

ULTIMA - Complete Machine Tool Services
ULTIMA - Complete Machine Tool Services
ULTIMA - Complete Machine Tool Services

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>ULTIMA</strong><br />
1 2 3 4 5<br />
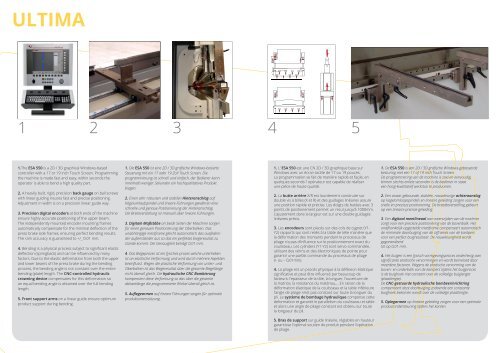
1.The ESA 550 is a 2D / 3D graphical Windows-based<br />
controller with a 17 or 19 inch Touch Screen. Programming<br />
the machine is made fast and easy, within seconds the<br />
operator is able to bend a high quality part.<br />
2. A heavily built, rigid, precision back gauge on ball screws<br />
with linear guiding insures fast and precise positioning.<br />
Adjustment in width is on a precision linear guide way.<br />
3. Precision digital encoders at both ends of the machine<br />
ensure highly accurate positioning of the upper beam.<br />
The independently mounted encoder mounting frames<br />
automatically compensate for the minimal defl ection of the<br />
press brake side frames, ensuring perfect bending results.<br />
The ram accuracy is guaranteed to +/_ 0.01 mm.<br />
4. Bending is a physical process subject to signifi cant elastic<br />
defl ection (springback) and can be infl uenced by many<br />
factors. Due to the elastic deformation from both the upper<br />
and lower beams of the press brake during the bending<br />
process, the bending angle is not constant over the entire<br />
bending (plate) length. The CNC-controlled hydraulic<br />
crowning device compensates for this deformation so<br />
an equal bending angle is obtained over the full bending<br />
length.<br />
5. Front support arms on a linear guide ensure optimum<br />
product support during bending.<br />
1. Die ESA 550 ist eine 2D / 3D grafi sche Windows-basierte<br />
Steuerung mit ein 17 oder 19 Zoll Touch Screen. Die<br />
programmierung ist schnell und einfach, der Bediener kann<br />
innerhalb weniger Sekunden ein hochqualitatives Produkt<br />
biegen.<br />
2. Einen sehr robusten und stabilen Hinteranschlag auf<br />
Kögelumlaufspindel und lineare Führungen gewähren eine<br />
schnelle und genaue Positionierung der Hinteranschlag.<br />
Die Breiteverstellung ist manuell über lineare Führungen.<br />
3. Digitale Maßstäbe an beide Seiten der Maschine sorgen<br />
für einen genauen Positionierung der Oberbalken. Das<br />
unabhängige messframe gleicht automatisch das ausfedern<br />
der außenständer aus so das ein perfektes biegeresultat zu<br />
stande kommt. Die Genauigkeit beträgt 0,01 mm.<br />
4. Das Biegeprozes ist ein fysiches prozes welche unterheben<br />
ist an elastische Verformung und wird durch mehrere Aspekten<br />
beeinfl usst. Wegen die plastische Verformung von unten- und<br />
Oberbalken ist das Biegeresultat über die gesamte Biegelänge<br />
nicht überall gleich. Die hydraulische CNC Bombierung<br />
kompensiert diese Verformung so das über die gesamte<br />
abkantlänge die programmierte Winkel überall gleich ist.<br />
5. Aufl egearmen auf lineare Führungen sorgen für optimale<br />
produktunterstützung.<br />
1. L’ ESA 550 est une CN 2D / 3D graphique base sur<br />
Windows avec un écran tactile de 17 ou 19 pouces.<br />
La programmation se fait de manière rapide et façile, en<br />
quelques seconds l’ opérateur est capable de réaliser<br />
une pièce de haute qualité.<br />
2. La butte arrière X/R est lourdement construite sur<br />
double vis à billes (X et R) et des guidages linéaires assure<br />
une position rapide et précise. Les doigts de butées avec 3<br />
points de positionement permet un recul jusqu’à 1000mm.<br />
L’ajustement dans la largeur est sur une double guidages<br />
linéaires précis.<br />
3. Les encodeurs sont placés sur des cols de cygnet (Y1-<br />
Y2) rapports qui sont reliés à la table de telle manière que<br />
la déformation des montants pendant le processus de<br />
pliage n’a pas d’infl uence sur le positionnement exact du<br />
coulisseau. Les cylinders (Y1-Y2) sont servo-commandée,<br />
utilisant des vérins et des électroniques de pointe pour<br />
garantir une parfait commande du processus de pliage<br />
(+ ou – 0,01mm).<br />
4. La pliage est un procés physique à la défl exion élastique<br />
signifi cative et peut être infl uencé par beaucoup de<br />
facteurs: l’epaisseur de la tôle, la longuer, l’ouverture de<br />
la matrice, la resistance du matériau,… En raison de la<br />
déformation élastique de la coulisseau et la table inférieure<br />
l’angle de pliage n’est pas constant sur toute la longuer du<br />
pli. Le système de bombage hydraulique compense cette<br />
deformation et garantit le parallelism du coulisseau et table<br />
et alors une angle de pliage constant est obtenu sur toute<br />
la longueur du pli.<br />
5. Bras de support sur guide linéaire, réglables en hauteur<br />
garantisse l’optimal soutien de produit pendant l’opération<br />
de pliage.<br />
1. De ESA 550 is een 2D / 3D grafi sche Windows-gebaseerde<br />
besturing met een 17 of 19 inch Touch Screen.<br />
De programmering van de machine is snel en eenvoudig,<br />
binnen slechts enkele seconden is de bediener in staat<br />
een hoog-kwalitatief werkstuk te produceren.<br />
2. Een zwaar gebouwde, stabiele, nauwkeurige achteraanslag<br />
op kogelomloopspindels en lineaire geleiding zorgen voor een<br />
snelle en precieze positionering. De breedteverstelling gebeurt<br />
op een lineaire precisie-geleiding.<br />
3. Een digitaal meetlineaal aan weerszijden van de machine<br />
zorgt voor een precieze positionering van de bovenbalk. Het<br />
onafhankelijk opgestelde meetframe compenseert automatisch<br />
de minimale doorbuiging van de zijframes van de kantpers<br />
voor een perfect buigresultaat. De nauwkeurigheid wordt<br />
gegarandeerd<br />
tot op 0,01 mm.<br />
4. Het buigen is een fysisch vormgevingsproces onderhevig aan<br />
signifi cante elastische vervormingen en wordt beïnvloed door<br />
meerdere factoren. Wegens de elastische vervorming van de<br />
boven- en onderbalk van de kantpers tijdens het buigproces<br />
is de buighoek niet constant over de volledige buiglengte<br />
(plaatlengte).<br />
De CNC-gestuurde hydraulische bombeerinrichtring<br />
compenseert deze doorbuiging zodoende een constante<br />
buighoek bekomen wordt over de volledige plaatlengte.<br />
5. Oplegarmen op lineaire geleiding zorgen voor een optimale<br />
productondersteuning tijdens het kanten.