06-12 M859.pdf
06-12 M859.pdf
06-12 M859.pdf

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
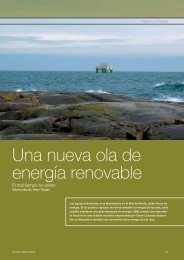
AspectosNils Leffler, Peter Terwiesch<br />
de la productividad<br />
La fabricación consiste en transformar el capital, las materias primas, la<br />
energía y la mano de obra en productos y servicios para los clientes. Por<br />
razones sociales y políticas, esta transformación se ha de llevar a cabo<br />
dentro de ciertas limitaciones en cuanto a medio ambiente, seguridad y<br />
normativa. Además hay que considerar diversos factores que generan<br />
costes, como la planta misma de fabricación y los precios de mercado de<br />
materias primas, personal y energía.<br />
Las empresas de fabricación que desean mejorar sus resultados y su<br />
rentabilidad ya no pueden confiar en los ’beneficios fáciles’ del pasado.<br />
Ahora es necesario aplicar nuevas estrategias. El reacondicionamiento<br />
completo de una planta o el traslado de la misma a un país con costes<br />
bajos son dos opciones, aunque ambas exigen una gran cantidad de capital.<br />
Pero existe otra posibilidad de conseguir la ventaja competitiva que<br />
buscan los propietarios de plantas industriales: mejorar la productividad<br />
de sus fábricas. Dado que las oportunidades para conseguirlo están muy<br />
probablemente en áreas de procesos complejos, se necesitan herramientas<br />
más sofisticadas de optimización. Las soluciones están en camino.<br />
6<br />
Revista ABB<br />
2/2004
Los objetivos de un fabricante son claros:<br />
entregar más y mejores productos,<br />
más rápidamente y con un coste menor<br />
que sus competidores. Por consiguiente,<br />
para él es prioritario conseguir tiempos de<br />
ciclo más cortos y más tiempo efectivo de<br />
producción. En la mayoría de los sectores<br />
industriales a los que sirve ABB, la energía,<br />
las materias primas, la logística y la<br />
mano de obra son los factores más importantes<br />
del coste final del producto. Por<br />
tanto, para seguir siendo competitivas en<br />
un mercado mundial, las empresas han de<br />
reducir su consumo de energía, el uso de<br />
materias primas y los costes de distribución,<br />
y al mismo tiempo aumentar su productividad.<br />
Pero eso no todo.<br />
Para poder operar es preciso respetar la<br />
legislación medioambiental y unas normas<br />
de seguridad cada vez más rigurosas. En<br />
un número cada día mayor de países y<br />
sectores industriales, los clientes y los organismos<br />
gubernamentales esperan que<br />
los productos dispongan de un completo<br />
análisis de seguimiento. Teniendo en<br />
cuenta el aumento de complejidad, no es<br />
sorprendente que los fabricantes busquen<br />
técnicas avanzadas de optimización para<br />
aumentar su productividad y asegurarse<br />
de que alcanzan sus objetivos comerciales.<br />
Las turbulencias por las que ha pasado últimamente<br />
la economía mundial también<br />
han contribuido a este estado de cosas.<br />
Las discusiones de alto nivel sobre software<br />
avanzado para la cooperación a todo<br />
lo largo de la cadena de valor han dado<br />
paso a una búsqueda más pragmática de<br />
mejoras de productividad. La industria y<br />
las compañías de servicios públicos (electricidad,<br />
gas, agua) han comprendido que<br />
los 'beneficios fáciles' han pasado a la historia.<br />
En consecuencia, actualmente se están<br />
emprendiendo tareas más complejas<br />
en todos los sectores y campos, desde la<br />
ingeniería hasta la operación y la distribución.<br />
Todos estos 'aspectos de la productividad'<br />
contribuyen a mejorar los resultados,<br />
pero lo hacen de maneras distintas.<br />
En conjunto mejoran los resultados cualquiera<br />
que sea el sector de que se trate.<br />
Benchmarking<br />
El benchmarking –establecimiento de criterios<br />
de competencia comparativa– en un<br />
sector industrial señala algunas diferencias<br />
significativas en el rendimiento global. Las<br />
compañías farmacéuticas son un caso a<br />
analizar y un buen ejemplo de sector con<br />
oportunidades de mejora (véase Tabla).<br />
Los datos indican que este sector tiene<br />
muchas posibilidades para adoptar estrategias<br />
más avanzadas para optimizar la operación<br />
y la planificación. Es interesante<br />
observar también que las cifras son muy<br />
similares para los diferentes sectores industriales.<br />
Esto se debe a que el término<br />
’clase superior’ debe entenderse literalmente<br />
y se aplica a todos los sectores,<br />
que actualmente se aproximan actualmente<br />
a un mismo nivel de rendimiento.<br />
La importancia de la automatización<br />
El exceso de capacidad actual de muchas<br />
industrias está obligando a las empresas a<br />
concentrarse en la utilización de los activos<br />
existentes en vez de invertir en nuevas<br />
capacidades. Por tanto, la automatiza-<br />
Benchmarking en un sector: la industria farmacéutica<br />
Indicadores KPI de<br />
comparación<br />
ción puede ser un factor clave para mejorar<br />
los resultados. Cuando no se dispone<br />
de mucho capital, las soluciones de automatización<br />
permiten a menudo rentabilizar<br />
al máximo la inversión.<br />
Las últimas décadas han sido testigos de<br />
una amplia consolidación en todas las industrias,<br />
motivada en la mayoría de los casos<br />
por la necesidad de las empresas de<br />
globalizar su mercado. La compañía ABB<br />
ha sido algo más que simple espectadora<br />
de esta evolución. De hecho, podemos<br />
afirmar con razón que nuestra compañía<br />
ha contribuido a consolidar la industria de<br />
la automatización, en la que actualmente<br />
somos líderes mundiales. Desarrollamos<br />
activamente nuevas estrategias, que son<br />
posibles gracias a los avances en numerosos<br />
campos: las comunicaciones, las capacidades<br />
de los ordenadores, el software<br />
abierto y las tendencias de los precios,<br />
Compañía farmacéutica<br />
Normal Buena Clase superior<br />
Rotación de existencias 1) 3 a 5 14 50<br />
OTIF 2) % 60 a 80 97.4 99.6<br />
RFT 3) % 85 a 95 96 99.4<br />
CpK 4) 1 a 2 3.5 3.2<br />
OEE 5) % 30 74 92<br />
Tiempo de ciclo 6) , (horas) 720 48 8<br />
Seguridad 7) 0,100 0,050 0,010<br />
Fuente: RS Benson, Smart control for tomorrow’s processes. IEEE Cont.Appl.Conf., Glasgow, 2001.<br />
Benchmarking global entre sectores: ’clase superior’<br />
Criterios globales Sector de Sector Sector<br />
de comparación ingeniería electrónico doméstico<br />
Rotación de existencias 1) <strong>12</strong> 20 24<br />
OTIF 2) % 98 98.1 99.2<br />
RFT 3) % 99 98.7 99.5<br />
CpK 4) 4 5 4<br />
OEE 5) % 94 93.3 86<br />
Tiempo de ciclo 6) , (horas) 48 24 24<br />
Seguridad 7) 1 1 1<br />
Fuente: Process Innovation: Lessons from UK Manufacturing, DTI Publication 5970/5k/04/02/NP,<br />
URN 02/322, April 2002.<br />
1) Facturación anual y valor total de todas las existencias al precio de venta (inclusive productos acabados,<br />
trabajos en curso y materias primas).<br />
2) On-Time-In-Full (Puntual y completo): Entrega de productos en la fecha y hora solicitada por el cliente,<br />
sin defectos de producto o de documentación.<br />
3) Right First Time (Correcto a la primera vez) en el lugar de fabricación, sin ajustes ni repetición de ciclo.<br />
4) Una medida estadística de la distribución de la calidad del producto. Cuanto mayor es el número,<br />
menor es la dispersión (por ejemplo, un valor 6 es igual a 6 Sigma).<br />
5) Overall Equipment Effectiveness (Efectividad global del equipo).<br />
6) Tiempo entre inicio de la fabricación y envío del producto.<br />
7) Número de incidentes cada 100.000 horas.<br />
Revista ABB<br />
2/2004<br />
7
junto con nuevas tecnologías de sensores<br />
y aplicaciones avanzadas.<br />
Los proveedores de sistemas de automatización<br />
necesitan poder suministrar productos,<br />
sistemas y servicios de acuerdo<br />
con estándares consistentes, y hacerlo globalmente.<br />
Esta es la razón por la que muchos<br />
clientes que operan a escala mundial<br />
prefieren depender solamente de unos<br />
pocos proveedores. Pero esto implica también<br />
que es preciso disponer de experiencia<br />
y conocimientos especializados durante<br />
las 24 horas del día y que han de estar<br />
soportados por herramientas de conectividad<br />
remota para efectuar diagnósticos<br />
y localizar y corregir problemas.<br />
El objetivo de conseguir soporte en<br />
tiempo real para la toma de decisiones en<br />
el ámbito de la empresa sigue fomentando<br />
la tendencia hacia una integración más<br />
profunda de sistemas de terceros, como<br />
ERP 8) , CMMS 9) y GIS 10) , con los sistemas<br />
de automatización. Entre las tareas que<br />
son parte de esta estrategia y mejoran la<br />
productividad está el funcionamiento óptimo<br />
a pesar de las restricciones, que se<br />
aplica al conjunto de departamentos y fábricas.<br />
La programación óptima de los pedidos<br />
de producción y el mantenimiento<br />
se están convirtiendo en funciones esenciales<br />
del software de gestión de activos,<br />
que actualmente es parte integral de los<br />
suministros de automatización. El concepto<br />
de fábrica virtual ha de estar soportado<br />
por algoritmos que permitan la distribución<br />
optimizada de los pedidos a fábricas<br />
de todo el mundo.<br />
Los proveedores de sistemas de automatización<br />
han de prestar atención a otro requisito<br />
de los clientes, el aumento de productividad<br />
de los activos. La consigna en<br />
este caso es ’efectividad global del equipo’<br />
(OEE, Overall Equipment Effectiveness),<br />
para cuya mejora ya se están desarrollando<br />
nuevas herramientas de gestión de<br />
activos. Más que aumentar el tonelaje, el<br />
sistema de control ha de soportar la velocidad,<br />
la calidad y la flexibilidad.<br />
Suprimir la necesidad de almacenamientos<br />
reguladores intermedios reduce el inventario,<br />
lo que conduce a una mayor eficiencia<br />
de la energía, a unas menores necesidades<br />
de capital circulante y a un acortamiento<br />
de los ciclos de producto 1a . El<br />
sistema de automatización ha de garantizar<br />
una calidad constante, alto rendimiento<br />
dentro de las limitaciones de producción<br />
y rápidos cambios de calidad en<br />
un entorno más dinámico. Actualmente,<br />
todas las actividades industriales han de<br />
poder afrontar restricciones rigurosas, entre<br />
ellas las normas de seguridad e higiene<br />
en el trabajo, la legislación medioambiental<br />
y otras, y restricciones menos rígidas,<br />
como la calidad del producto, con diferentes<br />
niveles que corresponden a precios<br />
de mercado distintos. Además, el sistema<br />
de control ha de garantizar un funcionamiento<br />
uniforme y óptimo, dentro de los<br />
límites impuestos por estas restricciones<br />
1b . Se ha hecho evidente que para conseguir<br />
otras mejoras posibles de la productividad<br />
es preciso ampliar el ámbito de la<br />
optimización para cubrir áreas más amplias<br />
de proceso. Sin embargo, esto hace<br />
más complejas las tareas. La tendencia es<br />
dejar de lado el control de unidades individuales<br />
y buscar el control de la cadena<br />
completa del proceso, pasar de fábricas<br />
individuales a un conjunto de varias fábricas,<br />
de un único objetivo de optimización<br />
a la combinación de varios objetivos 1c .<br />
El valor de la información en<br />
tiempo real<br />
La comunicación es la clave para optimizar<br />
las operaciones más allá de las fronte-<br />
8) Planificación de Recursos Empresariales<br />
9) Sistema de Gestión de Mantenimiento por<br />
Ordenador<br />
10) Sistema de Información Geográfica<br />
1<br />
Aspectos de la productividad<br />
$$<br />
$$$<br />
a) Reducción de inventario (por ejemplo,<br />
supresión de almacenes reguladores de<br />
stocks)<br />
b) Optimización de limitaciones c) Ampliación del ámbito de optimización<br />
8<br />
Revista ABB<br />
2/2004
2<br />
El valor de la información en tiempo real<br />
$/t<br />
$/t<br />
Throughput (t/d)<br />
Throughput (t/d)<br />
La contabilidad estática tradicional utiliza datos promediados e indica<br />
que los ingresos por pedidos y los costes variables son lineales.<br />
El margen de contribución aumenta con el volumen de producción.<br />
Los ingresos y el coste por tonelada varían con tiempo y en función de la<br />
fuente de suministros, del cliente y de la tasa de explotación. Con frecuencia,<br />
el máximo beneficio se consigue por debajo de la tasa máxima<br />
de explotación, cuando los ingresos dejan de superar a los costes.<br />
mento ha de actualizarse continuamente y<br />
estar accesible cuando se necesite. ABB<br />
ha introducido una tecnología que describe<br />
cada dispositivo como un objeto de<br />
software con las propiedades del objeto<br />
real, por ejemplo un motor, al que se denomina<br />
Aspecto. Los Aspectos podrían estar<br />
situados en varios sistemas diferentes,<br />
como CAD, CMMS, ERP o un sistema de<br />
control, pero el integrador de Aspectos<br />
garantiza que toda la información sea consistente<br />
y esté disponible en el momento<br />
preciso. Un objeto no es necesariamente<br />
una parte real del equipo, como un mo-<br />
ras entre departamentos. Esto es así<br />
cuando la información está destinada a la<br />
toma de decisiones o al control de bucle<br />
cerrado, ya que en cualquiera de ambos<br />
casos se ha de suministrar información en<br />
tiempo real y en el lugar e instante correctos.<br />
Actualmente se dispone de muchas<br />
tecnologías nuevas para este fin, que<br />
aportan considerables ventajas: el personal<br />
gana posibilidades, pues tiene acceso<br />
a información sobre diversas disciplinas;<br />
la comunicación inalámbrica favorece la<br />
movilidad y los servicios basados en la<br />
web permiten acceder a conocimiento<br />
especializado. Todo esto se ofrece<br />
con el fin de mejorar la productividad.<br />
Los dispositivos de campo inteligentes,<br />
que se comunican a través<br />
de buses de campo, proporcionan<br />
datos precisos de medición y tienen<br />
capacidad de autodiagnóstico. La<br />
tendencia hacia unas mediciones más<br />
complejas, realizadas con equipos que<br />
tienen capacidad de autocalibración, está<br />
impulsando también la calidad del producto<br />
y, al mismo tiempo, reduciendo el<br />
uso de materias primas. Buenos ejemplos<br />
son la demanda de medición directa de<br />
variables de calidad en la fabricación o de<br />
la medición analítica de componentes químicos.<br />
Cada uno de los equipos instalados lleva<br />
asociada una gran cantidad de documentación:<br />
manuales, planos, listas de repuestos,<br />
historial operativo, etc. Cada docutor,<br />
sino que puede ser algo más abstracto,<br />
por ejemplo un pedido, con información<br />
como la especificación original de<br />
compra, las cantidades, la situación en el<br />
almacén y otros Aspectos.<br />
La consistencia de los datos es esencial<br />
para lograr una optimización y modelización<br />
más avanzadas. Necesitamos ir más<br />
allá del uso de promedios históricos y pasar<br />
a garantizar la exactitud de las mediciones,<br />
la consistencia de los datos del<br />
programa de producción y del plan de<br />
mantenimiento, y el empleo de los costes<br />
y precios en tiempo real. El uso de<br />
datos en tiempo real puede influir<br />
significativamente en el cálculo del<br />
nivel óptimo de producción, que en<br />
ocasiones puede ser diferente del<br />
volumen máximo de fabricación.<br />
De hecho, el coste variable podría<br />
aumentar fuertemente y de forma<br />
no lineal al acercarse al volumen<br />
máximo de producción, mientras la<br />
contribución continua de los costes<br />
desciende linealmente, dando como<br />
resultado que el máximo beneficio se<br />
alcance por debajo de la tasa máxima<br />
de explotación 2 .<br />
Herramientas de optimización<br />
avanzada<br />
Para optimizar la operación dentro de las<br />
limitaciones comerciales antes reseñadas,<br />
y hacerlo a través de varios departamentos<br />
o de toda una fábrica o red, y posiblemente<br />
a través de varias fábricas o redes,<br />
Revista ABB<br />
2/2004<br />
9
es necesario disponer de potentes ordenadores<br />
y de nuevos algoritmos. Se necesitan<br />
modelos de procesos que combinen la<br />
estimación on-line con las leyes de la física.<br />
Estos modelos se utilizan para determinar<br />
comportamientos predictivos durante<br />
largos intervalos de tiempo con objeto<br />
de optimizar la planificación de los<br />
pedidos de producción y calcular el mejor<br />
nivel posible de operación a partir de la<br />
información en tiempo real. Es habitual<br />
trabajar con un horizonte temporal de 24<br />
a 48 horas, aunque es deseable hacerlo<br />
con un intervalo aún mayor. Una posible<br />
vía podría ser utilizar algoritmos más inteligentes<br />
diseñados en torno a la descomposición<br />
estructural.<br />
Actualmente, los sistemas de control están<br />
equipados con kits de herramientas que<br />
contienen controladores P, PI y PID, los<br />
’caballos de batalla’ del sector de la automatización.<br />
La monitorización de las condiciones<br />
de máquinas rotativas es bastante<br />
común, pero la monitorización de las condiciones<br />
de los bucles de control dista<br />
mucho de serlo. De hecho, una planta industrial<br />
típica podría tener entre el 30 y el<br />
40 de estos bucles funcionando manualmente<br />
por causa de una sintonización o<br />
ajuste insuficiente. Es obvio decir que el<br />
rendimiento de la planta industrial sufriría<br />
con ello. Afortunadamente se dispone de<br />
paquetes de ajuste que resuelven este problema.<br />
En el campo del control avanzado, la tendencia<br />
actual es emplear controladores<br />
predictivos de modelos (MPC, Model Predictive<br />
Controllers), aunque también se<br />
utilizan a menudo controladores basados<br />
en funciones cuadráticas de costes o controles<br />
lineales con limitaciones de estado.<br />
Los MPC que se están adoptando actualmente<br />
son mayoritariamente del tipo de<br />
entrada única y salida única (SISO, Single<br />
Input Single Output). También se está extendiendo<br />
el uso de controladores de varias<br />
entradas y varias salidas (MIMO, Multiple<br />
Input Multiple Output). Los algoritmos<br />
de planificación de beneficios son los<br />
que más se utilizan cuando existen limitaciones<br />
no lineales. Los algoritmos de optimización<br />
están enfocados normalmente<br />
hacia las condiciones estacionarias con<br />
comportamientos transitorios (cambios de<br />
3<br />
Los modelos de control cambian durante el ciclo de vida del proceso, actualizándose continuamente con la ayuda de datos en tiempo real<br />
ss Estado estacionario<br />
Plant<br />
data<br />
Initial<br />
model<br />
Estimation<br />
Fitted<br />
model<br />
Offline<br />
Online<br />
Raw<br />
plant<br />
data<br />
Data reconciliation<br />
Parameter estimation<br />
Reconciled<br />
plant<br />
information<br />
Plant<br />
Yield accounting<br />
MPC<br />
Linear<br />
models<br />
Linearization<br />
Up-to-date<br />
model<br />
Soft sensing<br />
Advanced MPC<br />
Linearized models<br />
Decision support<br />
Optimization<br />
(ss + dynamic)<br />
Diagnosis and<br />
troubleshooting<br />
10<br />
Revista ABB<br />
2/2004
clase) manejados en rampas pequeñas.<br />
La modelización orientada<br />
a objetos se está exten-<br />
4<br />
diendo a medida que se desarrollan<br />
las herramientas y lenguajes<br />
de programación adecuados.<br />
En un futuro próximo, la optimización<br />
dinámica de las condiciones<br />
transitorias en tiempo<br />
real, la creación de modelos híbridos<br />
de la dinámica de procesos<br />
y la programación de tipo<br />
mixto-entero formarán parte de<br />
los recursos disponibles para el<br />
ingeniero de procesos. Finalmente,<br />
la optimización económica del<br />
desarrollo de los procesos, inclusive los<br />
aspectos del ciclo de vida, será la solución<br />
preferida por los clientes industriales.<br />
Este kit de herramientas para un control<br />
óptimo tiene muchos componentes interactivos<br />
distintos 3 . Los modelos mismos<br />
varían durante el ciclo de vida del proceso<br />
y se actualizan permanentemente con los<br />
datos en tiempo real.<br />
Optimización económica<br />
Toda empresa, independientemente de si<br />
fabrica productos, presta servicios o distribuye<br />
electricidad por una red, ha de tener<br />
un interés fundamental en controlar sus<br />
5<br />
operaciones desde el punto de vista económico.<br />
Normalmente, esto consiste en<br />
minimizar la función ’coste menos ingresos’<br />
4 . Cuantos más elementos se tengan<br />
en cuenta tanto más realista será la estrategia<br />
de control. Sin embargo, esto se consigue<br />
a costa de aumentar exponencialmente<br />
la complejidad.<br />
La minimización a lo largo del tiempo de<br />
esta función, también llamada objetivo<br />
económico, está sujeta a las restricciones<br />
–tanto rigurosas como menos rígidas–<br />
descritas anteriormente, y también al comportamiento<br />
dinámico de los diferentes<br />
componentes, ya que varios de ellos cambian<br />
con el tiempo. Lo que a fin de cuen-<br />
Ciclo de vida de los activos: La implementación de un bucle externo de<br />
optimización económica proporciona valores de referencia operativa para el<br />
bucle de control interno.<br />
Sensing & Economic lifecycle<br />
Reference Actuation estimation cost estimate<br />
Control<br />
Asset costs<br />
Energy costs<br />
Process<br />
La función objetivo económico<br />
t N<br />
min ∑ [C A (t i )+C E (t i )+C M (t i )+C L (t i )–R(t i )]<br />
t i =t 0<br />
tas desea la industria es tener<br />
capacidad para calcular on-line<br />
estas estrategias de control a<br />
partir de los datos en tiempo<br />
real. Un examen más minucioso<br />
de cada componente<br />
muestra de qué manera:<br />
Los costes del activo dependen<br />
de dos fases diferentes, el<br />
diseño y el ciclo de vida. Este<br />
último depende de la esperanza<br />
de vida residual y de los<br />
costes de mantenimiento e inspección,<br />
que podrían ser una<br />
función de las estrategias de<br />
operación.<br />
Los costes de energía comprenden un<br />
componente térmico y otro eléctrico.<br />
En ambos casos, las empresas pueden<br />
comprar la energía o generarla ellas<br />
mismas. Los costes varían con los precios<br />
de mercado y el tipo de combustible.<br />
En la fórmula se puede incluir la<br />
exportación del exceso de energía generada<br />
introduciendo un factor de coste<br />
negativo.<br />
Los costes de las materias primas dependen<br />
de los precios de mercado, de<br />
la cantidad y de las estrategias de descuentos.<br />
Se pueden añadir a la dinámica<br />
los costes de inventario, introduciendo<br />
factores como el almacenaje de<br />
productos intermedios en reguladores<br />
de stocks o el almacenaje final de productos<br />
terminados.<br />
Finalmente, los costes de mano de obra<br />
dependen de varios factores, los turnos<br />
de personal, la inspección y la frecuencia<br />
de mantenimiento entre otros. En la<br />
práctica, este componente de coste<br />
tiene una influencia significativa en el<br />
resultado de cualquier intento de optimización.<br />
Todos los costes anteriores se comparan<br />
con los ingresos debidos al producto, que<br />
varían de acuerdo con los precios cambiantes<br />
del mercado.<br />
Product<br />
revenues<br />
Labor costs<br />
Material costs<br />
La figura 5 muestra cómo, al implementar<br />
un bucle externo de optimización económica,<br />
se proporcionan valores de referencia<br />
operativa al bucle de control interno.<br />
Economic<br />
optimization<br />
Context information,<br />
eg spot market price,<br />
weather forecast<br />
Los límites del control<br />
avanzado<br />
A medida que aumente la demanda de<br />
creación de modelos matemáticos más refinados<br />
cabe esperar esfuerzos muy inten-<br />
Revista ABB<br />
2/2004<br />
11
sos de I+D en diversos campos. A la cabeza<br />
de la lista están la mayor facilidad de<br />
uso y la robustez de los algoritmos en una<br />
configuración en línea. Puesto que las fábricas<br />
se pueden considerar como entidades<br />
homogéneas, es de esperar que tengamos<br />
que afrontar problemas más complejos.<br />
Yendo más allá de una instalación<br />
única, abordaremos la fábrica virtual con<br />
varias cadenas de producción repartidas<br />
por todo el mundo. La investigación en el<br />
campo de las aplicaciones estudiará las<br />
formas de descomponer estas tareas de<br />
gran envergadura y aplicar técnicas de resolución<br />
de problemas de carácter distribuido,<br />
con un enfoque dirigido a los<br />
agentes, sin introducir la suboptimización.<br />
La no linealidad, las transiciones entre estados<br />
estacionarios, las limitaciones dinámicamente<br />
variables y el tratamiento de<br />
sucesos anormales son problemas bien<br />
conocidos por la industria, que desea solucionarlos<br />
on-line y en tiempo real. La<br />
predicción y la programación avanzadas<br />
deberán funcionar con horizontes tempo-<br />
rales mayores e intervalos de tiempo variables.<br />
Otro campo que habrá que investigar más<br />
es el de la consistencia y calidad de los<br />
datos. Las técnicas de balance de masa<br />
pueden compensar los errores de medición<br />
provocados por la ‘desviación’ o el<br />
fallo de los sensores garantizando cierto<br />
grado de consistencia, aunque en este<br />
campo hay muchas mejoras posibles. El<br />
mantenimiento preventivo es una forma<br />
fiable de eliminar las paradas imprevistas<br />
de la producción.<br />
La facilidad de uso tiene dos facetas. Por<br />
un lado, los modelos se han de diseñar de<br />
modo que interactúen fácilmente y sean<br />
comprensibles para los operadores. Por<br />
otro lado, se han de poder generar desde<br />
la topología de la fábrica, según se describe<br />
en los diagramas P&I (proceso e instrumentación).<br />
Es importante introducir<br />
los datos sólo una vez. Con los sistemas<br />
ERP deben generarse los datos económicos.<br />
Las dimensiones del ciclo de vida deberán<br />
integrarse en los modelos globales.<br />
Podemos decir, en resumen, que los aspectos<br />
de la productividad relativos a los<br />
activos y a la energía deberán poner mayor<br />
énfasis en el modelado, control y optimización.<br />
Los últimos avances de la automatización<br />
han simplificado la aplicación<br />
industrial del control y de la optimización,<br />
aunque siendo necesario mejorar la modelización<br />
y la ingeniería, así como la facilidad<br />
de uso de los modelos. Aún falta mucho<br />
para conseguir estas deseables características,<br />
pero incluso pequeños avances<br />
en esta dirección prometen tener un<br />
efecto importante, como muestran otros<br />
artículos de este número de Revista ABB.<br />
Nils Leffler<br />
Chief Editor<br />
ABB Review<br />
nils.leffler@ch.abb.com<br />
Peter Terwiesch<br />
Technology Manager<br />
ABB Automation Technologies<br />
peter.terwiesch@de.abb.com<br />
Bibliografía<br />
[1] P. Terwiesch: Frontiers in industrial process automation – a personal perspective. Invited plenary lecture, IFAC ADCHEM, Hong Kong, 2004.<br />
<strong>12</strong><br />
Revista ABB<br />
2/2004