

Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH
Structure et fonctionnement - EWM Hightec Welding GmbH

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
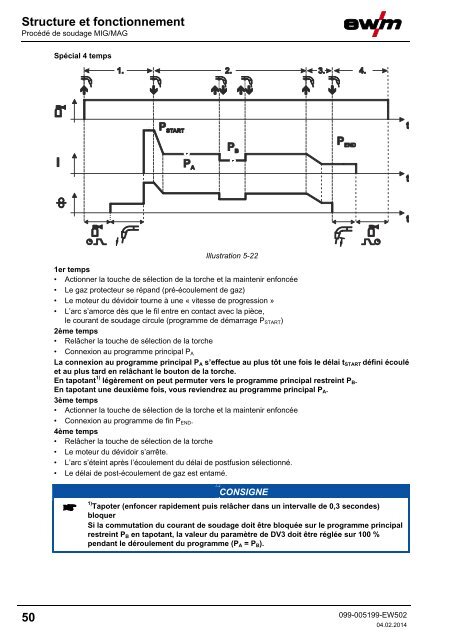
<strong>Structure</strong> <strong>et</strong> <strong>fonctionnement</strong>Procédé de soudage MIG/MAGSpécial 4 tempsIllustration 5-221er temps• Actionner la touche de sélection de la torche <strong>et</strong> la maintenir enfoncée• Le gaz protecteur se répand (pré-écoulement de gaz)• Le moteur du dévidoir tourne à une « vitesse de progression »• L’arc s’amorce dès que le fil entre en contact avec la pièce,le courant de soudage circule (programme de démarrage P START )2ème temps• Relâcher la touche de sélection de la torche• Connexion au programme principal P ALa connexion au programme principal P A s’effectue au plus tôt une fois le délai t START défini écoulé<strong>et</strong> au plus tard en relâchant le bouton de la torche.En tapotant 1) légèrement on peut permuter vers le programme principal restreint P B .En tapotant une deuxième fois, vous reviendrez au programme principal P A .3ème temps• Actionner la touche de sélection de la torche <strong>et</strong> la maintenir enfoncée• Connexion au programme de fin P END .4ème temps• Relâcher la touche de sélection de la torche• Le moteur du dévidoir s’arrête.• L’arc s’éteint après l’écoulement du délai de postfusion sélectionné.• Le délai de post-écoulement de gaz est entamé.CONSIGNE1) Tapoter (enfoncer rapidement puis relâcher dans un intervalle de 0,3 secondes)bloquerSi la commutation du courant de soudage doit être bloquée sur le programme principalrestreint P B en tapotant, la valeur du paramètre de DV3 doit être réglée sur 100 %pendant le déroulement du programme (P A = P B ).50099-005199-EW50204.02.2014













