strong>en</strong> afectadas constantem<strong>en</strong>te <strong>por</strong> presiones <strong>de</strong> mejora.<br />
La simulación <strong>de</strong> procesos es una herrami<strong>en</strong>ta para ayudar a las<br />
compañías a <strong>de</strong>sarrollar y optimizar sus procesos más rápido que <strong>por</strong><br />
métodos tradicionales.<br />
CCPM Proprietary Information<br />
Compon<strong>en</strong>tes Automotrices<br />
Compon<strong>en</strong>tes Automotrices<br />
CCPM Proprietary Information<br />
1.4<br />
CCPM Proprietary Information<br />
1.6
DILEMAS<br />
¿Por qué simulación<br />
¿Cómo Innovar con mayor rapi<strong>de</strong>z que el<br />
competidor<br />
¿Cómo Apr<strong>en</strong><strong>de</strong>r con mayor rapi<strong>de</strong>z lo que el<br />
competidor ya sabe<br />
¿Cómo Implem<strong>en</strong>tar procesos más rápido y a<br />
m<strong>en</strong>or costo<br />
¿Cómo Recurso humano para innovación México<br />
=Lic<strong>en</strong>ciatura+ Maestría vs. Países Desarrollados =<br />
Maestría + Doctorado<br />
¿Cómo Sobresalir con las limitaciones <strong>en</strong><br />
infrae$tructura y recur$o$ para Investigación <strong>de</strong><br />
<strong>de</strong>sarrollo<br />
CCPM Proprietary Information<br />
<br />
<br />
<br />
<br />
Porque antes <strong>de</strong> liberar una secu<strong>en</strong>cia para producción se invierte una<br />
cantidad consi<strong>de</strong>rable <strong>de</strong> tiempo y recursos.<br />
DEFORM provee un panorama <strong>de</strong>ntro <strong>de</strong> los procesos pot<strong>en</strong>ciales que<br />
pue<strong>de</strong>n influ<strong>en</strong>ciar el diseño antes <strong>de</strong> que ocurran los problemas.<br />
En un mundo con presiones creci<strong>en</strong>tes <strong>en</strong> costo y tiempo <strong>de</strong> respuesta,<br />
la simulación se pue<strong>de</strong> usar para <strong>de</strong>sarrollar procesos óptimos con<br />
m<strong>en</strong>os pruebas <strong>de</strong> taller <strong>en</strong> m<strong>en</strong>os tiempo.<br />
DEFORM provee información que nunca estará disponible <strong>en</strong> el piso.<br />
CCPM Proprietary Information<br />
Aplicaciones Industriales<br />
Desarrollo <strong>de</strong> un simulador<br />
<strong>de</strong> manufactura integrado<br />
<br />
Desarrollo <strong>de</strong> la forma <strong>de</strong> la forja y <strong>de</strong> las preformas o previas.<br />
<br />
Pre<strong>de</strong>cir ll<strong>en</strong>ado o falta <strong>de</strong> ll<strong>en</strong>ado <strong>de</strong> cavidad<br />
<br />
Pre<strong>de</strong>cir y optimizar la fuerza y <strong>en</strong>ergía requerida <strong>por</strong> el proceso.<br />
<br />
Pre<strong>de</strong>cir y <strong>en</strong>t<strong>en</strong><strong>de</strong>r <strong>de</strong>fectos<br />
<br />
<br />
<br />
Pre<strong>de</strong>cir flujo <strong>de</strong> grano<br />
Diseño <strong>de</strong> herrami<strong>en</strong>ta y análisis<br />
Evolución <strong>de</strong> microestructura durante el formado<br />
Producción <strong>de</strong><br />
materia prima<br />
<strong>Forja</strong><br />
Tratami<strong>en</strong>to<br />
Térmico<br />
<br />
Analizar el proceso <strong>de</strong> manufactura a partir <strong>de</strong>l material y hasta el<br />
producto final.<br />
CCPM Proprietary Information<br />
Ensambles<br />
mecánicos<br />
Distorsión <strong>en</strong><br />
maquinado y<br />
esfuerzos residuales<br />
Maquinado<br />
CCPM Proprietary Information
Panorama <strong>de</strong> los usuarios<br />
<strong>Forja</strong> <strong>en</strong> Frío <strong>de</strong> Aluminio<br />
Ll<strong>en</strong>ado<br />
Pliegues<br />
Diseñador Ing<strong>en</strong>iero Analista Investigador<br />
<br />
<br />
Durante al fase <strong>de</strong> cotización <strong>de</strong> una parte forjada <strong>en</strong> aluminio, había un<br />
cuestionami<strong>en</strong>to sobre un proceso con una o dos operaciones.<br />
Cuando se simuló el procesos con una operación, se predijo la aparición<br />
<strong>de</strong> un <strong>de</strong>fecto <strong>de</strong> rechupe (antes <strong>de</strong> fabricar herram<strong>en</strong>tales).<br />
Rebaba<br />
<br />
Una prueba piloto <strong>en</strong> campo validó los resultados.<br />
Fuerza<br />
Falla <strong>de</strong> Herrami<strong>en</strong>ta<br />
Fracturas <strong>en</strong> la <strong>Forja</strong><br />
Esfuerzos residuales<br />
Tratami<strong>en</strong>to térmico<br />
Distorsión <strong>en</strong> maquinado<br />
Microstructura<br />
CCPM Proprietary Information<br />
Courtesy of JLO Metal Products<br />
CCPM Proprietary Information<br />
<strong>Forja</strong> <strong>en</strong> Frío <strong>de</strong> Aluminio<br />
<strong>Forja</strong> <strong>en</strong> Frío <strong>de</strong> Aluminio<br />
<strong>Forja</strong> <strong>de</strong> aluminio <strong>en</strong> frío- observe el <strong>de</strong>fecto <strong>de</strong> rechupe al<br />
final <strong>de</strong> la carrera – se <strong>en</strong>contró <strong>en</strong> la etapa <strong>de</strong> cotización<br />
CCPM Proprietary Information<br />
<strong>Forja</strong> <strong>en</strong> Frío <strong>de</strong> Aluminio- <strong>de</strong>fecto visible <strong>en</strong> una<br />
prueba <strong>de</strong> validación inicial.<br />
CCPM Proprietary Information
Fractura <strong>de</strong> Punzón<br />
Fractura <strong>de</strong> Punzón<br />
<br />
<br />
<br />
<br />
<br />
Un punzón se fractura prematuram<strong>en</strong>te (2,000 - 3,000 pcs.) <strong>en</strong> la<br />
fabricación <strong>de</strong> un blanco <strong>en</strong> tibio<br />
El modo <strong>de</strong> falla es fatiga <strong>de</strong> bajos ciclos (LCF).<br />
Exist<strong>en</strong> esfuerzos <strong>de</strong> t<strong>en</strong>sión cerca <strong>de</strong> la fractura<br />
Cambios sutiles <strong>en</strong> el diseño redujeron los esfuerzos <strong>de</strong> t<strong>en</strong>sión<br />
La vida <strong>de</strong> herrami<strong>en</strong>ta se aum<strong>en</strong>tó a 40,000 a 50,000 partes sin<br />
fractura<br />
courtesy of OSU/ERC<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information<br />
Fractura <strong>de</strong> Punzón<br />
Fractura <strong>de</strong> Punzón<br />
La causa raiz son<br />
los esfuerzos <strong>de</strong><br />
t<strong>en</strong>sión <strong>en</strong> la<br />
esquina <strong>de</strong>l<br />
punzón formando<br />
una “bisagra”<br />
elástica.<br />
Diseño Original<br />
Punzón Rediseñado<br />
Diseño Original<br />
Punzón Rediseñado<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information
<strong>Forja</strong> <strong>en</strong> cali<strong>en</strong>te <strong>de</strong> “T” <strong>de</strong> acero<br />
inoxidable<br />
<strong>Forja</strong> <strong>en</strong> cali<strong>en</strong>te <strong>de</strong> “T” <strong>de</strong> acero<br />
inoxidable<br />
<br />
<br />
<br />
<br />
EL forjado <strong>de</strong> una “T” <strong>de</strong> acero inoxidable 300 se simuló con los<br />
procesos <strong>de</strong> preformado y finalizado.<br />
Se observó la formación <strong>de</strong> un pliegue, que se acercó mucho a los<br />
resultados observados <strong>en</strong> producción.<br />
El proceso se cambió a un proceso <strong>de</strong> aplastado, preformado y<br />
finalizado sin cambiar los herram<strong>en</strong>tales ni el tamaño <strong>de</strong> la materia<br />
prima.<br />
Los esfuerzos <strong>en</strong> las herrami<strong>en</strong>tas se muestran <strong>en</strong> el fondo <strong>de</strong>l<br />
herram<strong>en</strong>tal <strong>de</strong> preformado al mom<strong>en</strong>to <strong>de</strong> la máxima carga.<br />
Operación <strong>de</strong> Preformado- observe el pliegue<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information<br />
<strong>Forja</strong> <strong>en</strong> cali<strong>en</strong>te <strong>de</strong> “T” <strong>de</strong> acero<br />
inoxidable<br />
<strong>Forja</strong> <strong>en</strong> cali<strong>en</strong>te <strong>de</strong> “T” <strong>de</strong> acero<br />
inoxidable<br />
Un análisis <strong>de</strong> esfuerzos muestra los contornos <strong>de</strong> esfuerzos efectivos<br />
<strong>en</strong> el dado inferior (izquierda – rojo es lo más alto) En la <strong>de</strong>recha<br />
los esfuerzos principales (rojo es <strong>en</strong> t<strong>en</strong>sión y ver<strong>de</strong> es <strong>en</strong><br />
compresión como se muestra <strong>en</strong> la vista <strong>de</strong> sección.<br />
CCPM Proprietary Information<br />
<strong>Forja</strong> antes <strong>de</strong> remover rebaba<br />
CCPM Proprietary Information
Formado Orbital<br />
<strong>Forja</strong>do <strong>por</strong> laminación<br />
<br />
<br />
<br />
<br />
El movimi<strong>en</strong>to <strong>de</strong>l dado durante el<br />
formado orbital incluye una<br />
translación lineal y una rotación<br />
fuera <strong>de</strong> c<strong>en</strong>tro.<br />
El proceso permite producir<br />
geometrías complejas reduci<strong>en</strong>do<br />
<strong>de</strong>l riesgo <strong>de</strong> flexión <strong>de</strong> columna.<br />
DEFORM-3D provee un control<br />
<strong>de</strong> movimi<strong>en</strong>tos complejo que<br />
permite una grado <strong>de</strong> translación y<br />
dos grados <strong>de</strong> rotación.<br />
Los puntos azules y ver<strong>de</strong>s ilustran<br />
los contactos.<br />
<br />
<br />
<br />
<br />
Se han <strong>de</strong>sarrollado pr<strong>en</strong>sas <strong>de</strong><br />
forja <strong>en</strong> cali<strong>en</strong>te para combinar<br />
la traslación <strong>de</strong>l dado con el<br />
laminado fuera <strong>de</strong> c<strong>en</strong>tro.<br />
Las aplicaciónes incluy<strong>en</strong><br />
ruedas <strong>de</strong> ferrocarril, bridas y<br />
discos.<br />
El proceso permite forjar partes<br />
muy gra<strong>de</strong>s <strong>en</strong> pr<strong>en</strong>sas<br />
pequeñas con tiempos <strong>de</strong><br />
contacto reducidos.<br />
DEFORM-3D provee los<br />
movimi<strong>en</strong>tos para simular este<br />
proceso.<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information<br />
<strong>Forja</strong> <strong>en</strong> martillo – acoplada con<br />
dados elásticos<br />
<strong>Forja</strong> <strong>de</strong> <strong>en</strong>grane cónico y tratami<strong>en</strong>to<br />
térmico<br />
<br />
<br />
<br />
Simulando la operación <strong>de</strong><br />
forja con la <strong>en</strong>ergía <strong>de</strong> un<br />
martillo se había<br />
<strong>de</strong>mostrado con DEFORM<br />
<strong>de</strong>s<strong>de</strong> 1989.<br />
acoplami<strong>en</strong>to <strong>de</strong> las<br />
herrami<strong>en</strong>tas como<br />
objetos elásticos refina el<br />
mo<strong>de</strong>lo <strong>en</strong> términos <strong>de</strong> las<br />
pérdidas elásticas. .<br />
Se muestran también los<br />
esfuerzos <strong>en</strong> las<br />
herrami<strong>en</strong>tas<br />
especialm<strong>en</strong>te <strong>en</strong> la zona<br />
<strong>de</strong> rebaba.<br />
<br />
<br />
<br />
<br />
Un <strong>en</strong>grane cónico <strong>de</strong> acero es forjado y tratado termicam<strong>en</strong>te.<br />
La animación muestra los resultados:<br />
– forjado<br />
– Contornos <strong>de</strong> temperatura durante el templado<br />
– Contornos <strong>de</strong> microestructura durante el templado<br />
La microestructura <strong>en</strong> el superficie es mart<strong>en</strong>sita.<br />
El c<strong>en</strong>tro consiste <strong>de</strong> bainita y perlita.<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information
Yugo forjado <strong>en</strong> cali<strong>en</strong>te<br />
<strong>Forja</strong>do <strong>en</strong> cali<strong>en</strong>te <strong>de</strong> yugo<br />
<br />
<br />
<br />
<br />
Un aplicación común <strong>de</strong> diform es el análisis <strong>de</strong>l tamaño <strong>de</strong><br />
trozo, diámetro, longitud y posición.<br />
Un yugo forjado <strong>en</strong> cali<strong>en</strong>te (plantilla – 3 parts) se forja <strong>en</strong><br />
una pr<strong>en</strong>sa mecánica <strong>en</strong> un solo golpe<br />
Se probaron tres tamaños <strong>de</strong> trozo antes <strong>de</strong> or<strong>de</strong>nar el<br />
material para producción. .<br />
Este ejemplo es cortesia <strong>de</strong> American Axle and<br />
Manufacturing - Tonawanda.<br />
Un tocho con diámetro gran<strong>de</strong> ll<strong>en</strong>ó los dados sin<br />
problema pero la rebaba era excesiva.<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information<br />
<strong>Forja</strong>do <strong>en</strong> cali<strong>en</strong>te <strong>de</strong> yugo<br />
Desgaste <strong>de</strong> herrami<strong>en</strong>ta <strong>en</strong> la<br />
forja <strong>de</strong> una masa<br />
<br />
<br />
<br />
Al forjar con precisión <strong>de</strong> una masa se experim<strong>en</strong>taba un<br />
<strong>de</strong>sgaste excesivo <strong>en</strong> la segunda operación<br />
Punzones <strong>de</strong> la segunda estación (izquierda) y tercera<br />
estación (<strong>de</strong>recha) se muestran abajo.<br />
El mo<strong>de</strong>lo <strong>de</strong> Archard se utilizó para mo<strong>de</strong>lar <strong>de</strong>sgaste.<br />
W<br />
a<br />
b<br />
p v<br />
=<br />
∫ K<br />
c<br />
H<br />
dt<br />
Un trozo <strong>de</strong> diámetro pequeño no ll<strong>en</strong>ó completam<strong>en</strong>te<br />
los dados. La rebaba es marginal <strong>en</strong> las regiones<br />
verticales.<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information
Desgaste <strong>de</strong> herrami<strong>en</strong>ta <strong>en</strong> la<br />
forja <strong>de</strong> una masa<br />
Desgaste <strong>de</strong> herrami<strong>en</strong>ta <strong>en</strong> la<br />
forja <strong>de</strong> una masa<br />
<br />
<br />
<br />
Una preforma <strong>de</strong> cono se simuló para evaluar el <strong>de</strong>sgaste<br />
<strong>en</strong> la segunda y tercera operación .<br />
El <strong>de</strong>sgaste <strong>en</strong> al operación final aum<strong>en</strong>tará <strong>de</strong>bido a más<br />
<strong>de</strong>formación.<br />
Las v<strong>en</strong>tajas <strong>de</strong> productividad se proyectaron usando este<br />
proceso <strong>de</strong>bido a la fuerzas <strong>de</strong> forjado.<br />
Las áreas <strong>de</strong> alto <strong>de</strong>sgaste <strong>en</strong> el punzón (izquierda)<br />
correlacionan con el mo<strong>de</strong>lo <strong>de</strong> <strong>de</strong>sgaste <strong>en</strong> DEFORM (<strong>de</strong>recha<br />
– rojo es un valor alto). El mo<strong>de</strong>lo <strong>de</strong> <strong>de</strong>sgate <strong>de</strong> Archard se usó<br />
para esta aplicación <strong>de</strong> forja <strong>en</strong> cali<strong>en</strong>te.<br />
Tamaño total <strong>de</strong>l mo<strong>de</strong>lo com se muestra~700,000 elem<strong>en</strong>tos.<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information<br />
Desgaste <strong>de</strong> herrami<strong>en</strong>ta <strong>en</strong> la<br />
forja <strong>de</strong> una masa<br />
Desgaste <strong>de</strong> herrami<strong>en</strong>ta <strong>en</strong> la<br />
forja <strong>de</strong> una masa<br />
<br />
<br />
Una preforma redonda se simuló con la i<strong>de</strong>a <strong>de</strong> reducir la<br />
contrirbución <strong>de</strong> <strong>de</strong>slizami<strong>en</strong>to al <strong>de</strong>gaste durante la<br />
operación final.<br />
El <strong>de</strong>sgaste paso a segundo término cuando se predijo la<br />
formación <strong>de</strong> un pliegue.<br />
<br />
<br />
<br />
Una preforma rediseñada se simuló con la i<strong>de</strong>a <strong>de</strong> reducir<br />
la contribución <strong>de</strong> <strong>de</strong>slizami<strong>en</strong>to al <strong>de</strong>sgaste – sin pliegue.<br />
El <strong>de</strong>sgaste <strong>en</strong> el punzón se redujo (Misma escala- left).<br />
La productividad <strong>en</strong> la pr<strong>en</strong>sa será igual al <strong>de</strong>l caso inicial.<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information
Desgaste <strong>de</strong> herrami<strong>en</strong>ta <strong>en</strong> la forja <strong>de</strong><br />
una masa<br />
Aplicación Avanzada <strong>de</strong> Microestructura-<br />
diseñador Ing<strong>en</strong>iero Analista Investigador<br />
costo<br />
tiempo<br />
calidad<br />
innovación<br />
CCPM Proprietary Information<br />
Deformación efectiva (rojo es el valor más<br />
alto) se muestra a lo largo <strong>de</strong> una sección<br />
<strong>de</strong> al final <strong>de</strong>l proceso.<br />
CCPM Proprietary Information<br />
<br />
<br />
<br />
<br />
<br />
<br />
Resum<strong>en</strong><br />
Mo<strong>de</strong>los comerciales se usan rutinariam<strong>en</strong>te para simualar procesos<br />
productivos <strong>de</strong> formado <strong>de</strong> metales.<br />
Los procesos <strong>de</strong> formado son extremadam<strong>en</strong>te complejos.<br />
Se requiere <strong>de</strong> software muy po<strong>de</strong>roso para capturar el efecto <strong>de</strong> todas<br />
las variables.<br />
Para aplicaciones <strong>de</strong> producción es necesaria una interfase gráfica <strong>de</strong><br />
usuario amigable.<br />
Los requerimi<strong>en</strong>tos mínimos para correr mo<strong>de</strong>los <strong>de</strong> simulación son<br />
<strong>en</strong>t<strong>en</strong>dimi<strong>en</strong>to <strong>de</strong> los fundam<strong>en</strong>tos <strong>de</strong>l proceso y habilida<strong>de</strong>s<br />
computacionales básicas.<br />
Aplicaciones avanzadas e interpretación requier<strong>en</strong> <strong>de</strong> un mayor<br />
fundam<strong>en</strong>to analítico .<br />
Desarrollo <strong>de</strong> <strong>Herrami<strong>en</strong>tas</strong> <strong>de</strong><br />
<strong>Forja</strong> <strong>en</strong> frío y cali<strong>en</strong>te<br />
auxiliadas <strong>por</strong> simulación <strong>de</strong><br />
procesos<br />
CCPM Proprietary Information<br />
CCPM Proprietary Information