manual tecnico limi motor servo serie g - Rapida
manual tecnico limi motor servo serie g - Rapida
manual tecnico limi motor servo serie g - Rapida
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
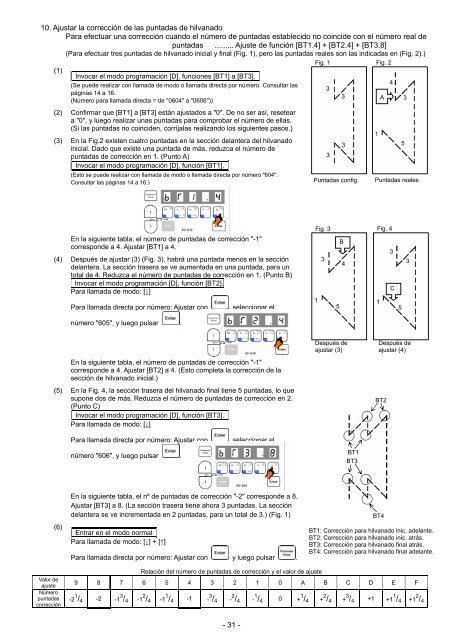
10. Ajustar la corrección de las puntadas de hilvanadoPara efectuar una corrección cuando el número de puntadas establecido no coincide con el número real depuntadas ......... Ajuste de función [BT1.4] + [BT2.4] + [BT3.8](Para efectuar tres puntadas de hilvanado inicial y final (Fig. 1), pero las puntadas reales son las indicadas en (Fig. 2).)(1)Invocar el modo programación [D], funciones [BT1] a [BT3].(Se puede realizar con llamada de modo o llamada directa por número. Consultar laspáginas 14 a 16.(Número para llamada directa = de "0604" a "0606"))(2) Confirmar que [BT1] a [BT3] están ajustados a "0". De no ser así, reseteara "0", y luego realizar unas puntadas para comprobar el número de ellas.(Si las puntadas no coinciden, corríjalas realizando los siguientes pasos.)(3) En la Fig.2 existen cuatro puntadas en la sección delantera del hilvanadoinicial. Dado que existe una puntada de más, reduzca el número depuntadas de corrección en 1. (Punto A)Invocar el modo programación [D], función [BT1].(Esto se puede realizar con llamada de modo o llamada directa por número "604".Consultar las páginas 14 a 16.)Fig. 1 Fig. 23333Puntadas config.1A453Puntadas realesEn la siguiente tabla, el número de puntadas de corrección "-1"corresponde a 4. Ajustar [BT1] a 4.(4) Después de ajustar (3) (Fig. 3), habrá una puntada menos en la seccióndelantera. La sección trasera se ve aumentada en una puntada, para untotal de 4. Reduzca el número de puntadas de corrección en 1. (Punto B)Invocar el modo programación [D], función [BT2].Para llamada de modo: [↓]Para llamada directa por número: Ajustar con, seleccionar elFig. 3135B4Fig. 43C153número "605", y luego pulsar .En la siguiente tabla, el número de puntadas de corrección "-1"corresponde a 4. Ajustar [BT2] a 4. (Esto completa la corrección de lasección de hilvanado inicial.)(5) En la Fig. 4, la sección trasera del hilvanado final tiene 5 puntadas, lo quesupone dos de más. Reduzca el número de puntadas de corrección en 2.(Punto C)Invocar el modo programación [D], función [BT3].Para llamada de modo: [↓]Después deajustar (3)Después deajustar (4)BT2Para llamada directa por número: Ajustar connúmero "606", y luego pulsar ., seleccionar elBT1BT3(6)En la siguiente tabla, el nº de puntadas de corrección "-2" corresponde a 8.Ajustar [BT3] a 8. (La sección trasera tiene ahora 3 puntadas. La seccióndelantera se ve incrementada en 2 puntadas, para un total de 3.) (Fig. 1)Entrar en el modo normalPara llamada de modo: [↓] + [↑]Para llamada directa por número: Ajustar con y luego pulsar .BT4BT1: Corrección para hilvanado inic. adelante.BT2: Corrección para hilvanado inic. atrás.BT3: Corrección para hilvanado final atrás.BT4: Corrección para hilvanado final adelante.Valor deajusteNúmeropuntadascorrecciónRelación del número de puntadas de corrección y el valor de ajuste9 8 7 6 5 4 3 2 1 0 A B C D E F-2 1 / 4 -2 -1 3 / 4 -1 2 / 4 -1 1 / 4 -1 - 3 / 4 - 2 / 4 - 1 / 4 0 + 1 / 4 + 2 / 4 + 3 / 4 +1 +1 1 / 4 +1 2 / 4- 31 -