Manual de Programación en Sinumerik 802s
Manual de Programación en Sinumerik 802s
Manual de Programación en Sinumerik 802s

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
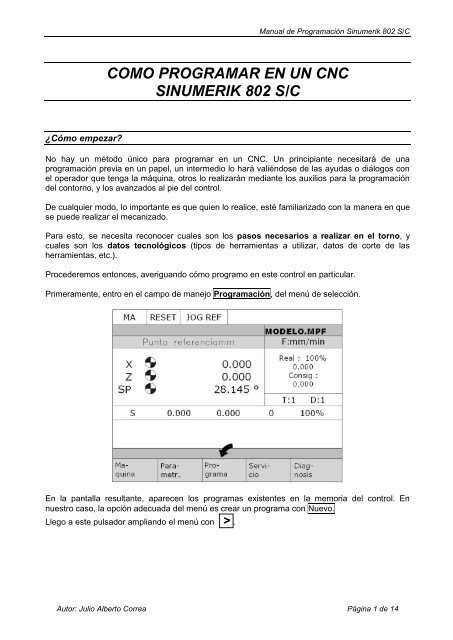
<strong>Manual</strong> <strong>de</strong> Programación <strong>Sinumerik</strong> 802 S/CCon la tecla Insertar, se coloca automáticam<strong>en</strong>te el símbolo (L F ) o carácter <strong>de</strong> final <strong>de</strong> secu<strong>en</strong>cia.Apretando sucesivam<strong>en</strong>te Insertar, puedo g<strong>en</strong>erar secu<strong>en</strong>cias vacías que me pue<strong>de</strong>n ser útilespara separar cambios <strong>de</strong> herrami<strong>en</strong>tas, por ejemplo.Supongamos que la pieza a mecanizar <strong>en</strong> cuestión sea la sigui<strong>en</strong>te:121.6A continuación, numero con la dirección N la próxima secu<strong>en</strong>cia.Si bi<strong>en</strong> esto no es necesario, ya que el programa funciona igualm<strong>en</strong>te sin esta numeración, serecomi<strong>en</strong>da para t<strong>en</strong>er un or<strong>de</strong>nami<strong>en</strong>to <strong>en</strong> el programa.Se pue<strong>de</strong> numerar <strong>de</strong> diez <strong>en</strong> diez (N10…N20…N30…), o numerando solam<strong>en</strong>te las secu<strong>en</strong>ciasque consi<strong>de</strong>re como las más importantes o principales, por ejemplo <strong>en</strong> los cambios <strong>de</strong>herrami<strong>en</strong>tas con los números <strong>de</strong> las mismas (N0101…N0201…N0301…)N0101 G90 G71 G54 T01 D01; HERRAM TRIGONProce<strong>de</strong>mos a explicar que escribimos:La segunda palabra, G90 (acotación <strong>en</strong> absoluto), nos indica que el orig<strong>en</strong> <strong>de</strong>coor<strong>de</strong>nadas para la programación, es único y no se mueve <strong>de</strong> posición; es <strong>de</strong>cir que todos losvalores <strong>de</strong> X y Z se refier<strong>en</strong> al mismo.Esta dirección es modal, es <strong>de</strong>cir que está previam<strong>en</strong>te seteada <strong>de</strong> orig<strong>en</strong>, por lo cual noes imprescindible escribirla.La tercera palabra, G71, nos señala que la acotación la efectuamos <strong>en</strong> milímetros. Comola anterior, es modalm<strong>en</strong>te activa, por lo que no es necesario escribirla.G54 (1º <strong>de</strong>calaje <strong>de</strong> orig<strong>en</strong> ajustable), nos dice que tomaremos como orig<strong>en</strong> <strong>de</strong>coor<strong>de</strong>nadas no el cero <strong>de</strong> máquina original, sino uno nuevo previam<strong>en</strong>te seteado. Este se<strong>en</strong>cu<strong>en</strong>tra <strong>en</strong> el fr<strong>en</strong>te <strong>de</strong> nuestra pieza medido con la herrami<strong>en</strong>ta T01 y sus datos D01, quecargamos a continuación con T01 D01.Autor: Julio Alberto Correa Página 3 <strong>de</strong> 14
<strong>Manual</strong> <strong>de</strong> Programación <strong>Sinumerik</strong> 802 S/CDespués <strong>de</strong>l <strong>de</strong>sbastado, las creces para acabado se eliminan <strong>en</strong> un solo paso.R109=, R110= Entrada <strong>de</strong> rosca, Salida <strong>de</strong> rosca.Los parámetros R109 y R110 <strong>de</strong>terminan el recorrido para la <strong>en</strong>trada y la salida <strong>de</strong> la rosca. Laposición inicial programada se avanza <strong>en</strong> el ciclo <strong>en</strong> la distancia para <strong>en</strong>trada. El trayecto <strong>de</strong>salida alarga la rosca más allá <strong>de</strong>l punto final programado.R111= El parámetro R111 <strong>de</strong>termina la profundidad total <strong>de</strong> la rosca, sin signo.R112= En este parámetro se pue<strong>de</strong> programar un valor angular que <strong>de</strong>termina el punto <strong>de</strong><strong>en</strong>trada <strong>de</strong>l primer filete <strong>de</strong> rosca <strong>en</strong> la circunfer<strong>en</strong>cia <strong>de</strong> la pieza torneada, o sea, un sustitutopara la posición inicial. El parámetro pue<strong>de</strong> t<strong>en</strong>er valores <strong>de</strong> <strong>en</strong>tre 0.0001 … + 359.9999 grados.R113= Número <strong>de</strong> cortes <strong>de</strong> <strong>de</strong>sbaste <strong>en</strong> el tallado <strong>de</strong> roscas.El ciclo calcula los distintos avances <strong>de</strong> p<strong>en</strong>etración actuales automáticam<strong>en</strong>te <strong>en</strong> función <strong>de</strong>R105 y R111.R114= Número <strong>de</strong> <strong>en</strong>tradas <strong>de</strong> rosca, sin signo.Las <strong>en</strong>tradas <strong>de</strong> rosca se dispon<strong>en</strong> simétricam<strong>en</strong>te <strong>en</strong> la circunfer<strong>en</strong>cia <strong>de</strong> la pieza torneada.En el control, se abrirá la sigui<strong>en</strong>te pantalla, don<strong>de</strong> colocaré los valores <strong>de</strong> los parámetros antesexplicados y aceptaré con OK para terminar.Autor: Julio Alberto Correa Página 8 <strong>de</strong> 14
<strong>Manual</strong> <strong>de</strong> Programación <strong>Sinumerik</strong> 802 S/CLos datos <strong>de</strong> la rosca los sacamos <strong>de</strong> una tabla <strong>de</strong> roscas, y las condiciones <strong>de</strong> corte <strong>de</strong> unmanual con los valores <strong>de</strong> la herrami<strong>en</strong>ta.Si queremos realizar la rosca <strong>de</strong>l plano, los parámetros son:Roscado exterior <strong>de</strong> una <strong>en</strong>trada.Diámetro exterior: 101.6Profundidad <strong>de</strong>l filete: 1.016Paso: 1.5875Número <strong>de</strong> cortes: 8Sobrematerial para acabado: 0.05Ángulo <strong>de</strong> p<strong>en</strong>etración: 0ºEntrada <strong>de</strong> rosca: 5Salida <strong>de</strong> rosca: 0De acuerdo a esto, la programación quedará así.R100=101.6 R101=0 R102=101.6R103=-38 R104=1.5875 R105=1R106=0.05 R109=5 R110=0 R111=1.016R112=0 R113=8 R114=1LCYC97Para finalizar, solam<strong>en</strong>te restará alejar la herrami<strong>en</strong>ta hasta una posición libre <strong>de</strong> colisión y cerrarel programa.G0X200Z200M30Autor: Julio Alberto Correa Página 9 <strong>de</strong> 14
<strong>Manual</strong> <strong>de</strong> Programación <strong>Sinumerik</strong> 802 S/CEl programa total quedará <strong>de</strong> esta manera.MSG (“EJE PLANO A17”)N0101G54T1D1; HERRAM TRIGONG96M3S150LIMS=2000F0.10G0X135Z0G1X-2G0X130Z5G1Z-35G0X135Z5_CNAME= “CONTOR_1”R105=9 R106=0.3 R108=3R109=0 R110=1.5 R111=0.1R112=0.08LCYC95G0X200Z200M5N0401G54T4D1; HERRAM ROSCARG95M3S500G0X101.6Z10R100=101.6 R101=0R102=101.6 R103=-10R104=1.5875 R105=1R106=0.05 R109=5R110=0 R111=1.016R112=0 R113=8R114=1LCYC97G0X200Z200M30Ahora vamos a realizar el subprograma <strong>de</strong> contorno.Editando el Subprograma <strong>de</strong> ContornoEn realidad, se trata <strong>de</strong> un programa, ya que la ext<strong>en</strong>sión con que se almac<strong>en</strong>ará <strong>en</strong> la memoriaes “MPF”, como el programa principal.Llamamos contorno al recorrido <strong>de</strong> la herrami<strong>en</strong>ta sigui<strong>en</strong>do el perfil exterior <strong>de</strong> la pieza.De acuerdo al plano <strong>de</strong> pieza <strong>de</strong> refer<strong>en</strong>cia, sería trazar el recorrido <strong>de</strong>s<strong>de</strong> el punto 1 al punto 6mediante G1, G2 y G3.Lo escribimos <strong>de</strong>s<strong>de</strong> el m<strong>en</strong>ú principal y<strong>en</strong>do a Programa , Nuevo , lo llamamos CONTOR_1 , yOK .Autor: Julio Alberto Correa Página 10 <strong>de</strong> 14
<strong>Manual</strong> <strong>de</strong> Programación <strong>Sinumerik</strong> 802 S/CN10G1X97.6Z0N20X101.6Z-2N30Z-12N40G2X121.6Z-22CR=10N50G1Z-18N60X130N70Z-35M2Simulando gráficam<strong>en</strong>te el programa.Para verificar antes <strong>de</strong>l mecanizado, realizo lo sigui<strong>en</strong>te.Des<strong>de</strong> el campo<strong>de</strong> manejoMáquina (MA),seleccionando el modoautomático,En el m<strong>en</strong>úinferior, buscoInflu.ProgramEn la pantallaresultante activo losigui<strong>en</strong>te:DRY: lo que implica que no gira el cabezal ni se muev<strong>en</strong> los carros. Solam<strong>en</strong>te pue<strong>de</strong> girar latorreta portaherrami<strong>en</strong>tas (cuidado!).PRT: con lo cual puedo visualizar <strong>en</strong> que parte <strong>de</strong>l programa estoy simulando.SBL: activa la función bloque a bloque.Autor: Julio Alberto Correa Página 11 <strong>de</strong> 14
<strong>Manual</strong> <strong>de</strong> Programación <strong>Sinumerik</strong> 802 S/CSin salir <strong>de</strong>l modo Automático, voy <strong>de</strong>s<strong>de</strong> el m<strong>en</strong>ú hasta Program .Si no lo veo, lo busco con la tecla conmutación <strong>de</strong> campoDes<strong>de</strong> Programas, busco el programa que necesito lo selecciono, lo abro y exti<strong>en</strong>do el m<strong>en</strong>ú con> hasta <strong>en</strong>contrar la opción Simulación.En la pantalla que resulta, con las teclas <strong>de</strong> <strong>de</strong>splazami<strong>en</strong>to puedo c<strong>en</strong>trar la pantalla, y conZoom + agrando.Con la tecla <strong>de</strong> arranque, comi<strong>en</strong>za el trazado <strong>de</strong> la simulación.Si quiero seguirla bloque por bloque, <strong>de</strong>bo activar la tecla Single BlockAutor: Julio Alberto Correa Página 12 <strong>de</strong> 14
<strong>Manual</strong> <strong>de</strong> Programación <strong>Sinumerik</strong> 802 S/CEl Mecanizado…Una vez que puse la máquina a punto, incluido el <strong>de</strong>calaje al orig<strong>en</strong>, <strong>de</strong>spués <strong>de</strong> la programacióny la simulación, solo nos resta tornear la pieza.Para esto <strong>de</strong>bo asegurarme que:Des<strong>de</strong> el campo<strong>de</strong> manejoMáquina (MA),seleccionando el modoautomático,En el m<strong>en</strong>úinferior, buscoInflu.ProgramEn la pantallaresultante <strong>de</strong>sactivoDRY y PRT.Posteriorm<strong>en</strong>te, acciono con la tecla <strong>de</strong> arranque.Recomi<strong>en</strong>do que <strong>en</strong> la primera pieza, t<strong>en</strong>gan a mano el botón <strong>de</strong> Parada <strong>de</strong> Emerg<strong>en</strong>cia, porprecaución, por si algo sale mal.Datos <strong>de</strong> Corte: Velocidad <strong>de</strong> Corte, Avances y Profundida<strong>de</strong>s …Estos valores <strong>de</strong>p<strong>en</strong><strong>de</strong>n <strong>de</strong> la herrami<strong>en</strong>ta y el material a mecanizar, a<strong>de</strong>más <strong>de</strong> otros factorescomo tipo <strong>de</strong> mecanizado y condiciones <strong>de</strong>l material.La Velocidad <strong>de</strong> Corte (Vc), o velocidad tang<strong>en</strong>cial, es aproximadam<strong>en</strong>te la velocidad queel material (viruta) ti<strong>en</strong>e sobre la superficie <strong>de</strong> la herrami<strong>en</strong>ta (plaquita).En los mo<strong>de</strong>rnos tornos con CNC, este valor es constante, lo que implica que la velocidad <strong>de</strong>rotación <strong>de</strong>l husillo se increm<strong>en</strong>ta a medida que la herrami<strong>en</strong>ta se acerca al c<strong>en</strong>tro <strong>de</strong> la pieza.El Avance (fn), es la velocidad <strong>de</strong> la herrami<strong>en</strong>ta <strong>en</strong> relación a la pieza que está girando.Podríamos <strong>de</strong>cir que es la velocidad <strong>de</strong> avance <strong>de</strong>l carro, <strong>en</strong> el caso <strong>de</strong> los tornos, o <strong>de</strong> la mesas,<strong>en</strong> el caso <strong>de</strong> las fresas.Es <strong>de</strong> vital importancia para la correcta formación <strong>de</strong> la viruta, y la terminación superficial <strong>de</strong> lapieza.La Profundidad <strong>de</strong> Pasada (ap) [mm], es la semi-difer<strong>en</strong>cia <strong>en</strong>tre el diámetro sin cortar y elcortado.diámetro no mecanizado - diámetro mecanizadoap 2Estos datos po<strong>de</strong>mos <strong>en</strong>contrarlos <strong>en</strong> la caja <strong>en</strong> la cual vi<strong>en</strong><strong>en</strong> las plaquitas, o <strong>en</strong> manualesreferidos al tema.Autor: Julio Alberto Correa Página 13 <strong>de</strong> 14
<strong>Manual</strong> <strong>de</strong> Programación <strong>Sinumerik</strong> 802 S/CEn la programación po<strong>de</strong>mos trabajar con el número <strong>de</strong> revoluciones <strong>de</strong>l husillo constante (G95),calculándolo <strong>de</strong> acuerdo al mayor diámetro <strong>de</strong> la pieza según la segunda fórmula <strong>de</strong> arriba. Estolo haremos si el diámetro es constante o con pocas variaciones.Pero si queremos conseguir terminación superficial homogénea y la pieza es <strong>de</strong> perfil bastantevariado, se recomi<strong>en</strong>da que usemos constante la velocidad <strong>de</strong> corte (G96), <strong>de</strong>jándole al controlque calcule el número <strong>de</strong> RPM para cada diámetro.De todas maneras, los valores <strong>de</strong> corte i<strong>de</strong>ales <strong>de</strong>p<strong>en</strong><strong>de</strong>rán <strong>de</strong> la pot<strong>en</strong>cia <strong>de</strong> la máquina, es<strong>de</strong>cir <strong>de</strong> ver si el torno soportará las condiciones <strong>de</strong> corte sugeridas por el fabricante <strong>de</strong>herrami<strong>en</strong>tas.Para un estudio más profundo <strong>de</strong>l tema, recomi<strong>en</strong>do leer “Tecnología <strong>de</strong> las Herrami<strong>en</strong>tas <strong>de</strong>Corte”, <strong>de</strong>l blog www.juliocorrea.wordpress.com© 2011. No se permite la reproducción total o parcial, el almac<strong>en</strong>ami<strong>en</strong>to, el alquiler, latransmisión o la transformación <strong>de</strong> este material, <strong>en</strong> cualquier forma o por cualquier medio, seaelectrónico o mecánico, mediante fotocopias, digitalización u otros métodos, sin el permiso previoy escrito <strong>de</strong>l autor.Autor: Julio Alberto Correa Página 14 <strong>de</strong> 14