Industria Fusoria 1/2018

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
tecnico<br />
(a) (b) (c)<br />
(d)<br />
(e)<br />
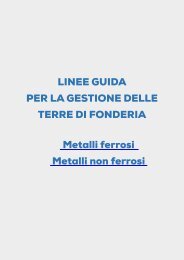
Fig. 4. Tipici difetti nei getti pressocolati<br />
in lega di Mg: (a) porosità da aria/gas<br />
intrappolata, (b) giunto freddo, (c) goccia<br />
fredda, (d) porosità da ritiro, (e) cricche a<br />
caldo.<br />
può essere riciclato senza che vi<br />
sia alcun degrado delle proprietà<br />
siche. Inoltre, l’energia necessaria<br />
per il processo di riciclaggio è<br />
minore di quella richiesta da altri<br />
metalli ed è pari al 4% di quella<br />
necessaria per la produzione<br />
della lega primaria |6|.<br />
La pressocolata delle<br />
leghe di magnesio<br />
La pressocolata è un processo di<br />
fonderia relativamente giovane<br />
che ha avuto un’evoluzione molto<br />
rapida e, in certe condizioni, è<br />
una tecnologia di trasformazione<br />
veloce ed economica in grado di<br />
garantire un’elevata nitura superciale<br />
del componente. Tale<br />
tecnologia prevede che il metallo<br />
liquido venga colato all’interno<br />
di uno stampo metallico,<br />
sotto l’azione di un’elevata pressione,<br />
dando luogo a:<br />
• un veloce riempimento della<br />
cavità dello stampo;<br />
• una compensazione del ritiro<br />
di solidicazione;<br />
• un rapido raffreddamento.<br />
Al ne di permettere un’agevole<br />
estrazione del pezzo, lo stampo è<br />
costituito da due o più parti che<br />
vengono tenute serrate tra loro<br />
per mezzo di una forza esterna<br />
che contrasta la pressione esercitata<br />
dal metallo liquido durante<br />
la fase di iniezione. Il tonnellaggio<br />
delle presse varia in relazione<br />
alla pressione e alla quantità di<br />
lega da iniettare. Inoltre, per aumentare<br />
la vita utile dello stampo<br />
e degli utensili, questi vengono<br />
solitamente termoregolati per<br />
mezzo di circuiti ad olio/acqua.<br />
Le macchine da pressocolata solitamente<br />
usate nella produzione<br />
di componenti in lega di Mg possono<br />
essere sia a camera fredda<br />
che a camera calda.<br />
Attraverso questa tecnologia<br />
oggi si possono ottenere componenti<br />
che presentano elevati<br />
standard qualitativi e ottima conformità<br />
alle speciche di progetto,<br />
alte caratteristiche meccaniche<br />
e di nitura superciale,<br />
aventi geometria anche molto<br />
complessa con tolleranze dimensionali<br />
ristrette |7|.<br />
Tuttavia i componenti pressocolati<br />
in lega di Mg non sono esenti<br />
da difetti: porosità da aria/gas intrappolata<br />
(Fig. 4a), giunti freddi<br />
(Fig. 4b) e gocce fredde (Fig. 4c)<br />
sono tipici difetti legati alle fasi<br />
di riempimento della cavità dello<br />
stampo, mentre porosità da ritiro<br />
(Fig. 4d) o cricche a caldo (Fig.<br />
4e) sono riferiti al processo di solidicazione<br />
della lega.<br />
La ricerca nel miglioramento del<br />
processo tradizionale di pressocolata,<br />
con particolare attenzione<br />
agli aspetti produttivi, qualitativi,<br />
prestazionali ed economici, ha<br />
portato allo sviluppo di tecnologie<br />
innovative |7,8| quali la pressocolata<br />
sotto vuoto, lo squeeze<br />
casting, ma soprattutto i processi<br />
allo stato semi-solido.<br />
La metallurgia dello<br />
stato semi-solido<br />
Le tecnologie di formatura allo<br />
stato semi-solido per la produzione<br />
di componenti in lega leggera<br />
sono state sviluppate relativamente<br />
di recente, anche se gli<br />
studi iniziali risalgono ai primi<br />
anni ‘70 |5|, e possono essere<br />
impiegate qualora nel materiale<br />
80<br />
<strong>Industria</strong> <strong>Fusoria</strong> 1/<strong>2018</strong>