Guide technique de l'air comprimé - Kaeser Kompressoren AG
Guide technique de l'air comprimé - Kaeser Kompressoren AG
Guide technique de l'air comprimé - Kaeser Kompressoren AG
- No tags were found...

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
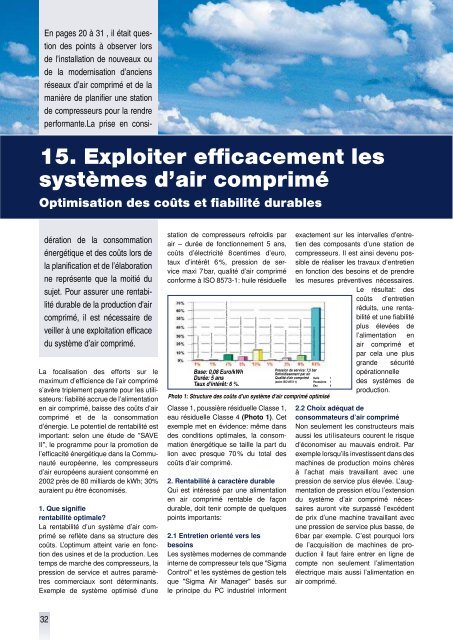
15. Exploiter efficacement lessystèmes d’air compriméOptimisation <strong>de</strong>s coûts et fiabilité durablesEn pages 20 à 31 , il était question<strong>de</strong>s points à observer lors<strong>de</strong> l’installation <strong>de</strong> nouveaux ou<strong>de</strong> la mo<strong>de</strong>rnisation d’anciensréseaux d’air comprimé et <strong>de</strong> lamanière <strong>de</strong> planifier une station<strong>de</strong> compresseurs pour la rendreperformante.La prise en considération<strong>de</strong> la consommationénergétique et <strong>de</strong>s coûts lors <strong>de</strong>la planification et <strong>de</strong> l’élaborationne représente que la moitié dusujet. Pour assurer une rentabilitédurable <strong>de</strong> la production d'aircomprimé, il est nécessaire <strong>de</strong>veiller à une exploitation efficacedu système d’air comprimé.La focalisation <strong>de</strong>s efforts sur lemaximum d’efficience <strong>de</strong> l’air comprimés’avère triplement payante pour les utilisateurs:fiabilité accrue <strong>de</strong> l’alimentationen air comprimé, baisse <strong>de</strong>s coûts d’aircomprimé et <strong>de</strong> la consommationd’énergie. Le potentiel <strong>de</strong> rentabilité estimportant: selon une étu<strong>de</strong> <strong>de</strong> "SAVEII", le programme pour la promotion <strong>de</strong>l’efficacité énergétique dans la Communautéeuropéenne, les compresseursd’air européens auraient consommé en2002 près <strong>de</strong> 80 milliards <strong>de</strong> kWh; 30%auraient pu être économisés.1. Que signifierentabilité optimale?La rentabilité d’un système d’air comprimése reflète dans sa structure <strong>de</strong>scoûts. L’optimum atteint varie en fonction<strong>de</strong>s usines et <strong>de</strong> la production. Lestemps <strong>de</strong> marche <strong>de</strong>s compresseurs, lapression <strong>de</strong> service et autres paramètrescommerciaux sont déterminants.Exemple <strong>de</strong> système optimisé d’unestation <strong>de</strong> compresseurs refroidis parair – durée <strong>de</strong> fonctionnement 5 ans,coûts d’électricité 8 centimes d’euro,taux d’intérêt 6 %, pression <strong>de</strong> servicemaxi 7 bar, qualité d’air compriméconforme à ISO 8573-1: huile résiduelleMise en service/FormationTotal traitement <strong>de</strong> con<strong>de</strong>nsatBase: 0,08 Euro/kWhDurée: 5 ansTaux d'intérêt: 6 %.Coûts d'installation/Comman<strong>de</strong> système <strong>de</strong> gestion prioritairePhoto 1: Structure <strong>de</strong>s coûts d’un système d’air comprimé optimiséClasse 1, poussière résiduelle Classe 1,eau résiduelle Classe 4 (Photo 1). Cetexemple met en évi<strong>de</strong>nce: même dans<strong>de</strong>s conditions optimales, la consommationénergétique se taille la part dulion avec presque 70 % du total <strong>de</strong>scoûts d’air comprimé.2. Rentabilité à caractère durableQui est intéressé par une alimentationen air comprimé rentable <strong>de</strong> façondurable, doit tenir compte <strong>de</strong> quelquespoints importants:2.1 Entretien orienté vers lesbesoinsLes systèmes mo<strong>de</strong>rnes <strong>de</strong> comman<strong>de</strong>interne <strong>de</strong> compresseur tels que "SigmaControl" et les systèmes <strong>de</strong> gestion telsque "Sigma Air Manager" basés surle principe du PC industriel informentCoûts d'investissement organes <strong>de</strong> traitementCoûts d'investissement compresseursCoûts d'entretien organes <strong>de</strong> traitementCoûts d'entretien compresseursexactement sur les intervalles d’entretien<strong>de</strong>s composants d’une station <strong>de</strong>compresseurs. Il est ainsi <strong>de</strong>venu possible<strong>de</strong> réaliser les travaux d’entretienen fonction <strong>de</strong>s besoins et <strong>de</strong> prendreles mesures préventives nécessaires.Le résultat: <strong>de</strong>scoûts d’entretienréduits, une rentabilitéet une fiabilitéplus élevées <strong>de</strong>l’alimentation enair comprimé etpar cela une plusgran<strong>de</strong> sécuritéCoûts énergétiques organes <strong>de</strong> traitementPression <strong>de</strong> service: 7,5 barRefroidissement par airQualité d'air comprimé Huile 1(selon ISO 8573-1) Poussières 1Eau 4Coûts énergétiques compresseursopérationnelle<strong>de</strong>s systèmes <strong>de</strong>production.2.2 Choix adéquat <strong>de</strong>consommateurs d’air compriméNon seulement les constructeurs maisaussi les utilisateurs courent le risqued’économiser au mauvais endroit. Parexemple lorsqu’ils investissent dans <strong>de</strong>smachines <strong>de</strong> production moins chèresà l’achat mais travaillant avec unepression <strong>de</strong> service plus élevée. L’augmentation<strong>de</strong> pression et/ou l’extensiondu système d’air comprimé nécessairesauront vite surpassé l’excé<strong>de</strong>nt<strong>de</strong> prix d’une machine travaillant avecune pression <strong>de</strong> service plus basse, <strong>de</strong>6 bar par exemple. C’est pourquoi lors<strong>de</strong> l’acquisition <strong>de</strong> machines <strong>de</strong> productionil faut faire entrer en ligne <strong>de</strong>compte non seulement l’alimentationélectrique mais aussi l’alimentation enair comprimé.Photo 2: Appareil <strong>de</strong> mesure <strong>de</strong> la consommationd’air comprimé. Le débit est déterminé par lamesure <strong>de</strong> la pression différentielle à l’ai<strong>de</strong> d’untube gradué dans la conduite <strong>de</strong> refoulement2.3 Nouvelles exigencesimposées par la production2.3.1 Changements<strong>de</strong> la consommation d'air compriméa) Transformation <strong>de</strong> la productionLes variations <strong>de</strong> consommation d’uneéquipe <strong>de</strong> travail à une autre sontchose courante. Ce fait est très souventnégligé et il peut arriver qu’aprèsune transformation <strong>de</strong> la production lacapacité <strong>de</strong>s compresseurs ne soit utiliséeque partiellement par une équipe<strong>de</strong> travail alors que la consommationd’air par une autre équipe soit élevée aupoint d’épuiser les réserves <strong>de</strong> sécurité.L’approvisionnement en air comprimédoit donc toujours être adapté aux variations<strong>de</strong>s structures <strong>de</strong> production.b) Extension <strong>de</strong> la productionDans le cas d’une extension, les puissances<strong>de</strong>s compresseurs mais aussiles tuyauteries et le traitement <strong>de</strong> l’aircomprimé sont à réadapter aux nouvellesconditions. Si l’augmentation <strong>de</strong>la capacité <strong>de</strong> production d’une usineest solutionnée par l’extension d’uneinstallation existante, il est conseilléd’appliquer une <strong>technique</strong> <strong>de</strong> mesurepermettant <strong>de</strong> déterminer la consommationd’air comprimé <strong>de</strong> l’installationexistante (Photo 2) afin <strong>de</strong> disposerd’un maximum d’informations nécessairespour adapter l’alimentation enconséquence.Photo 4: Station avec traitement <strong>de</strong> <strong>de</strong>ux qualités d’air comprimé différentes2.3.2 Sécurité d’alimentationUn compresseur en stand-by est généralementprévu pour les stations <strong>de</strong>compresseurs. Pour les installations <strong>de</strong>traitementd’air comprimé par contre, cesréserves <strong>de</strong> sécurité sont souvent sacrifiées.Lorsque la consommation d'airaugmente, le compresseur en stand-byintervient, et il en résulte une dégradation<strong>de</strong> la qualité d’air comprimé du faitdu manque <strong>de</strong> capacité au niveau dutraitement. C’est pourquoi il est recommandé<strong>de</strong> prévoir aussi une unité <strong>de</strong>traitement (sécheur/filtre) pour chaquecompresseur en stand-by (Photo 3).2.3.3 Modification <strong>de</strong> la qualité d’aircompriméSi une qualité d’air comprimé plusélevée est requise, il faut discerner si laproduction toute entière est concernéeou une seule partie. Dans le premiercas, il ne suffit pas d’équiper la centrale<strong>de</strong> traitement d’air comprimé enconséquence. Les tuyauteries danslesquelles l’air <strong>de</strong> qualité moindre étaitconduit doivent également être nettoyéesou remplacées. Dans le secondcas, il est recommandé <strong>de</strong> mettre enplace un système <strong>de</strong> traitement séparépour assurer la qualité d’air requise(Photo 4). Un régulateur <strong>de</strong> débit sera àinstaller sur le système, ceci pour éviterl’arrivée d’une trop gran<strong>de</strong> quantité d’aircomprimé à traiter, le systèmen’étant pas configuré pour le débitmaximum <strong>de</strong>s compresseurs.2.4 Surveiller les fuitesDes fuites peuvent se produiredans tout réseau d’aircomprimé, aussi parfaitementmaintenu soit-il,et elles auront tendanceà s’aggraver. Elles peuventparfois entraîner<strong>de</strong>s pertes d'énergieconsidérables. La causeprincipale est l’usure <strong>de</strong>soutils, <strong>de</strong>s flexibles <strong>de</strong>liaison et <strong>de</strong>s pièces <strong>de</strong> constructionmécanique. Il est donc importantPhoto 3: Pour garantir la qualité d’aircomprimé, une unité <strong>de</strong> traitement està prévoir pour chaque compresseuren stand-by.<strong>de</strong> procé<strong>de</strong>r à une recherche préventive<strong>de</strong> ces défauts et d’y remédier le caséchéant. De plus, il est recommandé<strong>de</strong> mesurer par roulement toutes lesfuites à l’ai<strong>de</strong> <strong>de</strong> systèmes mo<strong>de</strong>rnes<strong>de</strong> gestion et <strong>de</strong> surveillance tels que le„Sigma Air Manager“. Si une accentuationest constatée, les points <strong>de</strong> fuitedoivent être détectés et colmatés.3. Maîtrise <strong>de</strong>s coûts - rentabilitéLes données obtenues pendant la planificationpar l’analyse - et actualiséesen permanence – présentent aussi<strong>de</strong> l’intérêt pour l’exploitation future.L’acquisition <strong>de</strong> données ne nécessitecependant plus d’analyses séparées.Des systèmes tels que "Sigma AirManager" remplissent cette tâche.Une base optimale pour les audits d’aircomprimé en ligne <strong>de</strong> même qu’unegestion effective <strong>de</strong>s coûts d’alimentationen air comprimé sont ainsi assurées(Photo 5).Plus le nombre d’utilisateurs qui ainsiapportent la transparence dans leurscoûts d’air comprimé, évaluent lespotentiels d’économie et considèrent le ren<strong>de</strong>ment énergétique comme uncritère <strong>de</strong> qualité lors <strong>de</strong> l’achat <strong>de</strong>sRéduction <strong>de</strong> laconsommationd’énergieet <strong>de</strong>s coûtsPhoto 5: Avec la gestion systématique <strong>de</strong>scoûts, l’utilisateur maintient toujours sescoûts d’air comprimé sous contrôlecomposants d’une station d’air comprimégrandira et plus l’objectif d’uneréduction <strong>de</strong> 30% et plus <strong>de</strong> la consommationd’énergie sur une gran<strong>de</strong> échellesera proche – et les bilans d’entrepriseset l’environnement ne s’en porterontque mieux.32 33