

Le repoussage - Centre québécois de recherche et de ...
Le repoussage - Centre québécois de recherche et de ...
Le repoussage - Centre québécois de recherche et de ...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
LE PROCÉDÉ<br />
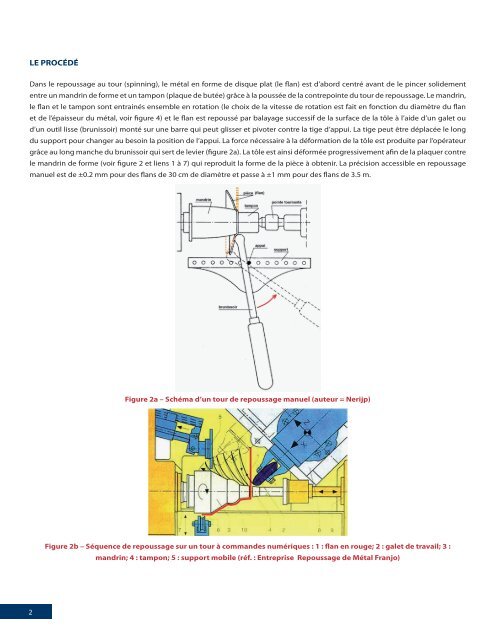
Dans le <strong>repoussage</strong> au tour (spinning), le métal en forme <strong>de</strong> disque plat (le flan) est d’abord centré avant <strong>de</strong> le pincer soli<strong>de</strong>ment<br />
entre un mandrin <strong>de</strong> forme <strong>et</strong> un tampon (plaque <strong>de</strong> butée) grâce à la poussée <strong>de</strong> la contrepointe du tour <strong>de</strong> <strong>repoussage</strong>. <strong>Le</strong> mandrin,<br />
le flan <strong>et</strong> le tampon sont entrainés ensemble en rotation (le choix <strong>de</strong> la vitesse <strong>de</strong> rotation est fait en fonction du diamètre du flan<br />
<strong>et</strong> <strong>de</strong> l’épaisseur du métal, voir figure 4) <strong>et</strong> le flan est repoussé par balayage successif <strong>de</strong> la surface <strong>de</strong> la tôle à l’ai<strong>de</strong> d’un gal<strong>et</strong> ou<br />
d’un outil lisse (brunissoir) monté sur une barre qui peut glisser <strong>et</strong> pivoter contre la tige d’appui. La tige peut être déplacée le long<br />
du support pour changer au besoin la position <strong>de</strong> l’appui. La force nécessaire à la déformation <strong>de</strong> la tôle est produite par l’opérateur<br />
grâce au long manche du brunissoir qui sert <strong>de</strong> levier (figure 2a). La tôle est ainsi déformée progressivement afin <strong>de</strong> la plaquer contre<br />
le mandrin <strong>de</strong> forme (voir figure 2 <strong>et</strong> liens 1 à 7) qui reproduit la forme <strong>de</strong> la pièce à obtenir. La précision accessible en <strong>repoussage</strong><br />
manuel est <strong>de</strong> ±0.2 mm pour <strong>de</strong>s flans <strong>de</strong> 30 cm <strong>de</strong> diamètre <strong>et</strong> passe à ±1 mm pour <strong>de</strong>s flans <strong>de</strong> 3.5 m.<br />
2<br />
Figure 2a – Schéma d’un tour <strong>de</strong> <strong>repoussage</strong> manuel (auteur = Nerijp)<br />
Figure 2b – Séquence <strong>de</strong> <strong>repoussage</strong> sur un tour à comman<strong>de</strong>s numériques : 1 : flan en rouge; 2 : gal<strong>et</strong> <strong>de</strong> travail; 3 :<br />
mandrin; 4 : tampon; 5 : support mobile (réf. : Entreprise Repoussage <strong>de</strong> Métal Franjo)




