Muottiinkarkaisu+Wan.. - ohutlevy
Muottiinkarkaisu+Wan.. - ohutlevy
Muottiinkarkaisu+Wan.. - ohutlevy
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
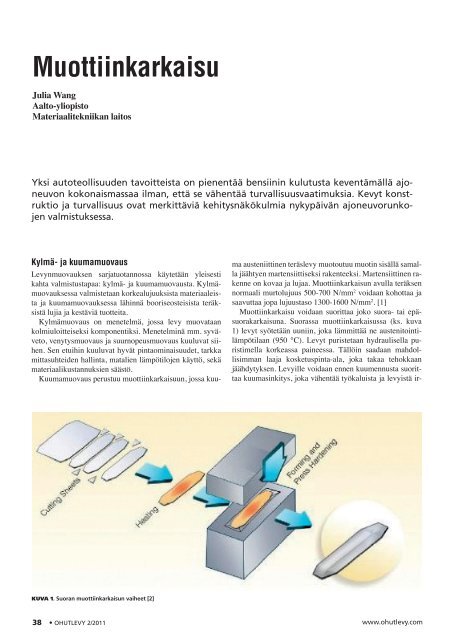
MuottiinkarkaisuJulia WangAalto-yliopistoMateriaalitekniikan laitosYksi autoteollisuuden tavoitteista on pienentää bensiinin kulutusta keventämällä ajoneuvonkokonaismassaa ilman, että se vähentää turvallisuusvaatimuksia. Kevyt konstruktioja turvallisuus ovat merkittäviä kehitysnäkökulmia nykypäivän ajoneuvorunkojenvalmistuksessa.Kylmä- ja kuumamuovausLevynmuovauksen sarjatuotannossa käytetään yleisestikahta valmistustapaa: kylmä- ja kuumamuovausta. Kylmämuovauksessavalmistetaan korkealujuuksista materiaaleistaja kuumamuovauksessa lähinnä booriseosteisista teräksistälujia ja kestäviä tuotteita.Kylmämuovaus on menetelmä, jossa levy muovataankolmiuloitteiseksi komponentiksi. Menetelminä mm. syväveto,venytysmuovaus ja suurnopeusmuovaus kuuluvat siihen.Sen etuihin kuuluvat hyvät pintaominaisuudet, tarkkamittasuhteiden hallinta, matalien lämpötilojen käyttö, sekämateriaalikustannuksien säästö.Kuumamuovaus perustuu muottiinkarkaisuun, jossa kuu-ma austeniittinen teräslevy muotoutuu muotin sisällä samallajäähtyen martensiittiseksi rakenteeksi. Martensiittinen rakenneon kovaa ja lujaa. Muottiinkarkaisun avulla teräksennormaali murtolujuus 500-700 N/mm 2 voidaan kohottaa jasaavuttaa jopa lujuustaso 1300-1600 N/mm 2 . [1]Muottiinkarkaisu voidaan suorittaa joko suora- tai epäsuorakarkaisuna.Suorassa muottiinkarkaisussa (ks. kuva1) levyt syötetään uuniin, joka lämmittää ne austenitointilämpötilaan(950 °C). Levyt puristetaan hydraulisella puristimellakorkeassa paineessa. Tällöin saadaan mahdollisimmanlaaja kosketuspinta-ala, joka takaa tehokkaanjäähdytyksen. Levyille voidaan ennen kuumennusta suorittaakuumasinkitys, joka vähentää työkaluista ja levyistä ir-Kuva 1. Suoran muottiinkarkaisun vaiheet [2]38 • OHUTLEVY 2/2011 www.<strong>ohutlevy</strong>.com
Kuva 3. Auton B-pilarija lujike.[1]Kuva 4. Simuloitulämpötilajakaumaheti muotin sulkemisenjälkeen ja karkaisunjälkeen. [5]Muottiinkarkaisulla valmistetaan mm. auton B-pilareita,taka-akseleita, puskureita ja lujikkeita (ks. kuva 3).Muottiinkarkaisun teknologiaMuottiinkarkaisun prosessisuunnittelu kehittyy jatkuvasti.Ajavana voimana on autoteollisuuden kasvava tarve sekähenkilöautojen että hyötyajoneuvojen energiankulutuksenpienentämiseksi yhdistettynä tiukempien turvallisuusvaatimuksiensaavuttamiseen. Ajoneuvojen tulisi painaa vähemmänmutta säilyttää siitä huolimatta turvallisuutensa. Tässäasiassa vaatimukset tiukentuvat koko ajan. EU:n komis-sio ja autonvalmistajat ovat asettaneet tavoitteiksi pienentääpolttoainekulutusta ja saavuttaa hiilidioksidipäästöissätason 95 g/km kohden.Näiden tavoitteiden saavuttamiseksi tarvitaan suuria parannuksia.Yksi näistä on ajoneuvon painon vähentäminen.Useimmat autonvalmistajat ovat sitä mieltä, että on mahdollistavähentää ajoneuvojen painoa jopa 40 %. Muottiinkarkaisullaon merkittävä rooli tässä asiassa. Monet valmistajatennakoivat, että seuraavan sukupolven henkilöautoissa voiolla jopa 35-40 % muottiinkarkaistuja komponentteja. Nykypäivänautoissa niitä on vastaavasti vain 5-10 %. Tämätarkoittaa, että uusia tuotantoratkaisuja on tehtävä ja ennen40 • OHUTLEVY 2/2011 www.<strong>ohutlevy</strong>.com
kaikkea muottiinkarkaisulle on löydyttävä uusia käyttökohteita.[4]Muottiinkarkaisuteknologia kehittyy koko ajan nopeasti.Sillä on kuitenkin vielä haasteita teollisuuden korkeidenvaatimusten, kuten valmistuksen laadun ja kustannustenmuodossa. Tärkeimpiä näistä vaatimuksista ovat:• monimuotoisemmat ja vaikeammat osat• osat, joilla on räätälöidyt ominaisuudet• joustavat tuotantojärjestelmät lyhyine muutosaikoineen• lyhyet läpimenoajat• laatuvarmistetut tuoteominaisuudet• luotettavuus ja saatavuus tuotantojärjestelmässä• alhaisempi valmistuskustannusProsessikehitystä tulisikin jatkaa, jotta autoteollisuudenasettamat vaatimukset toteutuisivat. [4]Tulevaisuuden kehitysTunnettujen työkalukonseptien lisäksi uusia on kehitteilläjatkuvasti (esim. laminoidusta levymetallista koostuvatjäähdytystyökalut). Suoran ja epäsuoran muottiinkarkaisunoptimointi on suoritettu käyttämällä FE-menetelmää(kuva 4). [2]Tarvittavien jäähdytysnopeuksien laskeminen antaa tarkempaatietoa jäähdytyskanavien optimaalisesta asettelustaja muotin ylirasittamisen välttämisestä. Komponenttienominaisuuksiin voidaan vaikuttaa mikrorakenteen säädöllä(pelkkää martensiittia tai sekoitettu rakenne). Tämän lisäksilämpökameroiden käyttö auttaa kehittämään simulointityökaluja.[2]Innovatiivisten valmistusprosessien ja korkealujuuksistenmateriaalien läheisellä yhteistyöllä voidaan saavuttaaentistä parempi ajoneuvojen turvallisuustaso. FE-menetelmienja optimointityökalujen käytön lisäksi törmäystestienja muovattavien kevytrakenteiden optimaalisellamateriaalivalinnalla tullaan parantamaan autojen turvallisuuttatulevaisuudessa. [2]Lähteet:Schuler Group. Light-weight volume production – Systems for press hardening.Muokattu 10.8.2011. Viitattu 10.8.2011. [http://www.schulergroup.com/major/us/10_Anlagen_Verfahren/040_Formhaerten/index.html]Ralf Kolleck. Press Hardening Process of Boron Steel Sheets –New Developments.Auto Focus Asia. Muokattu 24.4.2010. Viitattu 9.8.2011. [http://www.autofocusasia.com/automotive_materials/press_hardening_boron_steel.htm]UkraineMade. Press Hardening. Muokattu 10.8.2011. Viitattu 10.8.2011. [http://ukrainemade.com/technologies/56290/]Kent Eriksson. Press Hardening – Process Design. 3 rd International Conference ofHot Sheet Metal Forming of High-Performance Steel. SS. 263-268.Press Hardening News: Loire Safe in Press hardening: Our Tools Muokattu2.8.2011. Viitattu 10.8.2011. [http://presshardening.blogspot.com/2010_03_01_archive.html]www.<strong>ohutlevy</strong>.comOHUTLEVY 2/2011 • 41