- Page 1 and 2:
Manuel d'utilisation Dialogue conve
- Page 5 and 6:
Type de TNC, logiciel et fonctions
- Page 7 and 8:
Lieu d'implantation prévu La TNC c
- Page 9 and 10:
Fonctions modifiées par rapport au
- Page 11:
Table des matières Introduction 1
- Page 14 and 15:
2 Mode manuel et dégauchissage ...
- Page 16 and 17:
16 4.5 Graphisme de programmation .
- Page 18 and 19:
5 Programmation: Outils ..... 141 1
- Page 20 and 21:
20 6.5 Contournages - Coordonnées
- Page 22 and 23:
22 7.5 Fonctions auxiliaires pour l
- Page 24 and 25:
24 8.5 Cycles d'usinage de motifs d
- Page 26 and 27:
26 9.8 Définir le comportement de
- Page 28 and 29:
11 Programmation: Paramètres Q ...
- Page 30 and 31:
12 Test de programme et exécution
- Page 32 and 33:
32 13.10 Sélectionner les affichag
- Page 35 and 36:
Introduction
- Page 37 and 38:
1.2 Ecran et panneau de commande L'
- Page 39 and 40:
Panneau de commande La TNC est livr
- Page 41 and 42:
Mémorisation/édition de programme
- Page 43 and 44:
1.4 Affichages d'état Affichage d'
- Page 45 and 46:
Positions et coordonnées 1 Afficha
- Page 47 and 48:
1.5 Accessoires: Palpeurs 3D et man
- Page 49 and 50:
Mode manuel et dégauchissage
- Page 51 and 52:
La TNC est maintenant opérationnel
- Page 53 and 54:
Positionnement pas à pas Lors du p
- Page 55 and 56:
Manivelle électronique HR 420 Cont
- Page 57 and 58:
Déplacer les axes ou Sélectionner
- Page 59 and 60:
Initialiser le point de référence
- Page 61 and 62:
2.3 Vitesse de rotation broche S, a
- Page 63 and 64:
Initialiser le point de référence
- Page 65 and 66:
Vous disposez de plusieurs possibil
- Page 67 and 68:
Editer un tableau Preset Fonction d
- Page 69 and 70:
Activer le point de référence Val
- Page 71 and 72:
Machine équipée de tête pivotant
- Page 73 and 74:
Affichage de positions dans le syst
- Page 75 and 76:
Positionnement avec introduction ma
- Page 77 and 78:
Q201=-15 ;PROFONDEUR Profondeur de
- Page 79 and 80:
Programmation: Principes de base, g
- Page 81 and 82:
Système de référence sur fraiseu
- Page 83 and 84:
Positions pièce absolues et incré
- Page 85 and 86:
4.2 Gestionnaire de fichiers: Princ
- Page 87 and 88:
4.3 Travailler avec le gestionnaire
- Page 89 and 90:
Appeler le gestionnaire de fichiers
- Page 91 and 92:
Etape 3: Sélectionner un fichier 4
- Page 93 and 94:
Copier un tableau Si vous copiez de
- Page 95 and 96:
Marquer des fichiers Fonction de ma
- Page 97 and 98:
Transfert des données vers/à part
- Page 99 and 100:
Copier un fichier vers un autre ré
- Page 101 and 102:
4.4 Ouverture et introduction de pr
- Page 103 and 104:
Exemple: Affichage de la BKL Form d
- Page 105 and 106:
Fonctions de définition de l'avanc
- Page 107 and 108:
Editer un programme Alors que vous
- Page 109 and 110:
Recherche de mots identiques dans p
- Page 111 and 112:
La fonction de recherche de la TNC
- Page 113 and 114:
4.5 Graphisme de programmation Dér
- Page 115 and 116:
4.6 Articulation de programmes Déf
- Page 117 and 118:
4.8 Créer des fichiers-texte Utili
- Page 119 and 120:
Effacer des caractères, mots et li
- Page 121 and 122:
4.9 La calculatrice Utilisation La
- Page 123 and 124:
4.11 Liste de tous les messages d'e
- Page 125 and 126:
4.12 Gestionnaire de palettes Utili
- Page 127 and 128:
Fonction d'édition Softkey Effacer
- Page 129 and 130:
4.13 Mode de fonctionnement palette
- Page 131 and 132:
SP-X, SP-Y, SP-Z (introduction facu
- Page 133 and 134:
Fonction d'édition en mode formula
- Page 135 and 136:
Configurer le plan de palette Réf
- Page 137 and 138:
Réglage du plan de la pièce Piè
- Page 139 and 140:
Si toutes les pièces ont l'état E
- Page 141 and 142:
Programmation: Outils
- Page 143 and 144:
Vitesse de rotation broche S Vous i
- Page 145 and 146:
Rayon d'outil R Introduisez directe
- Page 147 and 148:
Abr. Données à introduire Dialogu
- Page 149 and 150:
Tableau d'outils: Données d'outils
- Page 151 and 152:
Fonctions d'édition pour tableaux
- Page 153 and 154:
Remplacer des données d'outils cib
- Page 155 and 156:
Sélectionner le tableau d'emplacem
- Page 157 and 158:
Appeler les données d'outils Vous
- Page 159 and 160:
Changement d’outil automatique Av
- Page 161 and 162:
Correction du rayon d'outil La séq
- Page 163 and 164:
Correction de rayon: Usinage des an
- Page 165 and 166:
Définition d'une normale de vecteu
- Page 167 and 168:
Face Milling: Correction 3D sans ou
- Page 169 and 170:
Peripheral Milling Correction 3D av
- Page 171 and 172:
5.5 Travailler avec les tableaux de
- Page 173 and 174:
Tableau pour matières de coupe Vou
- Page 175 and 176:
Procédure du travail avec calcul a
- Page 177:
Transfert des données de tableaux
- Page 180 and 181:
6.1 Déplacements d'outils 6.1 Dép
- Page 182 and 183:
6.2 Principes des fonctions de cont
- Page 184 and 185:
6.2 Principes des fonctions de cont
- Page 186 and 187:
6.3 Approche et sortie du contour
- Page 188 and 189:
6.3 Approche et sortie du contour A
- Page 190 and 191:
6.3 Approche et sortie du contour S
- Page 192 and 193:
6.4 Contournages - Coordonnées car
- Page 194 and 195:
6.4 Contournages - Coordonnées car
- Page 196 and 197:
6.4 Contournages - Coordonnées car
- Page 198 and 199:
6.4 Contournages - Coordonnées car
- Page 200 and 201:
6.4 Contournages - Coordonnées car
- Page 202 and 203:
6.4 Contournages - Coordonnées car
- Page 204 and 205:
6.5 Contournages - Coordonnées pol
- Page 206 and 207:
6.5 Contournages - Coordonnées pol
- Page 208 and 209:
6.5 Contournages - Coordonnées pol
- Page 210 and 211:
6.5 Contournages - Coordonnées pol
- Page 212 and 213:
6.6 Contournages - Programmation fl
- Page 214 and 215:
6.6 Contournages - Programmation fl
- Page 216 and 217:
6.6 Contournages - Programmation fl
- Page 218 and 219:
6.6 Contournages - Programmation fl
- Page 220 and 221:
6.6 Contournages - Programmation fl
- Page 222 and 223:
6.6 Contournages - Programmation fl
- Page 224 and 225:
6.6 Contournages - Programmation fl
- Page 226 and 227:
6.6 Contournages - Programmation fl
- Page 228 and 229:
6.7 Contournages - Interpolation sp
- Page 231 and 232:
Programmation: Fonctions auxiliaire
- Page 233 and 234:
7.2 Fonctions auxiliaires pour cont
- Page 235 and 236:
Comportement avec M92 - Point de r
- Page 237 and 238:
7.4 Fonctions auxiliaires pour le c
- Page 239 and 240:
Usinage de petits éléments de con
- Page 241 and 242:
Usinage complet d'angles de contour
- Page 243 and 244:
Avance en millimètres/tour de broc
- Page 245 and 246:
Comportement avec M120 La TNC véri
- Page 247 and 248:
Retrait du contour dans le sens de
- Page 249 and 250:
Effacer les informations de program
- Page 251 and 252:
Ne pas afficher le message de commu
- Page 253 and 254:
Déplacement des axes rotatifs avec
- Page 255 and 256:
Correction automatique de la géom
- Page 257 and 258:
M128 avec plateaux inclinés Si vou
- Page 259 and 260:
Prise en compte de la cinématique
- Page 261:
Tension comme fonction de la vitess
- Page 264 and 265:
8.1 Travailler avec les cycles 8.1
- Page 266 and 267:
8.1 Travailler avec les cycles Grou
- Page 268 and 269:
8.1 Travailler avec les cycles Appe
- Page 270 and 271:
8.2 Tableaux de points 8.2 Tableaux
- Page 272 and 273:
8.2 Tableaux de points Sélectionne
- Page 274 and 275:
8.2 Tableaux de points Effet des ta
- Page 276 and 277:
8.3 Cycles de perçage, taraudage e
- Page 278 and 279:
8.3 Cycles de perçage, taraudage e
- Page 280 and 281:
8.3 Cycles de perçage, taraudage e
- Page 282 and 283:
8.3 Cycles de perçage, taraudage e
- Page 284 and 285:
8.3 Cycles de perçage, taraudage e
- Page 286 and 287:
8.3 Cycles de perçage, taraudage e
- Page 288 and 289:
8.3 Cycles de perçage, taraudage e
- Page 290 and 291:
8.3 Cycles de perçage, taraudage e
- Page 292 and 293:
8.3 Cycles de perçage, taraudage e
- Page 294 and 295:
8.3 Cycles de perçage, taraudage e
- Page 296 and 297:
8.3 Cycles de perçage, taraudage e
- Page 298 and 299: 8.3 Cycles de perçage, taraudage e
- Page 300 and 301: 8.3 Cycles de perçage, taraudage e
- Page 302 and 303: 8.3 Cycles de perçage, taraudage e
- Page 304 and 305: 8.3 Cycles de perçage, taraudage e
- Page 306 and 307: 8.3 Cycles de perçage, taraudage e
- Page 308 and 309: 8.3 Cycles de perçage, taraudage e
- Page 310 and 311: 8.3 Cycles de perçage, taraudage e
- Page 312 and 313: 8.3 Cycles de perçage, taraudage e
- Page 314 and 315: 8.3 Cycles de perçage, taraudage e
- Page 316 and 317: 8.3 Cycles de perçage, taraudage e
- Page 318 and 319: 8.3 Cycles de perçage, taraudage e
- Page 320 and 321: 8.3 Cycles de perçage, taraudage e
- Page 322 and 323: 8.3 Cycles de perçage, taraudage e
- Page 324 and 325: 8.3 Cycles de perçage, taraudage e
- Page 326 and 327: 8.4 Cycles de fraisage de poches, t
- Page 328 and 329: 8.4 Cycles de fraisage de poches, t
- Page 330 and 331: 8.4 Cycles de fraisage de poches, t
- Page 332 and 333: 8.4 Cycles de fraisage de poches, t
- Page 334 and 335: 8.4 Cycles de fraisage de poches, t
- Page 336 and 337: 8.4 Cycles de fraisage de poches, t
- Page 338 and 339: 8.4 Cycles de fraisage de poches, t
- Page 340 and 341: 8.4 Cycles de fraisage de poches, t
- Page 342 and 343: 8.4 Cycles de fraisage de poches, t
- Page 344 and 345: 8.4 Cycles de fraisage de poches, t
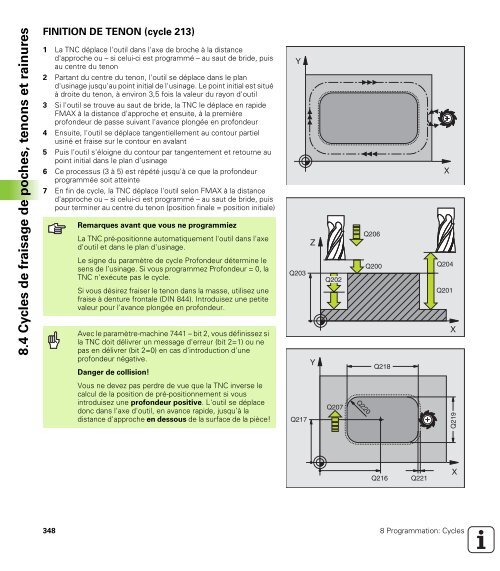
- Page 346 and 347: 8.4 Cycles de fraisage de poches, t
- Page 350 and 351: 8.4 Cycles de fraisage de poches, t
- Page 352 and 353: 8.4 Cycles de fraisage de poches, t
- Page 354 and 355: 8.4 Cycles de fraisage de poches, t
- Page 356 and 357: 8.4 Cycles de fraisage de poches, t
- Page 358 and 359: 8.4 Cycles de fraisage de poches, t
- Page 360 and 361: 8.4 Cycles de fraisage de poches, t
- Page 362 and 363: 8.4 Cycles de fraisage de poches, t
- Page 364 and 365: 8.5 Cycles d'usinage de motifs de p
- Page 366 and 367: 8.5 Cycles d'usinage de motifs de p
- Page 368 and 369: 8.5 Cycles d'usinage de motifs de p
- Page 370 and 371: 8.6 Cycles SL 8.6 Cycles SL Princip
- Page 372 and 373: 8.6 Cycles SL Sommaire des cycles S
- Page 374 and 375: 8.6 Cycles SL Contours superposés
- Page 376 and 377: 8.6 Cycles SL Surface „d'intersec
- Page 378 and 379: 8.6 Cycles SL PRE-PERCAGE (cycle 21
- Page 380 and 381: 8.6 Cycles SL Profondeur de passe
- Page 382 and 383: 8.6 Cycles SL TRACE DE CONTOUR (cyc
- Page 384 and 385: 8.6 Cycles SL CORPS D'UN CYLINDRE (
- Page 386 and 387: 8.6 Cycles SL CORPS D'UN CYLINDRE R
- Page 388 and 389: 8.6 Cycles SL Profondeur de fraisa
- Page 390 and 391: 8.6 Cycles SL Remarques avant que v
- Page 392 and 393: 8.6 Cycles SL Remarques avant que v
- Page 394 and 395: 8.6 Cycles SL 10 CYCL DEF 22.0 ÉVI
- Page 396 and 397: 8.6 Cycles SL 10 CYCL DEF 21,0 PRÉ
- Page 398 and 399:
8.6 Cycles SL Exemple: Tracé de co
- Page 400 and 401:
8.6 Cycles SL Exemple: Corps d'un c
- Page 402 and 403:
8.6 Cycles SL Exemple: Corps d'un c
- Page 404 and 405:
8.7 Cycles SL (formule de contour)
- Page 406 and 407:
8.7 Cycles SL (formule de contour)
- Page 408 and 409:
8.7 Cycles SL (formule de contour)
- Page 410 and 411:
8.7 Cycles SL (formule de contour)
- Page 412 and 413:
8.7 Cycles SL (formule de contour)
- Page 414 and 415:
8.8 Cycles d'usinage ligne à ligne
- Page 416 and 417:
8.8 Cycles d'usinage ligne à ligne
- Page 418 and 419:
8.8 Cycles d'usinage ligne à ligne
- Page 420 and 421:
8.8 Cycles d'usinage ligne à ligne
- Page 422 and 423:
8.8 Cycles d'usinage ligne à ligne
- Page 424 and 425:
8.8 Cycles d'usinage ligne à ligne
- Page 426 and 427:
8.8 Cycles d'usinage ligne à ligne
- Page 428 and 429:
8.9 Cycles de conversion de coordon
- Page 430 and 431:
8.9 Cycles de conversion de coordon
- Page 432 and 433:
8.9 Cycles de conversion de coordon
- Page 434 and 435:
8.9 Cycles de conversion de coordon
- Page 436 and 437:
8.9 Cycles de conversion de coordon
- Page 438 and 439:
8.9 Cycles de conversion de coordon
- Page 440 and 441:
8.9 Cycles de conversion de coordon
- Page 442 and 443:
8.9 Cycles de conversion de coordon
- Page 444 and 445:
8.9 Cycles de conversion de coordon
- Page 446 and 447:
8.9 Cycles de conversion de coordon
- Page 448 and 449:
8.10 Cycles spéciaux 8.10 Cycles s
- Page 450 and 451:
8.10 Cycles spéciaux ORIENTATION B
- Page 452 and 453:
8.10 Cycles spéciaux Tolérance:
- Page 454 and 455:
9.1 La fonction PLANE: Inclinaison
- Page 456 and 457:
9.1 La fonction PLANE: Inclinaison
- Page 458 and 459:
9.2 Définir le plan d'usinage avec
- Page 460 and 461:
9.3 Définir le plan d'usinage avec
- Page 462 and 463:
9.4 Définir le plan d'usinage avec
- Page 464 and 465:
9.5 Définir le plan d'usinage avec
- Page 466 and 467:
9.6 Définir le plan d'usinage par
- Page 468 and 469:
9.7 Définir le plan d'usinage au m
- Page 470 and 471:
9.8 Définir le comportement de pos
- Page 472 and 473:
9.8 Définir le comportement de pos
- Page 474 and 475:
9.8 Définir le comportement de pos
- Page 476 and 477:
9.9 Usinage cinq axes avec TCPM dan
- Page 478 and 479:
9.10 FUNCTION TCPM (option de logic
- Page 480 and 481:
9.10 FUNCTION TCPM (option de logic
- Page 482 and 483:
9.10 FUNCTION TCPM (option de logic
- Page 484 and 485:
9.11 Créer un programme-retour Con
- Page 487 and 488:
Programmation: Sous-programmes et r
- Page 489 and 490:
10.2 Sous-programmes Processus 1 La
- Page 491 and 492:
10.4 Programme quelconque pris comm
- Page 493 and 494:
10.5 Imbrications Types d'imbricati
- Page 495 and 496:
Répéter un sous-programme Exemple
- Page 497 and 498:
8 LBL 1 Marque pour répétition de
- Page 499 and 500:
7 L X+15 Y+10 R0 FMAX M3 Aborder le
- Page 501:
10 L Z+250 R0 FMAX M6 Changement d
- Page 504 and 505:
11.1 Principe et sommaire des fonct
- Page 506 and 507:
11.2 Familles de pièces - Paramèt
- Page 508 and 509:
11.3 Décrire les contours avec les
- Page 510 and 511:
11.4 Fonctions trigonométriques Pr
- Page 512 and 513:
11.6 Conditions si/alors avec param
- Page 514 and 515:
11.7 Contrôler et modifier les par
- Page 516 and 517:
11.8 Fonctions spéciales FN14: ERR
- Page 518 and 519:
11.8 Fonctions spéciales FN15: PRI
- Page 520 and 521:
11.8 Fonctions spéciales Pour éla
- Page 522 and 523:
11.8 Fonctions spéciales Délivrer
- Page 524 and 525:
11.8 Fonctions spéciales Nom du gr
- Page 526 and 527:
11.8 Fonctions spéciales Nom du gr
- Page 528 and 529:
11.8 Fonctions spéciales Nom du gr
- Page 530 and 531:
11.8 Fonctions spéciales FN25: PRE
- Page 532 and 533:
11.8 Fonctions spéciales FN28: TAB
- Page 534 and 535:
11.9 Introduire directement une for
- Page 536 and 537:
11.9 Introduire directement une for
- Page 538 and 539:
11.10 Paramètres Q réservés Fonc
- Page 540 and 541:
11.10 Paramètres Q réservés Rés
- Page 542 and 543:
11.11 Exemples de programmation Exe
- Page 544 and 545:
11.11 Exemples de programmation Exe
- Page 546 and 547:
11.11 Exemples de programmation Exe
- Page 548 and 549:
11.11 Exemples de programmation 40
- Page 550 and 551:
12.1 Graphismes 12.1 Graphismes Uti
- Page 552 and 553:
12.1 Graphismes Vue d'ensemble: Pro
- Page 554 and 555:
12.1 Graphismes Représentation 3D
- Page 556 and 557:
12.1 Graphismes Agrandissement de l
- Page 558 and 559:
12.1 Graphismes Calcul de la durée
- Page 560 and 561:
12.3 Test de programme 12.3 Test de
- Page 562 and 563:
12.3 Test de programme Exécuter le
- Page 564 and 565:
12.4 Exécution de programme Interr
- Page 566 and 567:
12.4 Exécution de programme Poursu
- Page 568 and 569:
12.4 Exécution de programme Le par
- Page 570 and 571:
12.5 Lancement automatique du progr
- Page 572 and 573:
12.7 Arrêt facultatif d'exécution
- Page 574 and 575:
13.1 Sélectionner la fonction MOD
- Page 576 and 577:
13.2 Numéros de logiciel et d'opti
- Page 578 and 579:
13.4 Chargement de service-packs 13
- Page 580 and 581:
13.5 Configurer les interfaces de d
- Page 582 and 583:
13.5 Configurer les interfaces de d
- Page 584 and 585:
13.6 Interface Ethernet Relier l'iT
- Page 586 and 587:
13.6 Interface Ethernet Configurer
- Page 588 and 589:
13.6 Interface Ethernet Paramètre
- Page 590 and 591:
13.7 Configurer PGM MGT 13.7 Config
- Page 592 and 593:
13.7 Configurer PGM MGT Colonne Sig
- Page 594 and 595:
13.9 Représenter la pièce brute d
- Page 596 and 597:
13.10 Sélectionner les affichages
- Page 598 and 599:
13.12 Sélectionner le langage de p
- Page 600 and 601:
13.14 Introduire les limites de la
- Page 602 and 603:
13.15 Afficher les fichiers d'AIDE
- Page 604 and 605:
13.17 Télé-service 13.17 Télé-s
- Page 607 and 608:
Tableaux et sommaires
- Page 609 and 610:
Transfert externe des données Adap
- Page 611 and 612:
Palpeurs 3D Erreur de mesure max. a
- Page 613 and 614:
Affichages TNC, éditeur TNC Cycles
- Page 615 and 616:
Affichages TNC, éditeur TNC Config
- Page 617 and 618:
Affichages TNC, éditeur TNC Config
- Page 619 and 620:
Affichages TNC, éditeur TNC Annule
- Page 621 and 622:
Usinage et déroulement du programm
- Page 623 and 624:
14.2 Distribution des plots et câb
- Page 625 and 626:
Interface V.11/RS-422 Seuls des app
- Page 627 and 628:
Fonctions utilisateur Eléments du
- Page 629 and 630:
Caractéristiques techniques Interp
- Page 631 and 632:
Formats d'introduction et unités d
- Page 633 and 634:
iTNC 530 avec Windows 2000 (option)
- Page 635 and 636:
Remarques relatives au support Java
- Page 637 and 638:
Caractéristiques techniques Caract
- Page 639 and 640:
Enregistrement en tant qu'administr
- Page 641 and 642:
Fermer l'application iTNC Attention
- Page 643 and 644:
15.4 Configurations du réseau Cond
- Page 645 and 646:
15.5 Particularités dans les gesti
- Page 647 and 648:
A Aborder à nouveau le contour ...
- Page 649 and 650:
G Gestionnaire de fichiers ... 87 A
- Page 651:
U Usinage cinq axes avec TCPM dans
- Page 654 and 655:
Numéro cycle Désignation du cycle
- Page 656 and 657:
M Effet M109 M110 M111 M114 M115 M1