

4 - Fagor Automation
4 - Fagor Automation
4 - Fagor Automation

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Travail avec palpeur (modèle ·M·)<br />
3.9.2 Fonctionnement de base.<br />
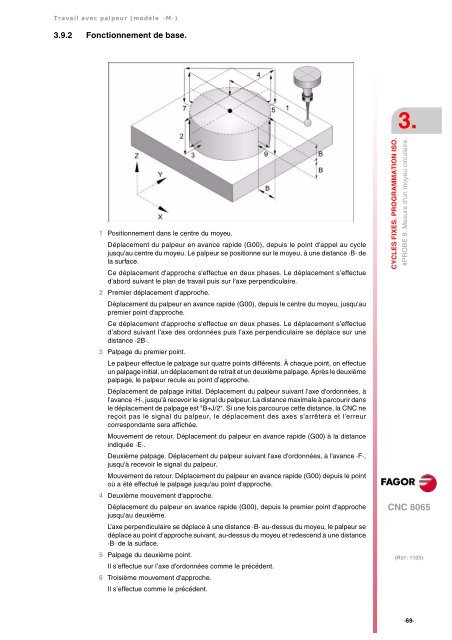
1 Positionnement dans le centre du moyeu.<br />
Déplacement du palpeur en avance rapide (G00), depuis le point d'appel au cycle<br />
jusqu'au centre du moyeu. Le palpeur se positionne sur le moyeu, à une distance ·B· de<br />
la surface.<br />
Ce déplacement d'approche s'effectue en deux phases. Le déplacement s’effectue<br />
d’abord suivant le plan de travail puis sur l’axe perpendiculaire.<br />
2 Premier déplacement d'approche.<br />
Déplacement du palpeur en avance rapide (G00), depuis le centre du moyeu, jusqu'au<br />
premier point d'approche.<br />
Ce déplacement d'approche s'effectue en deux phases. Le déplacement s’effectue<br />
d’abord suivant l’axe des ordonnées puis l’axe perpendiculaire se déplace sur une<br />
distance ·2B·.<br />
3 Palpage du premier point.<br />
Le palpeur effectue le palpage sur quatre points différents. À chaque point, on effectue<br />
un palpage initial, un déplacement de retrait et un deuxième palpage. Après le deuxième<br />
palpage, le palpeur recule au point d’approche.<br />
Déplacement de palpage initial. Déplacement du palpeur suivant l'axe d'ordonnées, à<br />
l'avance ·H·, jusqu'à recevoir le signal du palpeur. La distance maximale à parcourir dans<br />
le déplacement de palpage est "B+J/2". Si une fois parcourue cette distance, la CNC ne<br />
reçoit pas le signal du palpeur, le déplacement des axes s'arrêtera et l'erreur<br />
correspondante sera affichée.<br />
Mouvement de retour. Déplacement du palpeur en avance rapide (G00) à la distance<br />
indiquée ·E·.<br />
Deuxième palpage. Déplacement du palpeur suivant l'axe d'ordonnées, à l'avance ·F·,<br />
jusqu'à recevoir le signal du palpeur.<br />
Mouvement de retour. Déplacement du palpeur en avance rapide (G00) depuis le point<br />
où a été effectué le palpage jusqu'au point d'approche.<br />
4 Deuxième mouvement d'approche.<br />
Déplacement du palpeur en avance rapide (G00), depuis le premier point d'approche<br />
jusqu'au deuxième.<br />
L’axe perpendiculaire se déplace à une distance ·B· au-dessus du moyeu, le palpeur se<br />
déplace au point d’approche suivant, au-dessus du moyeu et redescend à une distance<br />
·B· de la surface.<br />
5 Palpage du deuxième point.<br />
Il s’effectue sur l’axe d'ordonnées comme le précédent.<br />
6 Troisième mouvement d'approche.<br />
Il s’effectue comme le précédent.<br />
3.<br />
CYCLES FIXES. PROGRAMMATION ISO.<br />
#PROBE 9. Mesure d'un moyeu circulaire.<br />
CNC 8065<br />
(REF: 1103)<br />
·69·














