IngenierÃa de Métodos (PDF: 424 Kb) - Revista El Mueble y La Madera
IngenierÃa de Métodos (PDF: 424 Kb) - Revista El Mueble y La Madera
IngenierÃa de Métodos (PDF: 424 Kb) - Revista El Mueble y La Madera

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
ADMINISTRACIÓN<br />
Ingeniería <strong>de</strong> Métodos<br />
y Medición <strong>de</strong>l Trabajo: Eficiencia<br />
para Pequeña Industria<br />
(*) Mario Cardona Henao<br />
Arquitecto - Diseñador <strong>de</strong> <strong>Mueble</strong>s<br />
Una <strong>de</strong> las herramientas <strong>de</strong> la gestión <strong>de</strong> la producción para hacer<br />
mediciones <strong>de</strong> productividad es la ingeniería <strong>de</strong> métodos,<br />
que resulta muy útil aplicada en pequeñas empresas fabricantes <strong>de</strong><br />
muebles.<br />
Esta, que se refiere a los procedimientos sistemáticos sobre los modos<br />
<strong>de</strong> realizar activida<strong>de</strong>s con el fin <strong>de</strong> efectuar mejoras <strong>de</strong>ntro <strong>de</strong><br />
la problemática <strong>de</strong> la fabricación, hace parte con la medición <strong>de</strong>l<br />
trabajo, <strong>de</strong> los dos referentes que <strong>de</strong>termina el estudio <strong>de</strong>l trabajo,<br />
como ciencia.<br />
Foto: <strong>Revista</strong> FDM<br />
Midiendo los tiempos <strong>de</strong> trabajo, los<br />
pequeños centros <strong>de</strong> producción <strong>de</strong> muebles<br />
pue<strong>de</strong>n realizar un mejor control <strong>de</strong> sus<br />
operaciones <strong>de</strong> fabricación y <strong>de</strong> la misma<br />
forma, agilizar sus procesos.<br />
<strong>La</strong> Ingeniería <strong>de</strong> Métodos en las Empresas <strong>de</strong><br />
<strong>Mueble</strong>s<br />
Con la aplicación <strong>de</strong> la Ingeniería <strong>de</strong> Métodos, específicamente en<br />
una empresa <strong>de</strong> fabricación <strong>de</strong> muebles, ésta pue<strong>de</strong> mejorar sus<br />
métodos <strong>de</strong> trabajo ahorrando movimiento <strong>de</strong> materiales y trabajadores<br />
y fomentando la utilización <strong>de</strong> máquinas, equipos, terreno y<br />
edificios, lo que inci<strong>de</strong> en un análisis <strong>de</strong> valor, permitiendo mejoras<br />
en los productos.<br />
En este sentido, la ingeniería <strong>de</strong> métodos intenta minimizar el trabajo<br />
innecesario generado, la mayoría <strong>de</strong> las veces, por causas como un mal<br />
diseño <strong>de</strong>l producto o la gestión <strong>de</strong> métodos y procesos ineficaces.<br />
Vale señalar que estas causales, muy frecuentes en nuestra industria<br />
<strong>de</strong> la ma<strong>de</strong>ra, se dan por la ausencia total <strong>de</strong> un proceso <strong>de</strong> diseño<br />
en nuestros centros, lo cual conlleva a un pobre diseño <strong>de</strong>l producto,<br />
sin normalización y lejos <strong>de</strong> las normas <strong>de</strong> calidad al transformar la<br />
materia prima para muebles.<br />
Por eso, con relación a los métodos y procesos ineficaces, la opción<br />
es emplear instrumentos <strong>de</strong> ingeniería <strong>de</strong> métodos don<strong>de</strong> la técnica<br />
sea el registro <strong>de</strong> información en formatos normalizados.<br />
Dichos registros se hacen para obtener <strong>de</strong> una situación dada, una<br />
visión más clara: ser capaz <strong>de</strong> verificar si los datos generados están<br />
completos, transferir los datos <strong>de</strong> forma eficaz en el menor tiempo<br />
posible y suministrar un medio eficaz <strong>de</strong> comparación.<br />
E D I C I O N E S P E C I A L<br />
146 Visítenos en: www.revista-MM.com
ADMINISTRACIÓN<br />
Los Diagramas <strong>de</strong> Flujo<br />
Foto: <strong>Revista</strong> Wood & Wood Products.<br />
Un instrumento <strong>de</strong> la ingeniería <strong>de</strong><br />
métodos es el diagrama <strong>de</strong> flujos que,<br />
<strong>de</strong>terminado <strong>de</strong>ntro <strong>de</strong> un proceso <strong>de</strong><br />
producción seria: el diagrama general<br />
<strong>de</strong> flujos y el diagrama <strong>de</strong> análisis por<br />
procesos.<br />
<strong>El</strong> primero se usa fundamentalmente<br />
para investigar la secuencia <strong>de</strong> pasos<br />
(<strong>de</strong> todos o algunos <strong>de</strong> los procesos)<br />
en la fabricación <strong>de</strong> una pieza mobiliaria<br />
y para indicar lo que <strong>de</strong>be hacerse<br />
para eliminar los reprocesos y así<br />
encontrar el método más económico<br />
para procesar.<br />
Su utilidad radica en que brinda no<br />
sólo una visión general <strong>de</strong>l proceso<br />
que se estudia, sino también <strong>de</strong> las<br />
diferentes relaciones lógicas existentes<br />
entre ese proceso y otros empleados<br />
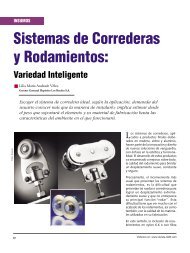
por la empresa. <strong>El</strong> esquema<br />
<strong>de</strong>l Diagrama General <strong>de</strong> Procesos<br />
Operacionales para la elaboración<br />
industrial <strong>de</strong> productos <strong>de</strong> ma<strong>de</strong>ra,<br />
<strong>de</strong>l Centro Nacional <strong>de</strong> la Ma<strong>de</strong>ra<br />
(SENA - Regional Antioquia); ilustra<br />
<strong>de</strong> una manera metodológica este<br />
mo<strong>de</strong>lo. (Ver Figura 1).<br />
<strong>El</strong> diagrama <strong>de</strong> análisis por proceso<br />
indica un registro <strong>de</strong>tallado <strong>de</strong> la<br />
Fig. 1 Diagrama General <strong>de</strong> los Procesos Operacionales para la <strong>El</strong>aboración Industrial <strong>de</strong> Productos <strong>de</strong> Ma<strong>de</strong>ra<br />
• Planear<br />
• Programar<br />
• Concebir<br />
• Dibujar<br />
• <strong>El</strong>aborara prototipo<br />
• Evaluar<br />
• <strong>El</strong>aborar legajo producto.<br />
• Modular<br />
• Programar dispositivos<br />
• <strong>El</strong>aborar diseño <strong>de</strong><br />
cuchillas<br />
• Recibir<br />
• Aplanar<br />
• Deshilar<br />
• Clasificar<br />
• Apilar<br />
• Secar<br />
• Inmunizar<br />
• Cubicar<br />
• Almacenar<br />
• Alistar programa corte<br />
• Tronzar<br />
• Escuadrar<br />
• Cepillar<br />
• Delinear<br />
• Encolar<br />
• Prensar tableros<br />
• Moldurar<br />
• <strong>El</strong>aborar clavijas<br />
• Moldurar corte<br />
• Despiezar<br />
• Tronzar chapilla<br />
• Delinear chapilla<br />
• Unir chapilla<br />
• Encolar/Prensar<br />
• Rectificar<br />
• <strong>La</strong>minar radio<br />
frecuencia<br />
• Cortar sintéticos<br />
• Postformar<br />
• Terminar<br />
• Alistar dispositivos<br />
• Alistar ma<strong>de</strong>ra<br />
• Afilar herramientas<br />
• Cilindrar<br />
• Figurar<br />
• Espigar<br />
• Perforar<br />
• Lijar<br />
• Interpretar diseños<br />
• Preparar ma<strong>de</strong>ras<br />
• Alistar herrajes<br />
• Enchapar<br />
• Pintar<br />
• Armar<br />
• Instalar<br />
• Controlar obras<br />
• Aplicación planos<br />
arquitectónicos<br />
• Alistar herrajes<br />
• Estructura en ma<strong>de</strong>ras<br />
• Estructura laminadas<br />
• Encofrados<br />
• Cubiertas <strong>de</strong> ma<strong>de</strong>ra<br />
• Controlar obras<br />
• Alistar materiales y<br />
equipos<br />
• Fijar suspensiones<br />
• Aplicar rellenos<br />
• Plantillar<br />
• Trazar<br />
• Cortar<br />
• Coser<br />
• Tapizar<br />
• Capitonear<br />
• Esterillar<br />
• Alistar htas y equipos<br />
• Alistar planos <strong>de</strong> obra<br />
• Recibir obra en planta<br />
• Recibir obra en<br />
construcción<br />
• Almacenar<br />
• Programación/Instalación<br />
• Controlar instalación<br />
• Detallar<br />
• Entregar<br />
• Controlar obra por unidad<br />
Enchapado y<br />
postformado<br />
4<br />
Torno<br />
6<br />
Carpintería<br />
para la<br />
construcción<br />
9<br />
Carpintería<br />
estructural<br />
11<br />
Tapicería<br />
16<br />
Instalación<br />
18<br />
Diagramación y<br />
diseño<br />
1<br />
Reaserrado y<br />
secado<br />
2<br />
Preparación <strong>de</strong><br />
ma<strong>de</strong>ras<br />
3<br />
Maquinado<br />
5<br />
Lijado<br />
8<br />
Ensamble y<br />
armado<br />
10<br />
Pintura<br />
15<br />
Embalaje<br />
17<br />
Afilado<br />
12<br />
Mantenimiento<br />
13<br />
Dispositivos<br />
14<br />
Talla<br />
7<br />
Generalizar maquinas/htas<br />
Caract. abrasivos<br />
Afilar cuchillas rectas<br />
Afilar brocas/fresas<br />
Construir cuchillas <strong>de</strong><br />
forma<br />
Mtto <strong>de</strong> sierras circulares<br />
Programación en<br />
sistemas<br />
Ajustar<br />
Lubricar<br />
Registrar<br />
Controlar<br />
Sistemas:<br />
• <strong>El</strong>éctricos<br />
• Mecánicos<br />
• Neumáticos<br />
• <strong>de</strong> temperatura<br />
Adaptar mecanismos<br />
Interp planos muebles<br />
Caract dispositivos<br />
Anal procesos<br />
operacionales<br />
Construir plantillas<br />
<strong>El</strong>aborar dispositivos<br />
Diseñar aplicaciones<br />
Alistar dispositivos<br />
Aserrar final<br />
Trazar<br />
Ro<strong>de</strong>ar<br />
Rectificar<br />
Escoplar<br />
Espigar<br />
Ingletar<br />
Moldurar/fresar<br />
Taladrar<br />
Enchapar cantos<br />
Alistar ma<strong>de</strong>ra<br />
Trazar<br />
Calcar<br />
Plantillar<br />
Afilar htas<br />
Calar<br />
Picar<br />
Vaciar<br />
Mo<strong>de</strong>lar<br />
Emparejar<br />
Alistar producción<br />
Resanar<br />
Lijar superficies<br />
planas<br />
Lijar superficies<br />
curvas<br />
Lijar molduras<br />
Lijar piezas<br />
especiales<br />
Alistar dispositivos<br />
Clasificar producción<br />
Alistar Piezas<br />
Preensamblar<br />
Armar partes<br />
Prefijar herrajes<br />
Fijar herrajes<br />
Ensamblar<br />
Instalar alab. y cajones<br />
Armar productos<br />
Controlar calidad<br />
Preparar superficies<br />
Preparar productos<br />
Entonar<br />
Tinturar<br />
Sellar<br />
Lijar<br />
Aplicar acabados<br />
Decorar/Retocar<br />
Pulir<br />
Terminar<br />
Plantillar<br />
<strong>El</strong>aborar empaques<br />
<strong>El</strong>aborar protectores<br />
Retocar<br />
Empacar<br />
Preferenciar<br />
Almacenar<br />
Despachar<br />
Flujos <strong>de</strong>l Proceso<br />
Ebanistería industrial 1 – 2 – 3 – 4 – 5 – 6 – 7 – 8 – 10 – 12 – 13 – 14 – 17<br />
Carpintería para la construcción 1 – 9 – 2 – 3 – 4 – 5 – 6 – 8 10 – 12 – 13 – 14 – 15<br />
Carpintería estructural 1 – 11 – 2 – 3 – 5 – 10 – 18<br />
Tapicería industrial 1 – 2 – 3 – 5 – 10 – 16 – 17<br />
Pintura y acabados industriales 1 – 10 – 15 – 16 – 17<br />
Visítenos en: www.revista-MM.com<br />
147<br />
E D I C I O N E S P E C I A L
ADMINISTRACIÓN<br />
fabricación (que se hace por proceso,<br />
por puesto <strong>de</strong> trabajo - PW y por operación),<br />
y en el que se usa un lenguaje<br />
<strong>de</strong> signos para simbolizar y clasificar<br />
todas las tareas y activida<strong>de</strong>s <strong>de</strong> los<br />
trabajadores.<br />
Estos signos se <strong>de</strong>nominan señales <strong>de</strong><br />
cursogramas, que agrupados en una<br />
serie <strong>de</strong> cinco símbolos uniformes,<br />
representan todas las activida<strong>de</strong>s<br />
o sucesos que probablemente se<br />
dan en cualquier fábrica u oficina al<br />
momento <strong>de</strong> <strong>de</strong>sarrollar un trabajo u<br />
operación.<br />
En su conjunto estructuran un lenguaje<br />
muy cómodo, que ahorra escritura<br />
e indica con claridad, exactamente,<br />
lo que ocurre durante el proceso<br />
analizado.<br />
Este lenguaje simbólico <strong>de</strong> clasificación<br />
presenta las siguientes significaciones:<br />
(Ver Tabla <strong>de</strong> clasificación<br />
<strong>de</strong> símbolos)<br />
Así pues, este diagrama contempla<br />
toda la operación <strong>de</strong> fabricación <strong>de</strong><br />
muebles a través <strong>de</strong> cinco activida<strong>de</strong>s<br />
básicas, relacionadas con el manejo <strong>de</strong><br />
TABLA DE CLASIFICACIÓN SÍMBOLOS<br />
SÍMBOLO ITEM FUNCIÓN<br />
Operación<br />
Inspección<br />
Transporte<br />
Depósito<br />
las materias primas: Operación, Espera,<br />
Almacenamiento, Inspección y<br />
Transporte. A<strong>de</strong>más indica los medios<br />
<strong>de</strong> mejora y suministra una guía para<br />
<strong>de</strong>terminar qué procesos <strong>de</strong> fabricación<br />
<strong>de</strong>berían ser los más funcionales<br />
para mantener los índices <strong>de</strong> rentabilidad<br />
<strong>de</strong>l capital <strong>de</strong> trabajo.<br />
A manera <strong>de</strong> ejemplo (Ver Figura 2),<br />
se presenta un diagrama <strong>de</strong> análisis <strong>de</strong><br />
procesos empleado en la preparación<br />
<strong>de</strong> los materiales para fabricar puertas<br />
enrasadas <strong>de</strong> ma<strong>de</strong>ra, en el que se<br />
clasifican todas las activida<strong>de</strong>s <strong>de</strong>l<br />
proceso, se suministra información<br />
sobre las cantida<strong>de</strong>s <strong>de</strong> materiales, el<br />
tiempo empleado en cada actividad y<br />
la distancia recorrida por las materia<br />
prima en proceso.<br />
<strong>La</strong> conceptualización <strong>de</strong> este trámite<br />
operacional da como resultado una<br />
información <strong>de</strong> extrema utilidad para<br />
<strong>de</strong>tectar las causas o síntomas <strong>de</strong> una<br />
baja productividad o, por el contrario,<br />
<strong>de</strong> una producción en tiempo real.<br />
I<strong>de</strong>ntificada la situación, lo importante<br />
es distribuir la carga <strong>de</strong> trabajo<br />
Se usa para indicar una operación como aserrar, ranurar,<br />
perforar, taladrar, escoplar y lijar. En su concepto, por<br />
productividad, se utiliza para referirse a cualquier acción<br />
tendiente a aumentar el valor <strong>de</strong> las materias primas.<br />
Se usa para todas las tareas relacionadas con el examen<br />
o comprobación <strong>de</strong> la calidad <strong>de</strong>l trabajo, in<strong>de</strong>pendiente<br />
si se lleva ha cabo por un trabajador o un grupo <strong>de</strong> trabajadores.<br />
Indica transporte o movimiento <strong>de</strong> materias primas <strong>de</strong>s<strong>de</strong><br />
una estación <strong>de</strong> trabajo a otra. Fundamentalmente, el<br />
símbolo significa que el material ha salido <strong>de</strong> un puesto <strong>de</strong><br />
trabajo a otro, representando a su vez una transferencia<br />
<strong>de</strong> responsabilida<strong>de</strong>s entre los trabajadores.<br />
Este símbolo indica que se está a la espera <strong>de</strong> materias primas:<br />
PROVISIONAL, ó también indica <strong>de</strong>mora en el <strong>de</strong>sarrollo<br />
<strong>de</strong>l tipo <strong>de</strong> producción que se ha instaurado por fabricación:<br />
O ESPERA.<br />
Un triángulo <strong>de</strong>recho indica almacenamiento <strong>de</strong> producto<br />
Almacenamiento terminado; un triángulo invertido indica almacenamiento<br />
<strong>de</strong> materia prima.<br />
en los diferentes puestos (<strong>de</strong> trabajo)<br />
implicados en el proceso.<br />
Medición <strong>de</strong>l Trabajo<br />
<strong>El</strong> otro aspecto relacionado con la<br />
materia, es la medición <strong>de</strong>l trabajo y<br />
se refiere términos generales, a la evaluación<br />
<strong>de</strong> todos los tipos <strong>de</strong> trabajo<br />
humano en un medio industrial. Esta,<br />
que mejora ostensiblemente la productividad,<br />
se emplea para calcular,<br />
en unida<strong>de</strong>s <strong>de</strong> tiempo, el contenido<br />
laboral <strong>de</strong> tareas ejecutadas por trabajadores<br />
capacitados y cualificados que<br />
empleen métodos o procedimientos<br />
específicos.<br />
Esta es una herramienta muy importante<br />
pues se constituye en un<br />
reto para la actual industria; ya que<br />
el gran problema <strong>de</strong>l mueble no es<br />
el producto en si, sino los plazos <strong>de</strong><br />
entrega que se incumplen, hecho<br />
preocupante si se consi<strong>de</strong>ra que las<br />
empresas ineficientes no sobrevivirán<br />
en el mercado y no serán competitivas<br />
frente al exigente consumidor.<br />
- Técnicas <strong>de</strong> Medición<br />
<strong>La</strong> medición <strong>de</strong>l trabajo, cuando<br />
se usa para evaluar <strong>de</strong>terminadas<br />
activida<strong>de</strong>s humanas en una empresa,<br />
por lo general, viene <strong>de</strong>spués<br />
<strong>de</strong> seleccionar una tarea, <strong>de</strong>l<br />
trabajo general, para su examen.<br />
<strong>La</strong> empresa pue<strong>de</strong> utilizar varias<br />
técnicas <strong>de</strong> medición pero la elección<br />
<strong>de</strong>pen<strong>de</strong>rá <strong>de</strong> los objetivos <strong>de</strong>l<br />
estudio y estos son:<br />
• Determinar y cuantificar las activida<strong>de</strong>s<br />
no productivas y<br />
• Determinar los tiempos normalizados<br />
necesarios para ejecutar<br />
las activida<strong>de</strong>s <strong>de</strong> fabricación<br />
seleccionadas.<br />
<strong>El</strong> objeto <strong>de</strong> análisis en esta ocasión<br />
será el segundo objetivo, el cual<br />
tiene como respuesta los estudios<br />
<strong>de</strong> tiempos, que consiste en<br />
E D I C I O N E S P E C I A L<br />
148 Visítenos en: www.revista-MM.com
ADMINISTRACIÓN<br />
Figura 2<br />
evaluar, en términos <strong>de</strong> unida<strong>de</strong>s <strong>de</strong><br />
tiempo, el valor o contenido <strong>de</strong>l trabajo<br />
efectuado mediante un esfuerzo<br />
humano.<br />
- Estudio <strong>de</strong> Tiempos<br />
Los estudios <strong>de</strong> tiempos se usan para<br />
calcular el valor o contenido <strong>de</strong> las<br />
operaciones manuales en una pequeña<br />
empresa <strong>de</strong> fabricación <strong>de</strong> muebles,<br />
mediante el registro <strong>de</strong> tiempos<br />
y ritmos <strong>de</strong> trabajo en condiciones<br />
<strong>de</strong>terminadas.<br />
<strong>El</strong> resultado final es una valoración<br />
pragmática <strong>de</strong>l contenido productivo<br />
<strong>de</strong> una actividad, en esto consiste<br />
esencialmente la técnica <strong>de</strong> los estudios<br />
<strong>de</strong> tiempos, que para aplicar<br />
en las activida<strong>de</strong>s que, por proceso<br />
Foto: <strong>Revista</strong> CIM<br />
Visítenos en: www.revista-MM.com<br />
149<br />
E D I C I O N E S P E C I A L
ADMINISTRACIÓN<br />
se repiten, <strong>de</strong>manda los siguientes<br />
pasos:<br />
1. Familiarizarse con la operación<br />
seleccionada mediante una observación<br />
aguda <strong>de</strong>l evento.<br />
2. Participar al operario que ejecuta<br />
la operación en estudio y lograr<br />
así su cooperación.<br />
3. Predisponer todos los medios y<br />
precisar las condiciones relativas<br />
a la operación que se estudia,<br />
antes <strong>de</strong> a<strong>de</strong>lantar los estudios <strong>de</strong><br />
tiempos. Por ejemplo, reconocer el<br />
lugar el trabajo y la ubicación <strong>de</strong><br />
las herramientas para efectuar las<br />
mediciones.<br />
4. Tener a mano el equipo <strong>de</strong> cronometraje<br />
para efectuar el estudios<br />
<strong>de</strong> tiempos formalizados, para<br />
esto se recomienda utilizar un<br />
cronometro <strong>de</strong>cimal <strong>de</strong> minutos,<br />
graduado en centésimas <strong>de</strong> minuto,<br />
y un cronometro <strong>de</strong>cimal <strong>de</strong><br />
hora en el que figuren incrementos<br />
<strong>de</strong> centésimas <strong>de</strong> una hora. <strong>El</strong><br />
primero se usa para estudios <strong>de</strong><br />
tiempos tipo cíclico, mientras que<br />
el segundo pue<strong>de</strong> ser más útil en<br />
estudios no cíclicos.<br />
5. Determinar el método para medir<br />
la operación escogida a fin que<br />
lo observado sea preciso y válido<br />
como dato <strong>de</strong> lectura. Un ejemplo,<br />
es el que ofrece el operario <strong>de</strong> una<br />
sierra radial que realiza, <strong>de</strong> forma<br />
repetida, operaciones <strong>de</strong> cortado<br />
para producir un elemento. En<br />
este proceso intervienen normalmente,<br />
los siguientes pasos:<br />
a. Recogida <strong>de</strong> los materiales <strong>de</strong><br />
la pila.<br />
b. Medición <strong>de</strong> materiales y<br />
accesorios con arreglo a las<br />
especificaciones.<br />
c. Colocación <strong>de</strong> los materiales<br />
<strong>de</strong> ma<strong>de</strong>ra en la máquina.<br />
d. Puesta en marcha y acoplamiento<br />
<strong>de</strong> la máquina.<br />
e. Cortado (operación).<br />
f. Interrupción y recogida. (Ejemplos<br />
<strong>de</strong> pare que pue<strong>de</strong>n ser<br />
consi<strong>de</strong>rados como puntos <strong>de</strong><br />
lectura en el estudio <strong>de</strong> tiempos<br />
son: una transferencia <strong>de</strong><br />
herramientas o un movimiento<br />
<strong>de</strong> materiales)<br />
6. Estimar <strong>de</strong>l número <strong>de</strong> observaciones<br />
necesarias para alcanzar<br />
un cierto grado <strong>de</strong> precisión, por<br />
regla general conviene hacer no<br />
menos <strong>de</strong> 10 observaciones por<br />
operación.<br />
7. Hacer observaciones aleatorias <strong>de</strong><br />
la operación que se estudia. Su<br />
finalidad es <strong>de</strong>terminar el tiempo<br />
transcurrido para cada elemento<br />
<strong>de</strong> la operación. Existen dos formas<br />
<strong>de</strong> registro:<br />
a. <strong>El</strong> método <strong>de</strong> la vuelta a cero:<br />
<strong>La</strong>s manecillas <strong>de</strong>l cronómetro<br />
se vuelven a poner a cero al<br />
final <strong>de</strong> cada elemento y tan<br />
pronto como el tiempo transcurrido<br />
se haya registrado.<br />
b. <strong>El</strong> método continúo: En este<br />
caso, los tiempos por elemento,<br />
se registran con el cronómetro<br />
funcionando sin interrupción a<br />
lo largo <strong>de</strong> la operación. Para<br />
obtener el tiempo transcurrido,<br />
cada lectura <strong>de</strong>berá sustraerse<br />
<strong>de</strong> la anterior.<br />
<strong>La</strong> Aplicación<br />
A manera <strong>de</strong> estudios <strong>de</strong> tiempos y<br />
como metodología, trabajemos sobre<br />
el ejemplo <strong>de</strong> una pequeña fábrica<br />
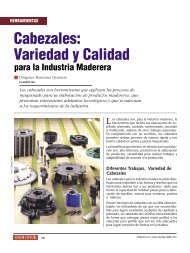
Figura 3. Ejemplo <strong>de</strong> un formulario complementado <strong>de</strong> estudio <strong>de</strong> tiempos<br />
E D I C I O N E S P E C I A L<br />
150 Visítenos en: www.revista-MM.com
ADMINISTRACIÓN<br />
Foto: <strong>Revista</strong> Wood & Wood Products<br />
Los estudios <strong>de</strong><br />
tiempo se usan para<br />
calcular el valor o<br />
contenido <strong>de</strong> las<br />
operaciones mediante<br />
el registro <strong>de</strong> tiempos<br />
y ritmos <strong>de</strong> trabajo,<br />
en condiciones<br />
<strong>de</strong>terminadas.<br />
Herramientas y<br />
procedimientos<br />
sencillos pero<br />
altamente efectivos.<br />
<strong>de</strong> puertas y consignaremos en un<br />
formato <strong>de</strong> registro (ver figura 3) los<br />
datos pertinentes para este ejercicio<br />
operacional.<br />
Se inicia por <strong>de</strong>finir el método <strong>de</strong><br />
cronometraje a usar. En este caso<br />
se emplea el <strong>de</strong> vuelta a cero para<br />
registrar los tiempos formalizados,<br />
en siete rondas <strong>de</strong> observación. Se<br />
registra luego en el formato <strong>de</strong>l<br />
tiempo observado que registra el<br />
tiempo empleado para la ejecución<br />
<strong>de</strong> un elemento <strong>de</strong> la operación o <strong>de</strong><br />
la operación completa.<br />
Se proce<strong>de</strong> luego a totalizar los tiempos<br />
observados y se reseña el número<br />
<strong>de</strong> ciclos por operación. Con respecto<br />
al ejemplo, se calcula con relación al<br />
tiempo total observado, el tiempo<br />
medio <strong>de</strong>l ciclo para cada operación<br />
<strong>de</strong> cortado: se refiere al corte <strong>de</strong><br />
montantes <strong>de</strong> puertas, don<strong>de</strong> se usó<br />
la sierra radial y cuyo tiempo fue 62,6<br />
segundos.<br />
Después <strong>de</strong> completar las observaciones,<br />
calcular el tiempo medio para<br />
cada elemento <strong>de</strong> la operación y una<br />
vez hecho los análisis <strong>de</strong> los resultados<br />
<strong>de</strong> las operaciones; se <strong>de</strong>be establecer<br />
el tiempo normalizado.<br />
<strong>El</strong> tiempo normalizado o normal es el<br />
tiempo total que <strong>de</strong>bería emplear un<br />
trabajador cualificado para completar<br />
una tarea, laborando a un ritmo regu-<br />
lar y usando métodos establecidos.<br />
Su medición se hace según el tiempo<br />
observado, el factor <strong>de</strong> clasificación,<br />
la asignación por contingencia y la<br />
asignación por <strong>de</strong>scanso.<br />
<strong>El</strong> factor <strong>de</strong> clasificación es un incremento<br />
que se aña<strong>de</strong> al tiempo<br />
medio observado. Resulta <strong>de</strong> una<br />
comparación subjetiva entre el ritmo<br />
al que el trabajador observado ejecuta<br />
la operación y la i<strong>de</strong>a que tiene el<br />
observador <strong>de</strong> ese ritmo.<br />
Tabla 1.<br />
Tabla 2.<br />
0 Actividad nula.<br />
50 Actividad muy lenta.<br />
75 Actividad a ritmo constante pero sin prisa.<br />
100 Actividad normal. Se consi<strong>de</strong>ra ritmo tipo.<br />
125 Actividad muy rápida.<br />
150 Actividad excepcionalmente rápida.<br />
Aunque, en la práctica, hacer tales<br />
comparaciones resulta complejo, los<br />
gerentes y trabajadores en consenso<br />
pue<strong>de</strong>n a<strong>de</strong>cuar dichos ritmos a una<br />
tabla <strong>de</strong> clasificación, estructurada<br />
<strong>de</strong> buenas experiencias supervisadas<br />
en empresas fabricantes <strong>de</strong> muebles<br />
y apoyadas por los equipos <strong>de</strong> ingeniería<br />
y gerencia.<br />
Una tabla concebida a nivel internacional<br />
y asumida por la Organización<br />
Internacional <strong>de</strong>l Trabajo (OIT), a<br />
través <strong>de</strong> su oficina <strong>de</strong>l trabajo y<br />
Tiempo medio observado x Factor <strong>de</strong> Clasificación<br />
Tiempo = ------------------------------------------------------------------ =<br />
Básico<br />
Pon<strong>de</strong>ración normal<br />
62,6 x 125<br />
Tiempo básico = ------------------- = 78,25 segundos<br />
100<br />
Visítenos en: www.revista-MM.com<br />
151<br />
E D I C I O N E S P E C I A L
ADMINISTRACIÓN<br />
Tabla 3.<br />
• Asignación básica por fatiga 4 %<br />
• Asignación por trabajar <strong>de</strong> pie 2 %<br />
• Asignación por condiciones <strong>de</strong><br />
• trabajo (incluyendo humo y polvo)<br />
6 %<br />
• Asignación por ruido 5 %<br />
• Asignación por monotonía 1 %<br />
• Asignación por tedio 2 %<br />
• Asignación total por <strong>de</strong>scanso 20%<br />
Tabla 4.<br />
Tiempo = Tiempo + Asignación + Asignación + Asignación = Total<br />
Normal Básico por <strong>de</strong>scanso por contingencias especial<br />
= 78,25 + 15,65 + 3,9 + 0 = 91,8<br />
= 91,8 segundos (1,53 minutos)<br />
Foto: <strong>Revista</strong> Doing Business.<br />
<strong>de</strong>scrita en el manual Introducción al<br />
Estudio <strong>de</strong>l Trabajo, establece unos<br />
ritmos <strong>de</strong> trabajo según las principales<br />
escalas <strong>de</strong> valoración: (Ver Tabla 1)<br />
Por último se calcula el tiempo normal<br />
en el proceso <strong>de</strong> cortes <strong>de</strong> motantes<br />
<strong>de</strong> puertas, <strong>de</strong> la siguiente forma:<br />
1. <strong>La</strong> combinación <strong>de</strong>l tiempo medio<br />
observado con el factor <strong>de</strong><br />
clasificación da como resultado el<br />
tiempo básico para la tarea: (Ver<br />
Tabla 2)<br />
2. Se calcula el tiempo <strong>de</strong> asignación<br />
por <strong>de</strong>scanso, buscando dar al trabajador<br />
la oportunidad <strong>de</strong> recuperarse<br />
<strong>de</strong> los efectos fisiológicos<br />
y sicológicos que produce realizar<br />
un trabajo especifico, en condiciones<br />
específicas.<br />
Para el ejemplo en mención, el<br />
observador efectuó las siguientes<br />
asignaciones por <strong>de</strong>scanso para<br />
la operación <strong>de</strong> cortado <strong>de</strong> montantes<br />
<strong>de</strong> puerta (expresadas en<br />
porcentajes <strong>de</strong>l tiempo básico):<br />
(Ver Tabla 3)<br />
Por lo tanto la asignación total por<br />
<strong>de</strong>scanso <strong>de</strong>l tiempo es el 20% <strong>de</strong>l<br />
tiempo básico lo que equivale a<br />
15,65 segundos.<br />
3. Se fija un tiempo <strong>de</strong> asignación<br />
por contingencias <strong>de</strong>l 5 por ciento<br />
<strong>de</strong>l tiempo básico, lo que es igual<br />
a 3.9 segundos.<br />
4. Asignaciones especiales: ninguna.<br />
<strong>El</strong> tiempo total normal para esta<br />
operación <strong>de</strong> corte en la sierra<br />
radial es: (Ver Tabla 4)<br />
Los tiempos normales para algunos<br />
<strong>de</strong> los pasos repetitivos <strong>de</strong> la fabricación<br />
pue<strong>de</strong>n entonces usarse en las<br />
estimaciones <strong>de</strong> los costos laborales<br />
directos y en la preparación <strong>de</strong> sistemas<br />
<strong>de</strong> incentivos y contrato.<br />
Con las anteriores herramientas, los<br />
pequeños centros <strong>de</strong> producción <strong>de</strong><br />
muebles bien pue<strong>de</strong>n realizar un<br />
mejor control <strong>de</strong> sus operaciones <strong>de</strong><br />
fabricación y <strong>de</strong> la misma forma, agilizar<br />
sus procesos. Se trata <strong>de</strong> trabajar<br />
or<strong>de</strong>nada, eficiente y productivamente,<br />
incorporando estrategias sencillas<br />
R E V I S T A<br />
&<br />
pero muy útiles. M M<br />
EL MUEBLE Y LA MADERA<br />
* Mario Cardona Henao.<br />
Arquitecto, Diseñador <strong>de</strong> <strong>Mueble</strong>s, Asesor y<br />
Consultor <strong>de</strong>l Centro Nacional <strong>de</strong> la Ma<strong>de</strong>ra<br />
Sena Regional Antioquia. Correo electrónico:<br />
mcardonah@epm.net.co<br />
Operación, espera, almacenamiento,<br />
inspección y transporte, son las cinco<br />
operaciones básicas que pue<strong>de</strong>n<br />
medirse a través <strong>de</strong>l método <strong>de</strong><br />
Tiempos y tiempos.<br />
E D I C I O N E S P E C I A L<br />
152 Visítenos en: www.revista-MM.com