

L'emboutissage de l'aluminium - Centre québécois de recherche et ...
L'emboutissage de l'aluminium - Centre québécois de recherche et ...
L'emboutissage de l'aluminium - Centre québécois de recherche et ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
FROTTEMENT<br />
Le frottement « f » du flan au contact du rayon d’entrée dans la matrice <strong>et</strong> entre matrice <strong>et</strong> serre-flan vient s’ajouter à la<br />
composante <strong>de</strong> compression. Ceci va contribuer à diminuer le potentiel <strong>de</strong> réduction en une seule passe. La lubrification est<br />
essentielle pour minimiser le frottement. Le frottement est important au contact du rayon d’entrée <strong>de</strong> la matrice, aussi pour<br />
favoriser la lubrification on choisira un rayon d’entrée d’au moins sept fois l’épaisseur du métal. De même, la pression du<br />
serre-flan doit être minimale <strong>et</strong> juste suffisante pour empêcher la formation <strong>de</strong> plis. En pratique, le frottement va nous obliger<br />
à utiliser un facteur d’emboutissage d<br />
d’une valeur égale à plus ou moins 0,6.<br />
DIAMÈTRE DU FLAN<br />
4<br />
D<br />
En fait, les contraintes sont biaxiales (tension-compression, figure 2b) dans la couronne. La compression réduit la longueur<br />
selon la direction tangentielle <strong>et</strong> la tension l’augmente dans la direction radiale, <strong>de</strong> sorte que l’épaisseur <strong>de</strong> la tôle varie très<br />
peu durant l’emboutissage. Il est donc facile <strong>de</strong> calculer le diamètre du flan requis pour un embouti donné. Diverses métho<strong>de</strong>s<br />
<strong>de</strong> calcul peuvent être utilisées pour obtenir le diamètre du flan en supposant que sa surface doit être égale à celle<br />
<strong>de</strong> l’embouti. Pour un embouti comme celui <strong>de</strong> la figure 1, en négligeant le rayon <strong>de</strong> raccor<strong>de</strong>ment entre le fond <strong>et</strong> la partie<br />
cylindrique <strong>et</strong> en négligeant l’épaisseur <strong>de</strong> la tôle, on obtient D = D = d + d 4<br />
+ d4 hd<br />
h , où h est la hauteur <strong>de</strong> l’embouti. Il y a aussi<br />
que h<br />
D − d<br />
=<br />
4 d<br />
2 2<br />
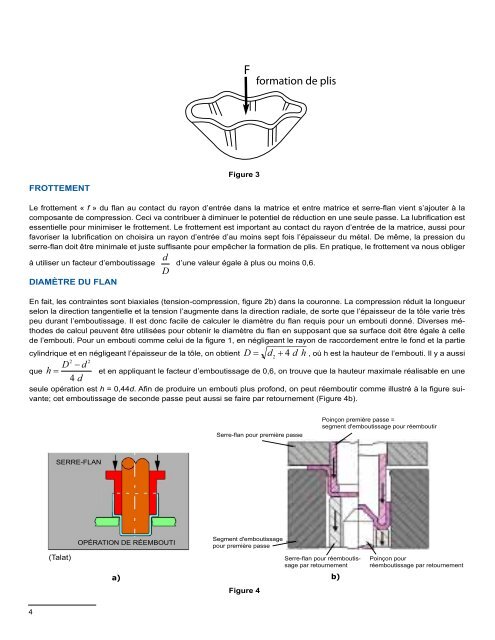
Figure 3<br />
2<br />
<strong>et</strong> en appliquant le facteur d’emboutissage <strong>de</strong> 0,6, on trouve que la hauteur maximale réalisable en une<br />
seule opération est h = 0,44d. Afin <strong>de</strong> produire un embouti plus profond, on peut réemboutir comme illustré à la figure suivante;<br />
c<strong>et</strong> emboutissage <strong>de</strong> secon<strong>de</strong> passe peut aussi se faire par r<strong>et</strong>ournement (Figure 4b).<br />
SERRE-FLAN<br />
(Talat)<br />
OPÉRATION DE RÉEMBOUTI<br />
a)<br />
F formation <strong>de</strong> plis<br />
Serre-flan pour première passe<br />
Segment d'emboutissage<br />
pour première passe<br />
Figure 4<br />
2<br />
Poinçon première passe =<br />
segment d'emboutissage pour réemboutir<br />
Serre-flan pour réemboutissage<br />
par r<strong>et</strong>ournement<br />
b)<br />
Poinçon pour<br />
réemboutissage par r<strong>et</strong>ournement




