Défonceuse à col de cygne TB21
Défonceuse à col de cygne TB21
Défonceuse à col de cygne TB21

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
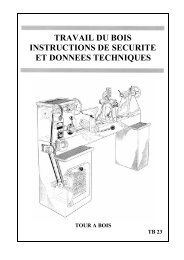
TRAVAIL DU BOIS<br />
INSTRUCTIONS DE SECURITE<br />
ET DONNEES TECHNIQUES<br />
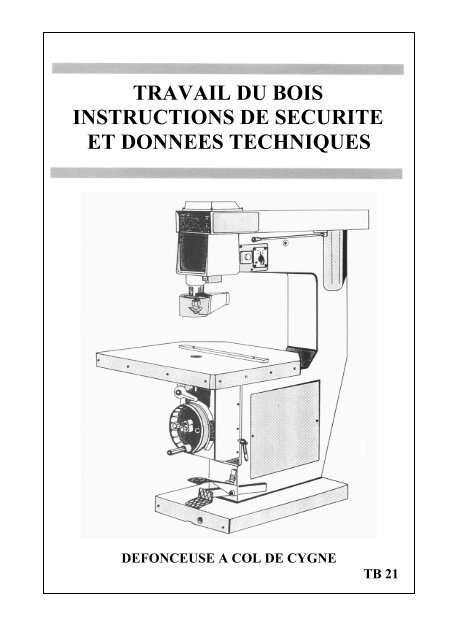
DEFONCEUSE A COL DE CYGNE<br />
TB 21
SOMMAIRE TB 21<br />
Objectifs ……………………………………. 1<br />
Description…….………...………………….. 2<br />
Spécifications……..………………………… 4<br />
Usinage……………………………………… 5<br />
Façonnage…………………………………… 7<br />
- Consignes générales……………………….. 7<br />
- Utilisation………………………………….. 7<br />
- Constatations d’irrégularités...……………... 9<br />
Instructions <strong>de</strong> sécurité……………………… 10<br />
- Mesures générales <strong>de</strong> prévention………….. 10<br />
- Mesures spécifiques..……………………… 10<br />
Test……………………………………………... 11<br />
Les références aux articles <strong>de</strong> loi et autre documents officiels sont données <strong>à</strong> titre informatif et<br />
ne peuvent en aucun cas engager ni les auteurs <strong>de</strong>s fiches ni le C.F.B.<br />
Lors <strong>de</strong> la mise en application <strong>de</strong>s informations fournies, il est conseillé aux lecteurs <strong>de</strong> faire<br />
appel <strong>à</strong> <strong>de</strong>s organismes officiels afin <strong>de</strong> connaître la législation en vigueur.<br />
© Centre <strong>de</strong> Formation Bois, Allée Hof ter Vleest 3, 1070 Bruxelles (voir TB 00).<br />
Nouvelle édition revue, complétée et actualisée (2 ème éd. 2002)
OBJECTIFS COGNITIFS<br />
OBJECTIFS TB 21-1<br />
1. NOMMER les éléments <strong>de</strong> la défonceuse.<br />
2. EXPLIQUER la fonction <strong>de</strong>s éléments.<br />
3. ENUMERER les opérations réalisables <strong>à</strong> l'ai<strong>de</strong> <strong>de</strong> la machine.<br />
4. CARACTERISER les types <strong>de</strong> mandrins.<br />
5. DETERMINER les facteurs permettant d'obtenir une qualité optimale d'usinage.<br />
6. JUSTIFIER la position <strong>de</strong>s outils <strong>de</strong> coupe.<br />
7. COMPULSER le tableau <strong>de</strong> vitesse <strong>de</strong> coupe.<br />
8. EXPLIQUER la relation entre le diamètre du doigt <strong>de</strong> copiage et le diamètre <strong>de</strong> la<br />
mèche.<br />
OBJECTIFS PSYCHOMOTEURS<br />
1. REGLER la mèche <strong>à</strong> une coupe dans le mandrin excentrique.<br />
2. EQUILIBRER un mandrin excentrique en fonction <strong>de</strong> la mèche.<br />
3. PROFILER d'une manière continue ou interrompue, le long d'un gui<strong>de</strong>.<br />
OBJECTIFS COMPORTEMENTAUX<br />
1. APPLIQUER spontanément les mesures <strong>de</strong> sécurité.<br />
2. FAIRE preuve d'assurance pendant le travail.<br />
3. APPLIQUER les mesures <strong>de</strong> sécurité lors du réglage et du rangement <strong>de</strong>s outils.<br />
4. MAINTENIR l'aire <strong>de</strong> travail propre et praticable.<br />
5. RESPECTER scrupuleusement les consignes en matière <strong>de</strong> précision et <strong>de</strong> qualité<br />
du travail.
DESCRIPTION TB 21-2<br />
1. Moteur (incorporé).<br />
2. Levier <strong>de</strong> tension <strong>de</strong> courroie.<br />
3. Commutateur d’arrêt d’urgence.<br />
4. Interrupteur.<br />
5. Gui<strong>de</strong>.<br />
6. Vis <strong>de</strong> blocage <strong>de</strong> la table (hauteur).<br />
7 .Pédale <strong>de</strong> frein.<br />
8. Pédale <strong>de</strong> déplacement en hauteur du mandrin.<br />
9. Comman<strong>de</strong> <strong>de</strong> réglage <strong>de</strong> la table.<br />
10. Poignée <strong>de</strong> verrouillage <strong>de</strong> la table (inclinaison).<br />
11. Doigt <strong>de</strong> copiage.<br />
12. Table inclinable.<br />
13. Mèche ou porte-outils.<br />
14. Mandrin.<br />
15. Coiffe <strong>de</strong> protection.<br />
16. Bouche d’aspiration.
TYPES D'OUTILS<br />
DESCRIPTION TB 21-3<br />
1. Mandrin excentrique (voir 21-4).<br />
- indication <strong>de</strong>s angles <strong>de</strong> réglage.<br />
- la mèche se règle excentriquement<br />
dans le mandrin.<br />
- équilibrage nécessaire.<br />
2. Mèche <strong>à</strong> une coupe (" <strong>à</strong> gouge").<br />
- placée dans le mandrin excentrique.<br />
- diamètre <strong>de</strong> la mèche < diamètre <strong>de</strong><br />
fraisage.<br />
- le diamètre <strong>de</strong> fraisage varie en<br />
fonction <strong>de</strong> l’angle <strong>de</strong> réglage <strong>de</strong> la<br />
mèche dans le mandrin.<br />
3. Mèche <strong>à</strong> <strong>de</strong>ux coupes.(concentriques).<br />
- utilisée dans le mandrin concentrique<br />
- diamètre <strong>de</strong> la mèche = diamètre <strong>de</strong><br />
fraisage.<br />
4. Mèche <strong>à</strong> quatre coupes.<br />
- queue conique (cône morse) et<br />
filetée.<br />
5. Porte- outils avec couteaux<br />
amovibles.<br />
- placé dans le mandrin, (cône morse).<br />
6. Fourreau d'équilibrage.<br />
- reçoit le mandrin excentrique.<br />
- réglage au moyen <strong>de</strong>s vis<br />
d'équilibrage.
DESCRIPTION TB 21-4<br />
MANDRIN EXCENTRIQUE<br />
SPECIFICATIONS<br />
FIRME: TYPE: ANNEE DE CONSTRUCTION:<br />
Puissance du moteur (1ch = 735W) :...........................…….......…….<br />
Vitesses <strong>de</strong> rotation du moteur (n) :…………..……..………………...<br />
Dimensions <strong>de</strong> la table (L x l) :..............................………………..….<br />
Capacité (largeur maximum <strong>de</strong> passage)……………………………...<br />
kW<br />
tr/min<br />
mm<br />
mm
VITESSE DE ROTATION DE L'OUTIL<br />
USINAGE TB 21-5<br />
Possibilités : - un seul régime : (environ 18000 tr/min).<br />
- plusieurs régimes (poulies étagées, variateur <strong>de</strong> vitesse électronique,<br />
convertisseur <strong>de</strong> fréquence).<br />
Le diamètre <strong>de</strong>s outils est relativement faible et nécessite <strong>de</strong>s vitesses <strong>de</strong> rotation élevées<br />
(jusqu'<strong>à</strong> 30.000 tr/min) qui doivent être adaptées au diamètre <strong>de</strong> la mèche.<br />
Diamètre (mm) Vitesse <strong>de</strong> rotation (tr/min)<br />
4 <strong>à</strong> 8<br />
8 <strong>à</strong> 13<br />
13 <strong>à</strong> 17<br />
17 <strong>à</strong> 20<br />
20 <strong>à</strong> 26<br />
26 <strong>à</strong> 35<br />
35 <strong>à</strong> 50<br />
50 <strong>à</strong> 60<br />
30.000<br />
24.000<br />
18.000<br />
15.000<br />
12.000<br />
9.000<br />
6.000<br />
5.000<br />
Remarque: les mèches <strong>à</strong> défoncer équipent: soit <strong>de</strong>s machines stationnaires dont la plupart<br />
disposent aujourd'hui d'une comman<strong>de</strong> numérique, soit <strong>de</strong>s défonceuses portatives.<br />
VITESSE DE COUPE<br />
La vitesse <strong>de</strong> coupe idéale se situe entre 10 et 20 m/s.<br />
Formule<br />
xDxn<br />
V<br />
60<br />
π<br />
=<br />
D : diamètre (m)<br />
n : vitesse <strong>de</strong> rotation (tr/min)<br />
V : vitesse <strong>de</strong> coupe (m/s)<br />
Exemples 1) Rechercher la vitesse <strong>de</strong> coupe.<br />
Données: - mèche: Ø <strong>de</strong> 20mm (0,020m)<br />
- n: 15.000 tr/min.<br />
3,<br />
14×<br />
0,<br />
02×<br />
15000<br />
Solution: V =<br />
= 15,<br />
7m<br />
/ s<br />
60<br />
2) Rechercher <strong>de</strong> la vitesse <strong>de</strong> rotation.<br />
Données: - mèche <strong>de</strong> Ø 13mm (0,013m)<br />
- V = 15m/s.<br />
Solution:<br />
V x 60 15×<br />
60<br />
n = = = 22.<br />
500tr<br />
/ min<br />
πD<br />
3,14 x 0,013
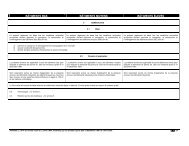
USINAGE TB 21-6<br />
TABLEAU D'UTILISATION DU MANDRIN EXCENTRIQUE
FACONNAGE TB 21-7<br />
CONSIGNES GENERALES<br />
- Veiller <strong>à</strong> ce que le gabarit <strong>de</strong> copiage soit en contact permanent avec le doigt <strong>de</strong> copiage.<br />
- Choisir la mèche en fonction du diamètre <strong>de</strong> coupe lors d'un travail <strong>à</strong> l’ai<strong>de</strong> du mandrin<br />
excentrique.<br />
- Veiller <strong>à</strong> la conformité <strong>de</strong>s réglages.<br />
- Utiliser <strong>de</strong>s gabarits <strong>de</strong> copiage conformes et résistant <strong>à</strong> l’usure (métal, matière synthétique).<br />
1. Forage <strong>de</strong> trous.<br />
2. Fraisage au gui<strong>de</strong> (perpendiculaire).<br />
3. Fraisage <strong>de</strong> biais<br />
(tête ou table inclinable).<br />
UTILISATION<br />
- Marquer le centre en cas d’exécution unique.<br />
- Utiliser un doigt <strong>de</strong> copiage en cas<br />
d’exécution en série.<br />
- Selon la forme <strong>de</strong> la mèche, il est possible <strong>de</strong><br />
fraiser <strong>de</strong>s feuillures, <strong>de</strong>s rainures et <strong>de</strong>s<br />
moulures.<br />
- Compulser le tableau (fiche 21-6)<br />
concernant :<br />
- le Ø <strong>de</strong> la mèche<br />
- le numéro du mandrin<br />
- l’angle <strong>de</strong> réglage.<br />
- Pour les pièces longues, utiliser une servante.<br />
- I<strong>de</strong>m ci-<strong>de</strong>ssus (2)<br />
- Contrôler l'inclinaison <strong>de</strong> la mèche ou <strong>de</strong> la<br />
table.
4. Calibrage - copiage.<br />
5. Fraisage avec intervalle <strong>de</strong> profon<strong>de</strong>ur.<br />
FACONNAGE TB 21-8<br />
- Calibrer suivant un gabarit : le doigt <strong>de</strong><br />
copiage suit la forme par en <strong>de</strong>ssous, dans le<br />
gabarit <strong>de</strong> fraisage.<br />
- Le diamètre <strong>de</strong> la mèche et du doigt <strong>de</strong><br />
copiage sont déterminants pour la gran<strong>de</strong>ur<br />
<strong>de</strong> la pièce <strong>à</strong> travailler.<br />
- Les butées permettent <strong>de</strong> fraiser divers<br />
intervalles <strong>de</strong> profon<strong>de</strong>ur sans <strong>de</strong>voir<br />
modifier la hauteur <strong>de</strong> table.<br />
Remarque: pour faciliter la lecture, la coiffe <strong>de</strong> sécurité n'a pas été représentée sur les différentes<br />
illustrations (fiches 21-7 et 21-8)
1. Arrachement <strong>de</strong>s fibres.<br />
FACONNAGE TB 21-9<br />
CONSTATATIONS D’IRREGULARITES<br />
ANOMALIES CAUSES<br />
2. Traces <strong>de</strong> brûlures sur la pièce.<br />
3. Vibration <strong>de</strong> la pièce.<br />
4. Accumulation <strong>de</strong> copeaux.<br />
5. Bruit excessif.<br />
6. Mouvement imprécis du gabarit.<br />
7. Fond <strong>de</strong> fraisage irrégulier.<br />
- Mèche émoussée.<br />
- Avance trop rapi<strong>de</strong>.<br />
- Fraisage contre le sens <strong>de</strong>s fibres.<br />
- Régime inadéquat.<br />
- Avance trop lente.<br />
- Mèche mal aiguisée.<br />
- Mèche émoussée et / ou encrassée.<br />
- Angle <strong>de</strong> coupe inadéquat.<br />
- Régime (V) trop rapi<strong>de</strong>.<br />
- Mèche excentrique mal équilibrée.<br />
- Pièce mal fixée sur le gabarit.<br />
- Mèche émoussée.<br />
- Passe trop importante.<br />
- Avance trop rapi<strong>de</strong>.<br />
- Nature du bois (excès <strong>de</strong> résine, …).<br />
- Aspiration insuffisante.<br />
- Mandrin excentrique mal équilibré.<br />
- Machine instable.<br />
- Pièces mobiles <strong>de</strong> la machine non bloquées.<br />
- Gabarit imprécis.<br />
- Gabarit détérioré (matériau inadéquat).<br />
- Doigt <strong>de</strong> copiage abîmé.<br />
- Table encrassée.<br />
- Coulissement irrégulier en hauteur (glissières<br />
encrassées).<br />
- Pression irrégulière sur la pédale <strong>de</strong><br />
comman<strong>de</strong> en hauteur.
INSTRUCTIONS DE SECURITE TB 21-10<br />
MESURES GENERALES DE PREVENTION<br />
1. L’outillage <strong>de</strong> coupe est-il adéquat et efficace ?<br />
2. La coiffe <strong>de</strong> protection est-elle placée ?<br />
3. Le montage <strong>de</strong> l’outillage <strong>de</strong> coupe est-il conforme ?<br />
4. Le mandrin excentrique équipé <strong>de</strong> la mèche est-il équilibré ?<br />
5. L’aire <strong>de</strong> travail est-elle praticable ?<br />
MESURES SPECIFIQUES<br />
DANGERS PREVENTION MOYENS<br />
1. Blessures aux<br />
mains au moment<br />
du réglage.<br />
2. Contact avec <strong>de</strong>s<br />
parties tournantes<br />
ou mobiles.<br />
3. Blessures aux<br />
yeux.<br />
4. Projection <strong>de</strong> la<br />
pièce <strong>à</strong> travailler.<br />
5. Bruit.<br />
6. Bris <strong>de</strong> fraise.<br />
- Eviter <strong>de</strong> manipuler les mèches par<br />
le tranchant.<br />
- Utiliser les clefs adéquates pour le<br />
serrage <strong>de</strong>s écrous.<br />
- Utiliser la coiffe <strong>de</strong> sécurité.<br />
- Attendre l’arrêt <strong>de</strong> la machine<br />
avant d’introduire la main sous la<br />
coiffe.<br />
- Enlever les copeaux.<br />
- Positionner fermement la pièce <strong>à</strong><br />
usiner.<br />
- Enlever <strong>à</strong> temps les copeaux<br />
excé<strong>de</strong>ntaires.<br />
- Choisir un sens d’usinage<br />
conforme.<br />
- Utiliser le gabarit <strong>de</strong> copiage plat.<br />
- Fixer la pièce <strong>à</strong> travailler.<br />
- Utiliser <strong>de</strong> l’outillage conforme<br />
aux normes d’usinage.<br />
- Utiliser un outillage <strong>de</strong> coupe<br />
excentrique équilibré.<br />
- Utiliser un outillage affûté.<br />
- Adapter la vitesse d’avancement.<br />
- Adapter la vitesse d’avancement <strong>à</strong><br />
la vitesse <strong>de</strong> rotation <strong>de</strong> l’outil et<br />
au type d’usinage.<br />
- Utiliser l’outillage adapté et affûté.<br />
- Eviter les mouvements brusques.<br />
- Rangement rationnel <strong>de</strong>s mèches.<br />
- Bri<strong>de</strong>s <strong>de</strong> serrage rapi<strong>de</strong>.<br />
- Remplacement <strong>de</strong>s écrous abîmés.<br />
- Coiffe <strong>de</strong> sécurité transparente et<br />
escamotable.<br />
- Gabarits avec <strong>de</strong>s poignées et <strong>de</strong>s<br />
bri<strong>de</strong>s rapi<strong>de</strong>s placées hors <strong>de</strong><br />
portée <strong>de</strong> l’aire <strong>de</strong> défonçage.<br />
- Aspiration ; pistolet <strong>à</strong> air.<br />
- Support <strong>à</strong> dépression.<br />
- Lunettes <strong>de</strong> sécurité.<br />
- Travail en opposition.<br />
- Usinage progressif en profon<strong>de</strong>ur<br />
lors du profilage.<br />
- Equilibrage <strong>de</strong>s fraises ou mèches<br />
(plaquettes rapportées).<br />
- Contrôle régulier.<br />
- Protection auditive.<br />
- Respect <strong>de</strong>s vitesses.<br />
- Fraises adéquates.<br />
- Self - control.
TEST TB 21-11<br />
1. Justifier la fonction du mandrin excentrique, du mandrin concentrique.<br />
2. Justifier la position excentrique <strong>de</strong> la mèche <strong>à</strong> une coupe dans le mandrin.<br />
3. Expliquez le fonctionnement d’un porte fraise excentrique.<br />
4. Citez le moyen d’équilibrer une mèche excentrique dans son mandrin.<br />
5. Expliquez la fonction <strong>de</strong>s butées d’arrêt.<br />
6. Précisez la métho<strong>de</strong> <strong>de</strong> travail pour profiler un disque <strong>de</strong> diamètre déterminé (Ø 300 mm).<br />
7. Citez trois mesures <strong>de</strong> sécurité <strong>à</strong> prendre lors <strong>de</strong>s opérations <strong>de</strong> défonçage.<br />
8. Citez trois causes provoquant l’arrachement <strong>de</strong> fibres lors du défonçage.