55-59 4M577_SPA72dpi.pdf
55-59 4M577_SPA72dpi.pdf
55-59 4M577_SPA72dpi.pdf
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
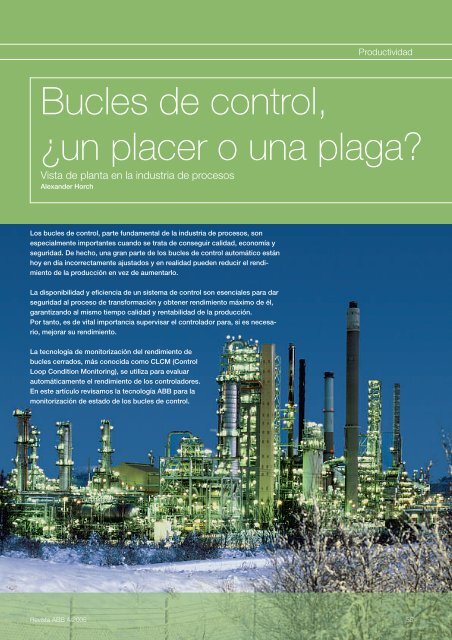
ProductividadBucles de control,¿un placer o una plaga?Vista de planta en la industria de procesosAlexander HorchLos bucles de control, parte fundamental de la industria de procesos, sonespecialmente importantes cuando se trata de conseguir calidad, economía yseguridad. De hecho, una gran parte de los bucles de control automático estánhoy en día incorrectamente ajustados y en realidad pueden reducir el rendimientode la producción en vez de aumentarlo.La disponibilidad y eficiencia de un sistema de control son esenciales para darseguridad al proceso de transformación y obtener rendimiento máximo de él,garantizando al mismo tiempo calidad y rentabilidad de la producción.Por tanto, es de vital importancia supervisar el controlador para, si es necesario,mejorar su rendimiento.La tecnología de monitorización del rendimiento debucles cerrados, más conocida como CLCM (ControlLoop Condition Monitoring), se utiliza para evaluarautomáticamente el rendimiento de los controladores.En este artículo revisamos la tecnología ABB para lamonitorización de estado de los bucles de control.Revista ABB 4/200<strong>55</strong>5
Bucles de control, ¿un placer o una plaga?ProductividadLos bucles de control son parte intrínsecade todo sistema de automatización.Algunas estimaciones indican, segúnse muestra en 1 , que cada buclede control es un activo valorado en25.000 dólares. Según un reciente editorialde la revista Hydrocarbon Processing[1], ‘la falta de bucles de controlcorrectamente ajustados para reducir almínimo la variabilidad y la ausencia demodelos de procesos actualizados y utilizadospor controles avanzados quereflejen las limitaciones reales y los objetivoscomerciales, hace que se pierdanventajas muy importantes. En otras palabras,como reza el título de este editorial,‘Incluya bucles de control en sugestión de activos’.Control Loop Condition Monitoring(CLCM) es un proceso tan natural comola supervisión del estado de válvulas ytransmisores. Puesto que los bucles básicosde control tienen el mismo principiode operación, independientementede cual sea la aplicación de control,CLCM puede utilizar principios generalesválidos para muchas industrias yaplicaciones distintas.La automatización de CLCM tiene ungran interés para la mayoría de las instalaciones,ya que existen demasiadosbucles de control que un técnico deservicio debe mantener habitualmente,es decir, al menos cada seis meses. Suinherente carácter no invasivo es otrarazón del interés que CLCM despierta enmuchas industrias.1Distribución de costes de un bucle de control8 %12 %12 %24 %10 %SensorVálvula de controlPuesta en servicioParticipación de DCSInstalaciónIngenieríaMantenimiento8 %26 %CLCM funciona como un estetoscopiomédico, sirve para obtener un diagnósticoa través de la escucha pasiva del proceso.Normalmente no se requiere másinformación que las etiquetas DCSestándar: punto de referencia (SP),variable de proceso (PV), salida delcontrolador (CO), etc. En una fábricatípica de la industria de procesos, porejemplo, puede haber varios miles debucles de control. En lugar de evaluartodos y cada uno de ellos es más razonableidentificar los que tienen problemasde funcionamiento. La figura 2muestra un resultado típico, y por tantoimportante, de clasificación del rendimientode los bucles con datos típicosde cada categoría.Necesidad de CLCMLa evaluación del comportamiento delos bucles de control es algo tan antiguocomo el diseño del controlador. En lafase de diseño, el proyectista crea normalmenteun controlador que satisfacealgunas especificaciones determinadasde funcionamiento. Desgraciadamente,con frecuencia no es posible evaluarestas especificaciones con los datos demedición obtenidos del funcionamientonormal de la planta.Para ayudar a resolver este problema,Harris [2] desarrolló una sencilla e interesantemedición del rendimiento paraevaluar un bucle de control cualquieraen condiciones normales de operación.El método comparaba el rendimientoreal del controlador con el rendimientoteórico óptimo a partir de los datos defuncionamiento normal. Durante losdiez últimos años se han realizadoimportantes investigaciones para hacerposible el ulterior desarrollo de una metodologíaholística, no invasiva, paraevaluar automáticamente el rendimientodel controlador. En [3] se presenta unresumen de las investigaciones. Muchosde los esfuerzos actuales de investigacióny desarrollo se centran en métodospara determinar la causa original,interna o externa, del mal comportamientodel controlador y encontrar la formade optimizar el rendimiento del mismo.El problema más obvio y grave de losbucles de control está en las oscilacionesperiódicas o continuas. Este comportamientopuede tener varias causas:ajuste incorrecto del controlador, problemasexternos, rozamiento de válvulas,averías de equipos u otras causasrelacionadas con el proceso. Las desviacionesirregulares respecto de los objetivosson aún más difíciles de analizar.Hoy en día, afortunadamente, las oscilacionesy el mal funcionamiento se puedendetectar automáticamente y a elloayuda, por ejemplo, el índice de Harris2SP, PVOPSP, PVOPSP, PVOPSP, PVOPSP, PVOPCategorías de bucles de control para unaplanta típica de la industria de procesos6 %28 %18 %BienPobreExcelente16 %32 %CorrectoBucle abierto56 Revista ABB 4/2005
Bucles de control, ¿un placer o una plaga?Productividad[2]. Sin embargo, el principal desafío esdiagnosticar el mal funcionamiento yesto sigue estando irresuelto.CLCM se centra normalmente en grandesnúmeros de bucles básicos de controlque son vitales para conseguir lacalidad de producto y el rendimientode planta pretendidos. Pero la funcionalidadde supervisión ha de ser tan avanzadacomo la tecnología misma de buclesde control. Los sistemas avanzadosde control (por ejemplo los controladorespredictivos de modelos) dependenestrechamente del buen funcionamientode los bucles básicos de control. CLCMgarantiza el cumplimiento de este requisito.La automatización CLCMtiene un gran interés parala mayoría de las instalaciones,ya que existendemasiados bucles decontrol que un técnico deservicio debe mantenerhabitualmente, es decir, almenos cada seis meses.CLCM en la industriaLos sectores químico, petroquímico y dela pasta de papel y papel fueron los primerosen aplicar métodos CLCM, demodo que han acumulado mucha experienciaa lo largo de los años. En losúltimos tiempos se han aplicado conéxito en centrales eléctricas. Otrossignos de la utilidad de CLCM es lamultiplicación de grupos de investigaciónacadémica y el interés, cada vezmayor, de las empresas que venden sistemasde automatización.Este interés también se debe a lastendencias actuales de la gestión deactivos, que han sido publicadasrecientemente por el grupo ARC [4]:Proporcionar recomendaciones, nosólo mera informaciónAmpliar el uso de los activos actuales(evitando su sustitución)Proporcionar un alto grado deintegración con el entorno TIEvitar costes y esfuerzos desproporcionadosde puesta en servicio e implementaciónReducir personal de fábrica yaumentar la competitividad con unnuevo modelo de mantenimientoLas modernas herramientas CLCM estándestinadas a apoyar estas tendencias.De hecho, ARC recomienda combinar lamonitorización de estado del bucle decontrol con una herramienta de puesta apunto del controlador.ABB ha adoptado esta idea y ha integradoambas funciones en la herramientaOptimize IT Loop Performance Manager(LPM) [5].La oferta de ABBABB ofrece diferentes niveles de funcionalidadCLCM en todo el sistema deautomatización para adaptarse a lasdiferentes necesidades de la industria ya las distintas arquitecturas de automatización3 .Optimize IT Loop Performance Manager(LPM)La versión 2.1 de Optimize IT LoopPerformance Manager (LPM) desarrolladapor ABB es una potente herramientageneral para supervisar el estado defuncionamiento del controlador. Combinafunciones de evaluación de buclesde control y de ajuste de controladoresy funciona con cualquier arquitectura deautomatización a través de la conectividadde datos OPC 4 .La supervisión de bucles de control realizadapor LPM no sólo determina losbucles que mejor y peor se comportanen una sección de la planta, sino queademás proporciona estudios detalladosacerca de cómo solucionar los problemasidentificados. Entre ellos están lasdiscrepancias en el elemento de controlfinal, las perturbaciones externas y elajuste del controlador. Por consiguiente,si un reajuste del controlador, por ejemplo,puede solucionar el problema, entoncesla funcionalidad de puesta apunto podrá realizar cómodamente estatarea siguiendo métodos de ajuste muyavanzados tecnológicamente y al mismotiempo fáciles de usar.Hardware del controlador:Control IT AC800MEn el ámbito de los dispositivos de campoexiste una determinada funcionalidadbásica para la monitorización deestado de los bucles de control. Porejemplo, las oscilaciones debidas al atascamiento-deslizamientode válvulas son,por desgracia, muy comunes. Afortunadamente,ahora es posible detectar auto-3Arquitectura de automatización con monitorización de estado de loscontroladores (flechas rojas)4Loop Performance Manager (LPM) de ABB: supervisión de bucles800xA System800xA AssetOptimizationOptimize IT LoopPerformance Manager=Plant networkPlant InformationManagementSystem (PIMS)Revista ABB 4/200<strong>55</strong>7
Bucles de control, ¿un placer o una plaga?Productividadmáticamente estas oscilaciones con elcontrolador AC800M de ABB. Además,utilizando la funcionalidad CLCM, elcontrolador AC800M puede recuperar elmovimiento de la válvula atascada añadiendoimpulsos a la variable manipuladapara que la válvula se mueva hasta laposición deseada [6]. La figura 5 muestrauna típica señal de medición (PV) enun bucle de control que presenta atascamiento-deslizamientoy la correspondientefuncionalidad AC800M.El controlador puede detectar válvulasatascadas y aplicar un algoritmo quecompense el rozamiento estático paragarantizar la mejor acción posible delcontrolador hasta el siguiente trabajo demantenimiento de la válvula. Tambiénes posible detectar el bucle de controlde peor comportamiento en el bloquecontrolador PID de AC800M.CLCM es capaz de detectardeficiencias en elfuncionamiento de losbucles de control y ofrecegrandes ventajas unavez aplicadas lasmedidas adecuadasde mantenimiento.Sistema 800xA: Optimización y monitorizaciónde activos del bucle de controlEl sistema de control 800xA de ABB incluyeuna versión integrada de LPM. Porconsiguiente, para conseguir una rápiday eficiente optimización del controlador,la detección y diagnóstico del rendimientode los bucles de control se introduceen el tratamiento de los datos de optimizaciónde activos del sistema 800xA [7].5El envío de mensajes, la conexión conel sistema informatizado de gestión delmantenimiento (CMMS, ComputerizedMaintenance Management System) y elacceso a datos históricos y a otras informacionesde la planta en tiempo real,ayudan al usuario a localizar problemase iniciar medidas correctoras.Sistema 800xA: Gestión de informaciónLa base de datos para la gestión deinformación del sistema 800xA [8] emiteinformes estándar, permitiendo así alusuario realizar operaciones sencillas deproceso de señales a partir de datos históricos.Debido a esto se puedenemplear métodos CLCM para determinarsencillos indicadores básicos del rendimiento(KPI, Key PerformanceIndicators). Dicho de otro modo, es posibleevaluar y comparar el rendimientoanterior y el rendimiento actual del controlador.Además, LPM proporciona alos usuarios la posibilidad de añadir suspropios índices de rendimiento a la evaluaciónestándar.Aplicaciones industrialesSin duda, las industrias sufren diversosproblemas relacionados con los buclesde control. Estos problemas son distintosen los diferentes sectores.Detección de oscilaciones y compensación de la resistencia estática en el controlador 800M.La válvula del proceso presenta un típico comportamiento de resistencia estática al movimiento.Punto de ajusteMódulo de controlador avanzado PIDAlgoritmo PIDhabilitadoCompensadorde stictionPara ver un ejemplo sencillo, comparemosel controlador de posición de unaunidad de discos, de alta precisión, conun controlador de sobrecarga del nivelde un depósito en una fábrica de papel.Es obvio que ambos controladores realizanla misma tarea, pero sus criteriosrespectivos de referencia deben fijarseen dos escalas diferentes.Consecuentemente, parte de la metodologíade supervisión del comportamientode control sería adecuada para la primeraaplicación, mientras que otra partelo sería para la segunda aplicación. Y,dado que la monitorización del comportamientode control tiene su origen enla industria de procesos de transformación,los métodos mejor establecidos secentran en problemas corrientes en estaindustria.Diagnóstico de controladores en laindustria petroquímica y de la pasta depapel y papelLa figura 7 muestra un subconjunto dedatos antes y después de aplicar medidasde mejora del rendimiento en unafábrica de pasta de papel. Los métodosCLCM detectaron oscilaciones en losbucles de control y los diagnósticos secomprobaron con una serie de experimentos.Las mejoras conseguidas sonevidentes, como demuestran los datosobtenidos más tarde.Diagnóstico de controladores encentrales eléctricasLos problemas relacionados con CLCMen las centrales eléctricas son muy parecidosa los propios de otras industrias.Sin embargo, hay diferencia en algunosaspectos: el número total de bucles decontrol, por ejemplo, es algo menor queen la industria química. Esto permite unrefinamiento más grande de la configuracióny puesta a punto de cada uno delos bucles. Otros aspectos, como las actuacionesen cascada, la predicción defallos o problemas y la lógica más avanzadade control son a menudo comunesy CLCM ha de tener en cuenta tales configuraciones.Una cuestión importante es la capacidadpara clasificar los resultados de CLCMsegún la situación actual de la carga enla central eléctrica. Generalmente, elcomportamiento del controlador es funciónde la carga (por ejemplo, alta, baja,arranque, variación de carga) o de otrosfactores, como el tipo de materiasprimas, etc. Los métodos modernosCLCM tienen muy en cuenta tales condiciones.Valor delprocesoDetector deoscilacionesDetector defrenado!SalidaSalida sise detectan- oscilaciones- frenadoAOVálvula de procesocon riesgo de stictionDiagnóstico de perturbacionesrelacionadas con el control en talleresde laminación en fríoEn la industria de laminadores se necesitanalgunos bucles de control muyrefinados para controlar la tensión y elgrosor. Sin embargo, la aplicación demétodos CLCM estándar en este sector58 Revista ABB 4/2005
Bucles de control, ¿un placer o una plaga?Productividadquizás no sea tan sencilla y directacomo en la industria química, ya quealgunas aplicaciones recientes de estosmétodos han dado resultados difícilesde interpretar.Por otro lado, en aquellos casos en quela funcionalidad CLCM se ha diseñadoespecialmente para aplicaciones de laminadores,los resultados han sido muyalentadores. Para ser más específicos, sehan diseñado con éxito funciones CLCMpara diagnosticar y eliminar las perturbacionesperiódicas más corrientes enlos trenes de laminación [9]. En 7 semuestra una imagen típica de pantallade diagnóstico automatizado.Más allá de la supervisión deestado de los controladores de buclesindividualesCLCM es capaz de detectar deficienciasen el funcionamiento de los bucles decontrol y puede proporcionar ventajassustanciales una vez tomadas las medidasadecuadas de mantenimiento.Sin embargo, en algunos casos la plantano está debidamente optimizada, aunquelos controladores funcionencorrectamente. Es muy probable que enestos casos la estructura existente de loscontroladores no sea suficiente. Un métodosistemático rápido para evaluar elconjunto de controladores y la infraestructurade automatización dominanteconsiste en utilizar un servicio de evaluaciónde prestaciones proporcionadopor ABB [10].Desde el punto de vista del desarrollo,ABB se ha propuesto recientementeexaminar el rendimiento de los controladoresdesde una perspectiva de planta,en lugar de considerar cada uno de loscontroladores por separado. En colabo-6Mejora del rendimiento del controlador unavez aplicado CLCM y hecho el posteriormantenimientoTag number201612840beforeafter0 500 1000 1500 2000Samples (s)ración con el Centro de ingeniería desistemas de proceso (Center for ProcessSystems Engineering) del ImperialCollege/University College de Londres,nuestra compañía se ha propuesto conseguirfuncionalidades para la monitorizacióny análisis de las causas originalesde los problemas de rendimiento a nivelde planta [11]. CLCM encaja perfectamenteen este marco, ya que puederealizar el análisis detallado antes ydespués de haber identificado la causaoriginal probable. Así pues, las técnicasde análisis a nivel de planta se convertiránen parte integral de las herramientasdestinadas a analizar el rendimiento delos controladores de bucles de controlindividuales [4].ConclusionesCLCM es una técnica intrínsecamentepasiva y automática que ha atraído laatención de muchas industrias. Eliminarlos cuellos de botella del funcionamientodel control y las pérdidas de rendimientopor mal funcionamiento del mismo tiene7Pantalla Operate IT de ABB para el diagnósticode perturbaciones periódicasventajas sustanciales. Tanto es así quecada día son más las industrias y compañíasque empiezan a aplicar estas técnicas.La gran variedad de las investigacionesy productos de ABB ha hecho posibleaplicar flexiblemente CLCM en industriasmuy diferentes. Estas aplicaciones sehan adaptado para utilizar el hardwareexistente en las instalaciones del cliente.CLCM es aplicable a cualquier arquitecturade procesos, independientementede que se instale el sistema 800xA deABB o un sistema DCS de otra empresa.Alexander HorchABB Corporate ResearchLadenburg, Alemaniaalexander.horch@de.abb.comBibliografía[1] Kane, L.A., ‘Include control loops in asset management’, Editorial of Hydrocarbon Processing, June 2003, p. 128, 2003.[2] Harris, T. ‘Assessment of control loop performance’, In ‘The Canadian Journal of Chemical Engineering’, Vol 67, pp. 856–861 (1989).[3] Horch, A., Dumont, G., International Journal of Adaptive Control and Signal Processing, Special Issue on Control Performance Monitoring, Eds., Vol. 17, No. 7–9,September–November 2003.[4] ARC Advisory Group, ‘Real-time Performance Monitoring Strategies for Asset Optimization’, ARC Strategies, July 2004 (www.ARCweb.com)[5] ABB (2005). ‘Optimize IT – Loop Performance Manager Version 2.0. User’s Guide.’ ABB Advanced Control Solutions, www.abb.com → Products & Services →Systems and Industry Solutions → Chemicals → Advanced Control → LPM.[6] ABB (2002). Control IT , AC800M/C, Version 3.2, ‘Analog Process Control. Objectives and Design’. Control Builder M Engineering Manual, ABB, 3BSE 028 809 R101Rev B, pp. 150ff, 2002.[7] ABB (2005). System 800xA Asset Optimization, www.abb.com → Products & Services → ABB Product Guide → Control Systems → 800xA → Asset Optimization[8] ABB (2005). System 800xA Information Management, www.abb.com → Products & Services → ABB Product Guide → Control Systems → 800xA → InformationManagement[9] ABB (2005), ‘Advise IT for Cold Rolling Mills’, Brochure, Ref. No. DEPI/BM_0105_EN. , www.abb.com/metals[10] ABB (2005). ‘ABB Service Guide’. www.abb.com → Products & Services → ABB Service Guide[11] Horch, A., Hegre, V., Hilmen, K., Melbø, H., Benabbas, L., Pistikopoulos, S., Thornhill, N., Bonavita, N., (2005), ‘Causa original’. Revista ABB 2/2005.Para seguir leyendo:ARC Advisory Group, ‘Applying OpX to Control Loops increases ROI’, ARC Insights, October 2002 (www.ARCweb.com).Revista ABB 4/200<strong>55</strong>9