

Le repoussage - Centre québécois de recherche et de ...
Le repoussage - Centre québécois de recherche et de ...
Le repoussage - Centre québécois de recherche et de ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
INTRODUCTION<br />
1<br />
Publié par :<br />
<strong>Le</strong> <strong>repoussage</strong><br />
<strong>Le</strong> « Feuillard technique » est publié exclusivement sur le site Intern<strong>et</strong> du<br />
CQRDA. Pour télécharger c<strong>et</strong>te publication, ren<strong>de</strong>z-vous au<br />
http://cqrda.ca/feuillard.php ou au http://cqrda.ca/ar_publications.php.<br />
Pour toute <strong>de</strong>man<strong>de</strong> d'information, n'hésitez pas à nous contacter au<br />
418 545-5520.<br />
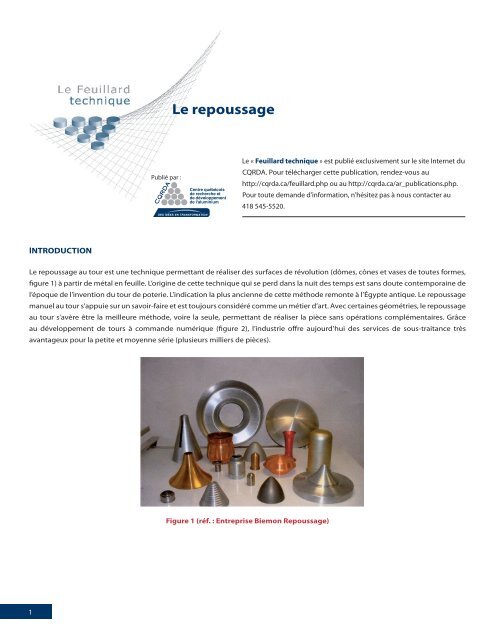
<strong>Le</strong> <strong>repoussage</strong> au tour est une technique perm<strong>et</strong>tant <strong>de</strong> réaliser <strong>de</strong>s surfaces <strong>de</strong> révolution (dômes, cônes <strong>et</strong> vases <strong>de</strong> toutes formes,<br />
figure 1) à partir <strong>de</strong> métal en feuille. L’origine <strong>de</strong> c<strong>et</strong>te technique qui se perd dans la nuit <strong>de</strong>s temps est sans doute contemporaine <strong>de</strong><br />
l’époque <strong>de</strong> l’invention du tour <strong>de</strong> poterie. L’indication la plus ancienne <strong>de</strong> c<strong>et</strong>te métho<strong>de</strong> remonte à l’Égypte antique. <strong>Le</strong> <strong>repoussage</strong><br />
manuel au tour s’appuie sur un savoir-faire <strong>et</strong> est toujours considéré comme un métier d’art. Avec certaines géométries, le <strong>repoussage</strong><br />
au tour s’avère être la meilleure métho<strong>de</strong>, voire la seule, perm<strong>et</strong>tant <strong>de</strong> réaliser la pièce sans opérations complémentaires. Grâce<br />
au développement <strong>de</strong> tours à comman<strong>de</strong> numérique (figure 2), l’industrie offre aujourd’hui <strong>de</strong>s services <strong>de</strong> sous-traitance très<br />
avantageux pour la p<strong>et</strong>ite <strong>et</strong> moyenne série (plusieurs milliers <strong>de</strong> pièces).<br />
Figure 1 (réf. : Entreprise Biemon Repoussage)
LE PROCÉDÉ<br />
Dans le <strong>repoussage</strong> au tour (spinning), le métal en forme <strong>de</strong> disque plat (le flan) est d’abord centré avant <strong>de</strong> le pincer soli<strong>de</strong>ment<br />
entre un mandrin <strong>de</strong> forme <strong>et</strong> un tampon (plaque <strong>de</strong> butée) grâce à la poussée <strong>de</strong> la contrepointe du tour <strong>de</strong> <strong>repoussage</strong>. <strong>Le</strong> mandrin,<br />
le flan <strong>et</strong> le tampon sont entrainés ensemble en rotation (le choix <strong>de</strong> la vitesse <strong>de</strong> rotation est fait en fonction du diamètre du flan<br />
<strong>et</strong> <strong>de</strong> l’épaisseur du métal, voir figure 4) <strong>et</strong> le flan est repoussé par balayage successif <strong>de</strong> la surface <strong>de</strong> la tôle à l’ai<strong>de</strong> d’un gal<strong>et</strong> ou<br />
d’un outil lisse (brunissoir) monté sur une barre qui peut glisser <strong>et</strong> pivoter contre la tige d’appui. La tige peut être déplacée le long<br />
du support pour changer au besoin la position <strong>de</strong> l’appui. La force nécessaire à la déformation <strong>de</strong> la tôle est produite par l’opérateur<br />
grâce au long manche du brunissoir qui sert <strong>de</strong> levier (figure 2a). La tôle est ainsi déformée progressivement afin <strong>de</strong> la plaquer contre<br />
le mandrin <strong>de</strong> forme (voir figure 2 <strong>et</strong> liens 1 à 7) qui reproduit la forme <strong>de</strong> la pièce à obtenir. La précision accessible en <strong>repoussage</strong><br />
manuel est <strong>de</strong> ±0.2 mm pour <strong>de</strong>s flans <strong>de</strong> 30 cm <strong>de</strong> diamètre <strong>et</strong> passe à ±1 mm pour <strong>de</strong>s flans <strong>de</strong> 3.5 m.<br />
2<br />
Figure 2a – Schéma d’un tour <strong>de</strong> <strong>repoussage</strong> manuel (auteur = Nerijp)<br />
Figure 2b – Séquence <strong>de</strong> <strong>repoussage</strong> sur un tour à comman<strong>de</strong>s numériques : 1 : flan en rouge; 2 : gal<strong>et</strong> <strong>de</strong> travail; 3 :<br />
mandrin; 4 : tampon; 5 : support mobile (réf. : Entreprise Repoussage <strong>de</strong> Métal Franjo)
Des outils <strong>de</strong> <strong>repoussage</strong> sont normalement fournis avec les tours, mais il arrive fréquemment que les opérateurs fabriquent leurs<br />
propres outils. Avec <strong>de</strong>s flans <strong>de</strong> forte épaisseur, on utilise <strong>de</strong> longs manches (jusqu’à 1 m) <strong>et</strong> l’opérateur s’attache au tour avec une<br />
sangle (lien 5) pour augmenter la force <strong>et</strong> faciliter le travail.<br />
<strong>Le</strong> mandrin <strong>de</strong> forme est fabriqué en bois ou en métal pour une plus gran<strong>de</strong> résistance à l’usure. <strong>Le</strong> mandrin métallique plus rigi<strong>de</strong><br />
perm<strong>et</strong> d’obtenir une meilleure précision en <strong>repoussage</strong>. Lorsque la pièce comporte <strong>de</strong>s angles rentrants, le mandrin doit être<br />
fabriqué en sections démontables <strong>et</strong> conçu <strong>de</strong> manière à pouvoir r<strong>et</strong>irer les sections par l’ouverture <strong>de</strong> la pièce (figure 3 <strong>et</strong> lien 7).<br />
3<br />
( a )<br />
Ligne <strong>de</strong> séparation<br />
du mandrin<br />
Tour/minute<br />
4000<br />
3200<br />
1600<br />
800<br />
400<br />
200<br />
100<br />
50<br />
25<br />
Section du mandrin<br />
Figure 3 - Mandrins pour angles rentrants (Réf. 2)<br />
.025<br />
.015<br />
.003<br />
.035<br />
.032<br />
Diamètre en pouce<br />
Figure 4 - Vitesse <strong>de</strong> rotation en fonction<br />
du diamètre <strong>et</strong> <strong>de</strong> l’épaisseur du flan en pouces (Réf. 2)<br />
.040<br />
.090<br />
.050 .062<br />
½ ¾ 1 1 8<br />
1 ½ 1 ¾ 2 2 ½ 4 4 ½ 6 8 10 16 18 32 64 128 256<br />
1 FT. 2 FT. 4 FT. 6 FT. 8 FT. 12 FT. 16 FT.<br />
.093<br />
.187<br />
.109<br />
.125<br />
.250<br />
( b )<br />
<strong>Centre</strong> amovible<br />
Clé<br />
3600<br />
2400<br />
1225<br />
1000<br />
920<br />
575<br />
525<br />
450<br />
375<br />
325<br />
242<br />
112
Il est nécessaire d’appliquer un lubrifiant pour minimiser le frottement, en particulier avec un outil lisse. <strong>Le</strong> choix du lubrifiant (huile,<br />
graisse, savon <strong>et</strong> cire) est conditionné par la sévérité <strong>de</strong> l’opération <strong>et</strong> le coût du n<strong>et</strong>toyage.<br />
En <strong>repoussage</strong> au tour, on obtient <strong>de</strong>s formes creuses autour <strong>de</strong> l’axe <strong>de</strong> rotation dans un mo<strong>de</strong> <strong>de</strong> déformation similaire à<br />
l’emboutissage (voir le Feuillard technique « L’emboutissage <strong>de</strong> l’aluminium ») où le diamètre « local » est réduit à chaque passe. La<br />
déformation est produite <strong>de</strong> façon « incrémentale » au contact <strong>de</strong> l’outil, ce qui génère à chaque tour une coller<strong>et</strong>te qu’on repousse<br />
progressivement vers la périphérie du disque (figure 5b). Chaque passe est assimilable à un réemboutissage où une mince coller<strong>et</strong>te<br />
en compression tangentielle subit une réduction <strong>de</strong> diamètre sous la poussée (traction radiale) <strong>de</strong> l’outil qui joue ici le rôle <strong>de</strong> matrice<br />
« expansible ». L’état <strong>de</strong> compression tangentielle dans la coller<strong>et</strong>te est souvent mis en évi<strong>de</strong>nce par le r<strong>et</strong>roussement <strong>de</strong> la tôle<br />
lorsque l’outil approche <strong>de</strong> la périphérie du disque (voir lien 6). C<strong>et</strong> état <strong>de</strong> contrainte tension-compression dans le plan <strong>de</strong> la tôle<br />
perm<strong>et</strong> <strong>de</strong> conserver une épaisseur relativement constante tout au long <strong>de</strong> l’opération. Étant donné qu’il n’y a que peu ou pas <strong>de</strong><br />
changement d’épaisseur, le diamètre du flan est facile à évaluer en mesurant ou en calculant sa longueur lorsqu’il va épouser le profil<br />
du mandrin. Comme le <strong>repoussage</strong> s’apparente à une succession <strong>de</strong> réembouti <strong>de</strong> faible réduction, le plissement <strong>de</strong> la tôle (échec <strong>de</strong><br />
l’opération) est empêché par le choix judicieux <strong>de</strong> l’épaisseur <strong>de</strong> la tôle <strong>et</strong> du nombre <strong>de</strong> passes, <strong>de</strong> sorte que le succès du <strong>repoussage</strong><br />
manuel repose en gran<strong>de</strong> partie sur le savoir-faire <strong>de</strong> l’opérateur.<br />
4<br />
Figure 5a – Formation <strong>de</strong> la coller<strong>et</strong>te (lien 1) Figure 5b<br />
Il est préférable <strong>de</strong> repousser le flan à sa forme finale en opérant avec un minimum <strong>de</strong> passes (grosse coller<strong>et</strong>te) pour minimiser le<br />
durcissement. Un durcissement excessif est d’ailleurs susceptible <strong>de</strong> nuire à la réalisation <strong>de</strong> la pièce sans <strong>de</strong>voir procé<strong>de</strong>r à un recuit<br />
intermédiaire.<br />
Outil<br />
Direction <strong>de</strong><br />
déplacement
5<br />
F 1<br />
Tampon<br />
A<br />
F 2<br />
Mandrin<br />
Figure 6a Figure 6b<br />
Une poussée élevée <strong>de</strong> l’outil (fortes passes) avec une tôle mince par rapport à son diamètre va causer <strong>de</strong>s distorsions <strong>et</strong> <strong>de</strong>s<br />
contraintes indésirables, en particulier au démarrage. La figure 6a montre que c<strong>et</strong>te poussée F1 va générer une flexion maximale<br />
en A à chaque tour. C<strong>et</strong>te déformation répétée un grand nombre <strong>de</strong> fois par minute peut causer une fissuration le long <strong>de</strong> la ligne<br />
<strong>de</strong> pincement entre mandrin <strong>et</strong> tampon <strong>et</strong> même comprom<strong>et</strong>tre la formation <strong>de</strong> la coller<strong>et</strong>te (déformation plastique) au contact <strong>de</strong><br />
l’outil. Pour s’opposer au couple généré par F1, on applique en périphérie du flan une force F2 grâce à un second outil (en bois) r<strong>et</strong>enu<br />
par l’opérateur ou à un support mobile en <strong>repoussage</strong> CNC (figure 2b <strong>et</strong> lien 2). Pour empêcher le voilement du bord du flan sous la<br />
poussée <strong>de</strong> l’outil, <strong>et</strong> en même temps réduire la flexion en A, on peut donner <strong>de</strong> la rigidité au flan en repliant le rebord (bordage, voir<br />
figure 6b). C<strong>et</strong>te opération doit précé<strong>de</strong>r le <strong>repoussage</strong> (voir lien 4).<br />
Puisqu’en <strong>repoussage</strong> on génère <strong>de</strong>s ébauches qui se rapprochent peu à peu <strong>de</strong> la forme creuse avant qu’elles épousent le mandrin<br />
<strong>de</strong> forme, il est donc possible <strong>de</strong> réaliser <strong>de</strong>s pièces sans l’usage <strong>de</strong> préformes. Cependant, étant donné le <strong>de</strong>gré d’habil<strong>et</strong>é requis <strong>et</strong><br />
la précision réalisable avec c<strong>et</strong>te métho<strong>de</strong>, le <strong>repoussage</strong> « en l’air » au tour n’a été appliqué que dans le domaine artisanal. L’usage<br />
<strong>de</strong> tour <strong>de</strong> <strong>repoussage</strong> à comman<strong>de</strong> numérique pourrait cependant rendre la métho<strong>de</strong> intéressante pour la production <strong>de</strong> pièce<br />
industrielle.<br />
<strong>Le</strong>s alliages d’aluminium généralement utilisés pour le <strong>repoussage</strong> sont les mêmes qu’en emboutissage, soit les alliages 1200, 1050A,<br />
3003, 5052, 5454, 5086, 5083, 5183, 4006, 4007 dans les états O <strong>et</strong> H111 <strong>et</strong> 2017A-T4 <strong>et</strong> 6061-T4. Quel que soit l’alliage, il est préférable<br />
<strong>de</strong> repousser le métal à l’état recuit (état O) si on veut bénéficier <strong>de</strong> la ductilité maximale. Quel que soit l’alliage, si on veut bénéficier<br />
<strong>de</strong> la ductilité maximale, il est préférable <strong>de</strong> repousser le métal à l’état recuit (état O) ou immédiatement après le traitement thermique<br />
<strong>de</strong> mise en solution pour les alliages à durcissement structural (voir <strong>Le</strong> Feuillard technique « <strong>Le</strong>s traitements thermiques <strong>de</strong>s alliages<br />
d’aluminium »).<br />
F1<br />
Bordage<br />
F1
LE FLUOTOURNAGE<br />
Dans le fluotournage (shear spinning), on utilise un équipement similaire (machine CNC). La différence dans ce procédé est que l’outil<br />
génère une force suffisante pour plaquer la tôle contre le mandrin <strong>de</strong> forme en une seule passe <strong>de</strong> l’outil (voir figure 7 <strong>et</strong> lien 3). La tôle<br />
est déformée en cisaillement dans son épaisseur <strong>et</strong> on peut imaginer chacun <strong>de</strong>s anneaux concentriques du disque glissant sur le<br />
précé<strong>de</strong>nt sans changer <strong>de</strong> diamètre (glissement <strong>de</strong> cartes). <strong>Le</strong> diamètre du flan requis sera généralement égal au diamètre maximal<br />
<strong>de</strong> la pièce à produire. Dans ces conditions, il n’y a pas d’état <strong>de</strong> contrainte susceptible <strong>de</strong> produire du plissement, mais il en résulte<br />
une réduction d’épaisseur <strong>de</strong> la tôle d’autant plus importante que la forme est profon<strong>de</strong>. Pour une forme conique, on détermine la<br />
variation d’épaisseur par la relation suivante :<br />
6<br />
Épaisseur finale = Épaisseur initiale × cos (α)<br />
Avec c<strong>et</strong>te formule, l’angle local détermine l’épaisseur locale pour une géométrie qui diffère <strong>de</strong> la forme conique, par exemple une<br />
calotte sphérique. <strong>Le</strong> pourcentage maximal <strong>de</strong> réduction d’épaisseur en une seule passe varie selon l’alliage <strong>et</strong> la géométrie à réaliser.<br />
Il se situe entre 35% <strong>et</strong> 75% pour les alliages d’aluminium. <strong>Le</strong> procédé est bien adapté aux formes coniques <strong>et</strong> hémisphériques.<br />
Pour un hémisphère, il est possible d’obtenir une épaisseur finale uniforme si on utilise un flan préusiné en fonction <strong>de</strong>s variations<br />
d’épaisseur produites par l’opération (figure 8).<br />
procédé est bien adapté aux formes coniques <strong>et</strong> hémisphériques. Pour un hémisphère, il est possible d’obtenir une épaisseur finale<br />
uniforme si on utilise un flan préusiné en fonction <strong>de</strong>s variations d’épaisseur produites par l’opération (figure 8).<br />
e f<br />
e i<br />
Figure 7 - Coupe d’une pièce conique qui<br />
montre la variation <strong>de</strong> l’épaisseur initiale<br />
dans la zone déformée par fluotournage<br />
Alliage d’aluminium 6061 (mise en solution)<br />
67 diamètre<br />
0,390<br />
t1 (0,150)<br />
0,212<br />
0,300<br />
30 o<br />
Flan <strong>de</strong><br />
départ<br />
0,212<br />
45 o<br />
60 diamètre<br />
Flan<br />
usiné<br />
t 2 (0,150<br />
constant)<br />
Mandrin<br />
0,300<br />
Flan<br />
bordé<br />
Figure 8 – Fluotournage d’un hémisphère<br />
d’épaisseur uniforme à partir d’un flan d’épaisseur<br />
préusiné<br />
(source : ASM Handbook, vol 14, p 603)
L’avance <strong>de</strong> l’outil qui se situe normalement entre 38 <strong>et</strong> 380 mm/minute donne un aperçu <strong>de</strong> la vitesse d’exécution. <strong>Le</strong> fait <strong>de</strong> procé<strong>de</strong>r<br />
en une seule passe confère donc à ce procédé une gran<strong>de</strong> productivité.<br />
La déformation du métal génère beaucoup d’énergie en fluotournage. Aussi, une lubrification (huiles solubles) doit jouer le rôle<br />
supplémentaire <strong>de</strong> refroidir la pièce.<br />
Il faut noter que le <strong>repoussage</strong> au tour manuel combine souvent <strong>de</strong>s séquences <strong>de</strong> fluotournage <strong>et</strong> <strong>de</strong> <strong>repoussage</strong> conventionnel<br />
(voir lien 9). Dans ce cas le diamètre minimal du flan est déterminé par <strong>de</strong>s essais.<br />
RÉALISATIONS TYPIQUES<br />
RÉFÉRENCES<br />
1. Procédés <strong>et</strong> technologie du formage, C. Jarboui, Techniques <strong>de</strong> l’ingénieur, BM 6 560.<br />
2. Forming and bending, Kaiser aluminum, 1ère édition.<br />
3. ASM specialty Handbook, Aluminum and aluminum alloys, (1996).<br />
4. Kalpakjian S, Schmid S. R., Manufacturing processes for engineering materials, 4e édition, Prentice Hall.<br />
5. ASM Handbook, Forming and forging, vol 14, (1998).<br />
7
LIENS UTILES<br />
1. http://www.youtube.com/watch?v=UP_gq1ahrmk<br />
8<br />
Repoussage manuel<br />
2. http://www.youtube.com/watch?v=zTn19mkJV7w&feature=related<br />
Repoussage avec contre appui sur machine CNC<br />
3. http://www.youtube.com/watch?v=77IN6UhGSZE&feature=related<br />
Repoussage <strong>et</strong> fl uotournage sur machine CNC<br />
4. http://www.youtube.com/watch?v=3ko8kweSHvg<br />
Renforcement du bord / dôme réfl ecteur<br />
5. http://www.youtube.com/watch?v=5Zcj7_14lQs<br />
Sangle pour s’attacher au tour<br />
6. http://www.youtube.com/watch?v=QYoSYI5W2uU<br />
Repoussage manuel / r<strong>et</strong>roussement du bord par les forces <strong>de</strong> compression tangentielles<br />
7. http://www.youtube.com/watch?v=DGszBVy3cgU&feature=related<br />
Repoussage manuel / mandrin en 2 sections<br />
8. http://www.m<strong>et</strong>alspinningworkshop.com/DVDVi<strong>de</strong>o.html<br />
M<strong>et</strong>al spinning workshop<br />
9. http://www.youtube.com/watch?v=Gwrk0SwDJhI<br />
Fluotournage combiné au <strong>repoussage</strong> sur tour manuel<br />
ENTREPRISES DE REPOUSSAGE AU QUÉBEC<br />
• http://www.forge-pique-assaut.com<br />
• http://www.franjom<strong>et</strong>al.com<br />
• http://www.rbm<strong>et</strong>alspinning.com/in<strong>de</strong>xfra.html<br />
• Richard métal repoussé inc. (téléphone : 450 968-1173)<br />
<strong>Le</strong> Feuillard technique est publié par :<br />
<strong>Centre</strong> <strong>québécois</strong> <strong>de</strong> <strong>recherche</strong> <strong>et</strong> <strong>de</strong> développement <strong>de</strong> l'aluminium<br />
637, boulevard Talbot, bureau 102<br />
Chicoutimi (Québec) G7H 6A4<br />
Téléphone : 418 545-5520 | Télécopieur : 418 693-9279<br />
info@cqrda.ca | www.cqrda.ca<br />
Rédaction Collaboration<br />
Maurice Duval Édith Villeneuve<br />
Conception Révision linguistique<br />
Marianne Parent Andréanne Martin




