Doorstroomvriendelijke en mensgerichte assemblage - TNO
Doorstroomvriendelijke en mensgerichte assemblage - TNO
Doorstroomvriendelijke en mensgerichte assemblage - TNO

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong><br />
m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
Het succes van e<strong>en</strong> interactieve aanpak<br />
<strong>TNO</strong> Industrie <strong>en</strong> <strong>TNO</strong> Arbeid<br />
G.H. Tuinzaad, J.W. van Rhijn, J. van Deurs<strong>en</strong>, E.A.P. Koningsveld<br />
oktober 2000
ISBN 90-6743-703-4<br />
© 2000, 2003 <strong>TNO</strong><br />
Uitgave <strong>TNO</strong> Industrie <strong>en</strong> <strong>TNO</strong> Arbeid<br />
Redactie A3 communicatie- <strong>en</strong> uitgeefproject<strong>en</strong><br />
Druk Tailormade<br />
Auteurs G.H. Tuinzaad, J.W. van Rhijn, J. van Deurs<strong>en</strong>, E.A.P. Koningsveld<br />
Met medewerking van:<br />
Th. M. van Sprang (Roberine)<br />
J. Weijs (Inalfa Roofsystems)<br />
M. Smulders (JVH Gaming Products)<br />
P. Verberne (Kverneland Geldrop)<br />
J.W. Dooge (Bakon Food Equipm<strong>en</strong>t)<br />
W. Huysman (Faber Electronics)<br />
A. van der Heijd<strong>en</strong> (Ahr<strong>en</strong>d Productiebedrijf St. Oed<strong>en</strong>rode)<br />
M. Vermeij (Koninklijke Nooteboom Trailers)<br />
M. de Jong (JM de Jong DUKE Automat<strong>en</strong>fabriek)
Het succes van e<strong>en</strong> interactieve aanpak<br />
Voorwoord<br />
Nieuwe eis<strong>en</strong> vanuit de markt <strong>en</strong> t<strong>en</strong> aanzi<strong>en</strong> van de efficiëntie <strong>en</strong> arbeidsomstandighed<strong>en</strong><br />
mak<strong>en</strong> het noodzakelijk om bij de <strong>assemblage</strong> van de nieuwste inzicht<strong>en</strong> <strong>en</strong><br />
ervaring<strong>en</strong> gebruik te mak<strong>en</strong>.<br />
<strong>TNO</strong> Industrie <strong>en</strong> <strong>TNO</strong> Arbeid hebb<strong>en</strong> hun expertise op het gebied van <strong>assemblage</strong><strong>en</strong>gineering<br />
<strong>en</strong> ergonomie gebundeld tot e<strong>en</strong> integrale aanpak, waarbij ze in sam<strong>en</strong>spraak<br />
met de medewerkers <strong>assemblage</strong>process<strong>en</strong> doorstroomvri<strong>en</strong>delijker <strong>en</strong> m<strong>en</strong>sgerichter<br />
mak<strong>en</strong>.<br />
Voor u ligt e<strong>en</strong> boekje waarin deze aanpak <strong>en</strong> het succes ervan in de praktijk word<strong>en</strong><br />
beschrev<strong>en</strong>. Neg<strong>en</strong> bedrijv<strong>en</strong> zett<strong>en</strong> hun poort<strong>en</strong> voor u op<strong>en</strong> <strong>en</strong> lat<strong>en</strong> u zi<strong>en</strong> welke<br />
resultat<strong>en</strong> <strong>en</strong> voordel<strong>en</strong> behaald zijn.<br />
Wellicht kunt u met dit boekje uw situatie spiegel<strong>en</strong> aan die van ander<strong>en</strong> <strong>en</strong> doet u<br />
ideeën op waarmee ook u beter kan inspel<strong>en</strong> op de verandering<strong>en</strong> in uw omgeving.<br />
Het is <strong>TNO</strong> e<strong>en</strong> eer u daarbij te mog<strong>en</strong> adviser<strong>en</strong> <strong>en</strong> help<strong>en</strong>.<br />
Jan A. Dekker<br />
voorzitter Raad van Bestuur <strong>TNO</strong><br />
Delft, oktober 2000<br />
3
Het succes van e<strong>en</strong> interactieve aanpak<br />
Inhoudsopgave<br />
1 Waarom e<strong>en</strong> slimmere inrichting van het <strong>assemblage</strong>proces 6<br />
2 De integrale aanpak 8<br />
3 Aandachtspunt<strong>en</strong> doorstroming <strong>en</strong> ergonomie 10<br />
4 Ervaring<strong>en</strong> in de praktijk, conclusies 13<br />
5<br />
Praktijkvoorbeeld<strong>en</strong><br />
Roberine: professionele grasmaaimachines 14<br />
Inalfa Roofsystems: schuifdak<strong>en</strong> 16<br />
JVH Gaming Products: kansspelautomat<strong>en</strong> 18<br />
Kverneland Geldrop: bal<strong>en</strong>pers 20<br />
Bakon Food Equipm<strong>en</strong>t: geleispuitmachines 22<br />
Faber Electronics: noodverlichtingssystem<strong>en</strong> 24<br />
Ahr<strong>en</strong>d Productiebedrijf St. Oed<strong>en</strong>rode: jaloeziekast<strong>en</strong> 26<br />
Koninklijke Nooteboom Trailers: semi-diepladers 28<br />
JM de Jong DUKE Automat<strong>en</strong>fabriek: koffieautomat<strong>en</strong> 30<br />
Literatuur 32
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
1 Waarom e<strong>en</strong> slimmere inrichting van het<br />
<strong>assemblage</strong>proces<br />
6<br />
Assemblage-geöri<strong>en</strong>teerde bedrijv<strong>en</strong> ervar<strong>en</strong> vanuit de markt e<strong>en</strong> steeds grotere<br />
vraag naar variëteit in eindproduct<strong>en</strong>, die met e<strong>en</strong> steeds kortere doorlooptijd geleverd<br />
moet<strong>en</strong> word<strong>en</strong>. Ook staat er steeds meer druk op de kostprijs bij gelijke of zelfs<br />
betere kwaliteit. Daarnaast word<strong>en</strong> de bedrijv<strong>en</strong> door regelgeving van de overheid,<br />
krappe arbeidsmarkt <strong>en</strong> de waarde van goed personeel steeds meer verantwoordelijk<br />
voor goede arbeidsomstandighed<strong>en</strong> op de werkplek. De sam<strong>en</strong>hang van e<strong>en</strong> optimale<br />
bedrijfsvoering van <strong>assemblage</strong>process<strong>en</strong> <strong>en</strong> de optimale inzet van medewerkers<br />
wordt steeds belangrijker. Veel bedrijv<strong>en</strong> pakk<strong>en</strong> deze zak<strong>en</strong> echter nog altijd afzonderlijk<br />
aan.<br />
Uit onderzoek onder ruim honderd leidinggev<strong>en</strong>d<strong>en</strong> in de Nederlandse maakindustrie<br />
blijkt, dat het bevorder<strong>en</strong> van e<strong>en</strong> stimuler<strong>en</strong>de werkomgeving één van de belangrijkste<br />
aandachtspunt<strong>en</strong> voor de kom<strong>en</strong>de jar<strong>en</strong> is. Het functioner<strong>en</strong> van de m<strong>en</strong>s wordt<br />
e<strong>en</strong> steeds belangrijker factor bij de innovatie van productieprocess<strong>en</strong>. Dit wordt<br />
bevestigd in internationale R&D programma's. In het 5 e Framework Program van de<br />
Europese Commissie wordt onder andere het belang b<strong>en</strong>adrukt van 'improving<br />
human pot<strong>en</strong>tial in manufacturing innovation'.<br />
De behoefte aan verbetering van de inrichting van <strong>assemblage</strong>process<strong>en</strong> <strong>en</strong> werkplekk<strong>en</strong><br />
wordt de laatste jar<strong>en</strong> duidelijk door <strong>TNO</strong> gesignaleerd in project<strong>en</strong> bij bedrijv<strong>en</strong>.<br />
In april 1999 was er vanuit het bedrijfslev<strong>en</strong> grote belangstelling voor dit thema op de<br />
workshop ‘Productie Slimmer Inricht<strong>en</strong>’ tijd<strong>en</strong>s de <strong>TNO</strong>-k<strong>en</strong>nismarkt in Utrecht. Uit<br />
deze workshop kwam naar vor<strong>en</strong> dat het innover<strong>en</strong> van productie <strong>en</strong> <strong>assemblage</strong> in<br />
de toekomst moet word<strong>en</strong> bezi<strong>en</strong> in sam<strong>en</strong>hang met de werkomstandighed<strong>en</strong>. Door<br />
middel van e<strong>en</strong> integrale aanpak moet word<strong>en</strong> gestreefd naar zowel efficiëncyverhoging<br />
<strong>en</strong> doorlooptijdverkorting als naar e<strong>en</strong> verbetering van de personele inzet door<br />
de fysieke belasting <strong>en</strong> uitvalrisico’s te reducer<strong>en</strong>. <strong>TNO</strong> Industrie <strong>en</strong> <strong>TNO</strong> Arbeid hebb<strong>en</strong><br />
hierop ingespeeld door hun expertises te bundel<strong>en</strong>.<br />
Deze integrale aanpak is inmiddels toegepast bij vele kleine <strong>en</strong> middelgrote bedrijv<strong>en</strong><br />
die eindproduct<strong>en</strong> of sam<strong>en</strong>stelling<strong>en</strong> vervaardig<strong>en</strong> in vele variant<strong>en</strong> <strong>en</strong> in aantall<strong>en</strong><br />
van <strong>en</strong>kele honderd<strong>en</strong> tot ti<strong>en</strong>duiz<strong>en</strong>d<strong>en</strong> per jaar. Het <strong>assemblage</strong>proces in deze<br />
bedrijv<strong>en</strong> is in verband met de aantall<strong>en</strong> overweg<strong>en</strong>d handmatig, waardoor m<strong>en</strong>s<strong>en</strong><br />
<strong>en</strong> werkplekk<strong>en</strong> e<strong>en</strong> ess<strong>en</strong>tiële schakel vorm<strong>en</strong> bij het realiser<strong>en</strong> van het eindproduct.<br />
In sommige gevall<strong>en</strong> ging het om e<strong>en</strong> verbetering van de bestaande situatie, in andere<br />
gevall<strong>en</strong> om het definiër<strong>en</strong> van e<strong>en</strong> nieuwe opzet voor e<strong>en</strong> bestaand <strong>en</strong>/of e<strong>en</strong> nieuw<br />
product(assortim<strong>en</strong>t).
Het succes van e<strong>en</strong> interactieve aanpak<br />
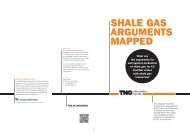
product<br />
ontwikkeling<br />
(concept) product<br />
ontwerp <strong>en</strong><br />
specificatie<br />
evaluatie van<br />
– productopbouw<br />
– <strong>assemblage</strong>vri<strong>en</strong>delijkheid<br />
Assemblage<br />
Engineering<br />
Ergonomie<br />
Hoe te assembler<strong>en</strong>:<br />
processtructuur, lay-out,<br />
werkplekinrichting, inzet<br />
m<strong>en</strong>s<strong>en</strong><br />
evaluatie proces:<br />
knelpunt<strong>en</strong> in:<br />
– doorstroming<br />
– ergonomie<br />
– verstoring<strong>en</strong><br />
<strong>assemblage</strong><br />
proces<br />
Positionering van het werkgebied <strong>assemblage</strong>-<strong>en</strong>gineering van <strong>TNO</strong> Industrie <strong>en</strong> het werkgebied ergonomie<br />
van <strong>TNO</strong> Arbeid in het traject van productontwikkeling <strong>en</strong> de realisatie van het <strong>assemblage</strong>proces.<br />
De praktijk heeft aangetoond dat de aanpak kan resulter<strong>en</strong> in e<strong>en</strong> verhoging van de<br />
productiviteit met 15 tot 20% <strong>en</strong> e<strong>en</strong> reductie van de fysieke belasting tot e<strong>en</strong> aanvaardbaar<br />
niveau.<br />
Ess<strong>en</strong>tieel bij de aanpak blijkt de actieve betrokk<strong>en</strong>heid van het personeel. Hierdoor<br />
word<strong>en</strong> vaak onverwachte <strong>en</strong> onbek<strong>en</strong>de kwaliteit<strong>en</strong> van medewerkers aangeboord.<br />
Bov<strong>en</strong>di<strong>en</strong> wordt zo e<strong>en</strong> breed draagvlak verkreg<strong>en</strong> voor het doorvoer<strong>en</strong> van verbetering<strong>en</strong><br />
<strong>en</strong> wordt nogal e<strong>en</strong>s de basis gelegd voor e<strong>en</strong> duurzame verbetercultuur.<br />
7
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
2 De integrale aanpak<br />
8<br />
Bij het onderzoek<strong>en</strong> van het <strong>assemblage</strong>proces <strong>en</strong> de werkplekk<strong>en</strong> <strong>en</strong> het formuler<strong>en</strong><br />
van (verbeteropties voor) het inrichtingsplan wordt altijd e<strong>en</strong> werkgroep ingezet.<br />
Deze werkgroep bestaat uit medewerkers van de <strong>assemblage</strong>, productievoorbereiding,<br />
<strong>en</strong>gineering <strong>en</strong> managem<strong>en</strong>t onder begeleiding van e<strong>en</strong> <strong>assemblage</strong>-<strong>en</strong>gineer<br />
<strong>en</strong> e<strong>en</strong> ergonoom van <strong>TNO</strong>. (Commitm<strong>en</strong>t vanuit het managem<strong>en</strong>t/de directie is voor<br />
e<strong>en</strong> dergelijk verbetertraject ess<strong>en</strong>tieel.) In e<strong>en</strong> serie werksessies br<strong>en</strong>g<strong>en</strong> alle betrokk<strong>en</strong><strong>en</strong><br />
hun k<strong>en</strong>nis <strong>en</strong> ervaring in <strong>en</strong> ontstaat e<strong>en</strong> zo optimaal mogelijk plan voor de<br />
afgebak<strong>en</strong>de productgroep <strong>en</strong>/of het proces. Door deze actieve betrokk<strong>en</strong>heid van het<br />
personeel wordt in het bedrijf draagvlak verkreg<strong>en</strong> voor het doorvoer<strong>en</strong> van de verbetering<strong>en</strong><br />
<strong>en</strong> wordt alle k<strong>en</strong>nis die binn<strong>en</strong> het bedrijf aanwezig is ook daadwerkelijk<br />
ingezet. Bov<strong>en</strong>di<strong>en</strong> wordt de communicatie tuss<strong>en</strong> de verschill<strong>en</strong>de disciplines <strong>en</strong><br />
afdeling<strong>en</strong> zo structureel verbeterd.<br />
De aanpak omvat de volg<strong>en</strong>de activiteit<strong>en</strong>:<br />
– Werkgroep former<strong>en</strong> <strong>en</strong> doelstelling<strong>en</strong> vaststell<strong>en</strong>.<br />
– Processtructuur analyser<strong>en</strong> volg<strong>en</strong>s de <strong>TNO</strong>-werkmethode MAS (montageafloopschema)<br />
<strong>en</strong> de huidige lay-out <strong>en</strong> material<strong>en</strong>stroom analyser<strong>en</strong>.<br />
– Knelpunt<strong>en</strong> in de doorstroming <strong>en</strong> de ergonomie met behulp van checklist<strong>en</strong> <strong>en</strong><br />
observaties vaststell<strong>en</strong> <strong>en</strong> terugkoppel<strong>en</strong> naar alle <strong>assemblage</strong>medewerkers.<br />
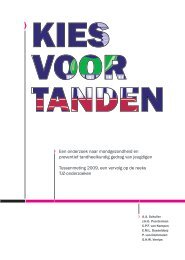
sam<strong>en</strong>st.<br />
deelframe<br />
sam<strong>en</strong>st.<br />
deelframe<br />
afmontage<br />
frame<br />
sam<strong>en</strong>st.<br />
mech. unit<br />
voormon.<br />
mech sam<strong>en</strong>st.<br />
voormon. mech. unit<br />
mech<br />
unit in<br />
frame<br />
test<strong>en</strong><br />
mech. unit<br />
sam<strong>en</strong>st.<br />
elektro<br />
afmontage<br />
mechanisch<br />
test<strong>en</strong><br />
elektro<br />
elektrisch<br />
installatie<br />
functioneel<br />
test<strong>en</strong><br />
verpakk<strong>en</strong><br />
Het MAS is e<strong>en</strong> grafische visualisatie van de structuur van het proces van voormontage, tuss<strong>en</strong>tijds test<strong>en</strong>,<br />
inbouw<strong>en</strong> modules in het eindproduct, test<strong>en</strong> <strong>en</strong> verz<strong>en</strong>dgereed mak<strong>en</strong>.
Het succes van e<strong>en</strong> interactieve aanpak<br />
– De verbeterde opzet definiër<strong>en</strong> volg<strong>en</strong>s de volg<strong>en</strong>de stapp<strong>en</strong>:<br />
- Alternatieve <strong>assemblage</strong>concept<strong>en</strong> afweg<strong>en</strong>, bijvoorbeeld: op standplaats, in<br />
e<strong>en</strong> <strong>assemblage</strong>flow, op vaste zones of met het product mee.<br />
- Alternatieve concept<strong>en</strong> voor tuss<strong>en</strong>tijds transport bij flow <strong>assemblage</strong> afweg<strong>en</strong>.<br />
- Werkplekk<strong>en</strong> in de lay-out rangschikk<strong>en</strong> <strong>en</strong> de transportwijze van het product<br />
door het proces bepal<strong>en</strong>.<br />
- Inricht<strong>en</strong> van de werkplekk<strong>en</strong> voor wat betreft onderdel<strong>en</strong>locaties, hulpmiddel<strong>en</strong><br />
<strong>en</strong> werkhoogte. Ev<strong>en</strong>tueel simulatie van de werkplek met behulp van de<br />
<strong>TNO</strong> Ergomix-tool.<br />
– Begeleiding bij ev<strong>en</strong>tuele test<strong>en</strong> <strong>en</strong> bij de invoering van verbetering<strong>en</strong>.<br />
– Evaluatie van de effect<strong>en</strong>.<br />
9
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
3 Aandachtspunt<strong>en</strong> doorstroming <strong>en</strong> ergonomie<br />
10<br />
E<strong>en</strong> vlotte doorstroming van orders door het proces wordt onder meer bepaald door:<br />
– Rangschikking van de werkplekk<strong>en</strong> overe<strong>en</strong>komstig de bouwvolgorde.<br />
– Verdeling van de werkinhoud (balancering) over de ope<strong>en</strong>volg<strong>en</strong>de werkplekk<strong>en</strong>.<br />
– E<strong>en</strong> korte transportafstand tuss<strong>en</strong> werkplekk<strong>en</strong>.<br />
– Tuss<strong>en</strong>tijds test<strong>en</strong> (dit versoepelt de eindtest<strong>en</strong>).<br />
– Ord<strong>en</strong>ing van onderdel<strong>en</strong>locaties per werkplek/zone.<br />
– Scheiding van werkruimte, onderdel<strong>en</strong>locaties <strong>en</strong> transportpad<strong>en</strong>.<br />
– Afstemming van de hoeveelheid onderdel<strong>en</strong> op het verbruik.<br />
– Op de taakuitvoering toegesned<strong>en</strong> handling- <strong>en</strong> montagevoorzi<strong>en</strong>ing<strong>en</strong>.<br />
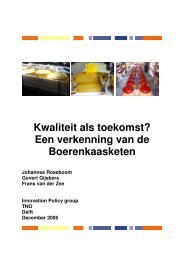
zone 1<br />
eind<strong>assemblage</strong><br />
sub<strong>assemblage</strong><br />
(+test)<br />
zone 2<br />
eind<strong>assemblage</strong><br />
sub<br />
sub<br />
zone 3<br />
test<strong>en</strong><br />
zone 4<br />
verz<strong>en</strong>dgereedmak<strong>en</strong><br />
De processtructuur voor flow <strong>assemblage</strong> over e<strong>en</strong> lijn bestaat uit e<strong>en</strong> aantal zones eind<strong>assemblage</strong> <strong>en</strong> e<strong>en</strong><br />
aantal toelever<strong>en</strong>de voormontagewerkplekk<strong>en</strong> aan de desbetreff<strong>en</strong>de zone in de lijn.<br />
Naast e<strong>en</strong> vlotte doorstroming van de orders zijn goede werkomstandighed<strong>en</strong> van<br />
groot belang. De fysieke belasting wordt vooral (te) hoog door:<br />
– Het till<strong>en</strong> van zware onderdel<strong>en</strong> <strong>en</strong> gereedschapp<strong>en</strong>.<br />
– Lang op één plek staan.<br />
– Veel bukk<strong>en</strong> bij het pakk<strong>en</strong> van onderdel<strong>en</strong>.<br />
– Ongunstige werkhouding bij montagewerk: voorovergebog<strong>en</strong> werk<strong>en</strong>, bov<strong>en</strong> het<br />
hoofd werk<strong>en</strong>, in e<strong>en</strong> gedraaide houding werk<strong>en</strong>.<br />
– Repeter<strong>en</strong>d werk: vaak reik<strong>en</strong>, e<strong>en</strong>zijdige montagehandeling<strong>en</strong>, trill<strong>en</strong>d gereedschap.<br />
– Onvoldo<strong>en</strong>de/onduidelijke informatie die tot fout<strong>en</strong> <strong>en</strong> inefficiëntie leidt.<br />
– Werkomgeving: onprettig klimaat, te veel geluid <strong>en</strong> slechte verlichting.<br />
– Werkorganisatie: hoge werkdruk, monotoon werk.
Het succes van e<strong>en</strong> interactieve aanpak<br />
D<br />
V<br />
H<br />
9 3<br />
F<br />
H = Horizontale afstand (cm)<br />
V = Verticale afstand (cm)<br />
D = Verplaatsing (cm)<br />
F = Frequ<strong>en</strong>tie (aantal/min)<br />
A = Asymmetrie (grad<strong>en</strong>)<br />
C = Contact met de last<br />
Het maximaal acceptabele tilgewicht is per situatie verschill<strong>en</strong>d <strong>en</strong> is afhankelijk van e<strong>en</strong> groot aantal<br />
factor<strong>en</strong>.<br />
Het frequ<strong>en</strong>te bukk<strong>en</strong> bij het pakk<strong>en</strong> van zware én lichte onderdel<strong>en</strong> verhoogt de rugbelasting.<br />
Deze afbeelding is afkomstig van video-opnam<strong>en</strong>.<br />
6<br />
A<br />
C<br />
11
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
12<br />
Voor alle punt<strong>en</strong> g<strong>en</strong>oemd op pagina 10 hanteert <strong>TNO</strong> concrete gezondheidskundige<br />
gr<strong>en</strong>swaard<strong>en</strong>. Overschrijding van deze waard<strong>en</strong> in het werk ('rode werksituaties') leid<strong>en</strong><br />
tot e<strong>en</strong> verhoogde kans op rug-, schouder-, arm- <strong>en</strong> polsklacht<strong>en</strong>. Door het proces<br />
<strong>en</strong> de werkplekk<strong>en</strong> beter in te richt<strong>en</strong> wordt de fysieke belasting teruggebracht tot<br />
e<strong>en</strong> aanvaardbaar niveau.<br />
In e<strong>en</strong> gedraaide houding werk<strong>en</strong> verhoogt onnodig <strong>en</strong> vaak ongemerkt de fysieke belasting.
Het succes van e<strong>en</strong> interactieve aanpak<br />
4 Ervaring<strong>en</strong> in de praktijk, conclusies<br />
In de afgelop<strong>en</strong> jar<strong>en</strong> hebb<strong>en</strong> <strong>TNO</strong> Industrie <strong>en</strong> <strong>TNO</strong> Arbeid de integrale aanpak bij<br />
verschill<strong>en</strong>de bedrijv<strong>en</strong> toegepast. De resultat<strong>en</strong> kunn<strong>en</strong> als volgt word<strong>en</strong> sam<strong>en</strong>gevat:<br />
– Afhankelijk van de uitgangssituatie is de productiviteit met 15 tot 20% te verhog<strong>en</strong>.<br />
– De fysieke belasting is tot e<strong>en</strong> veilig niveau terug te br<strong>en</strong>g<strong>en</strong> waardoor er minder<br />
risico op uitval bestaat. Met ‘e<strong>en</strong>voudige’ oplossing<strong>en</strong> kunn<strong>en</strong> al aanzi<strong>en</strong>lijke verbetering<strong>en</strong><br />
word<strong>en</strong> bereikt.<br />
– De werkmethode MAS blijkt e<strong>en</strong> uitstek<strong>en</strong>d instrum<strong>en</strong>t voor de analyse van de<br />
processtructuur <strong>en</strong> de verschill<strong>en</strong> bij productvariant<strong>en</strong>. MAS vormt e<strong>en</strong> belangrijke<br />
basis bij de beoordeling van de haalbaarheid van alternatieve <strong>assemblage</strong>concept<strong>en</strong><br />
<strong>en</strong> voor de ord<strong>en</strong>ing <strong>en</strong> inrichting van lay-out <strong>en</strong> werkplekk<strong>en</strong>.<br />
– In bedrijv<strong>en</strong> die op <strong>assemblage</strong> georiënteerd zijn, blijkt er over het algeme<strong>en</strong> te<br />
weinig besef te bestaan over de risico’s van fysieke belasting. De integrale aanpak<br />
met betrekking tot de effect<strong>en</strong> in doorstroming <strong>en</strong> ergonomie heeft intuss<strong>en</strong> haar<br />
waarde in de praktijk bewez<strong>en</strong>. Het demonstrer<strong>en</strong> van fysieke gr<strong>en</strong>swaard<strong>en</strong> <strong>en</strong><br />
concrete knelpunt<strong>en</strong> in de eig<strong>en</strong> werksituatie maakt medewerkers hiervan bewust.<br />
– Voordat verbetering<strong>en</strong> op lokale werkplekk<strong>en</strong> word<strong>en</strong> doorgevoerd, moet eerst de<br />
gehele processtructuur geoptimaliseerd word<strong>en</strong>.<br />
– Door het me<strong>en</strong>em<strong>en</strong> van de ergonomie in e<strong>en</strong> vroeg stadium word<strong>en</strong> dure aanpassing<strong>en</strong><br />
achteraf voorkom<strong>en</strong>.<br />
– De actieve betrokk<strong>en</strong>heid van het personeel is ess<strong>en</strong>tieel. Dat verhoogt niet alle<strong>en</strong><br />
de kwaliteit <strong>en</strong> toepasbaarheid van het inrichtingsplan, maar creëert ook het<br />
broodnodige draagvlak voor het doorvoer<strong>en</strong> van de verbetering<strong>en</strong>. Het commitm<strong>en</strong>t<br />
vanuit het managem<strong>en</strong>t/de directie is ev<strong>en</strong>e<strong>en</strong>s e<strong>en</strong> voorwaarde.<br />
– E<strong>en</strong> slimme inrichting van het <strong>assemblage</strong>proces begint al in het productontwerp.<br />
De time-to-market kan nog verder word<strong>en</strong> verkort door het parallel ontwikkel<strong>en</strong><br />
van product <strong>en</strong> proces. Tijdrov<strong>en</strong>de <strong>en</strong> kostbare aanpassing<strong>en</strong> in product <strong>en</strong> of productieproces<br />
word<strong>en</strong> zo voorkom<strong>en</strong>.<br />
13
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
14<br />
Roberine: professionele grasmaaimachines<br />
Roberine in Enschede is gespecialiseerd<br />
in de ontwikkeling, productie <strong>en</strong> verkoop<br />
van professionele grasmaaimachines<br />
voor West-Europa, Noord-Amerika,<br />
Australië <strong>en</strong> Japan. Het productiepakket<br />
varieert van compacte driewielige grasmaaiers<br />
met e<strong>en</strong> <strong>en</strong>kele maaibak tot<br />
grote vierwiel aangedrev<strong>en</strong> grasmaaiers<br />
met e<strong>en</strong> cabine <strong>en</strong> vier maaikooi<strong>en</strong>. Het<br />
bedrijf telt 150 medewerkers <strong>en</strong> maakt<br />
ongeveer 1000 grasmaaimachines per<br />
jaar, verdeeld over zev<strong>en</strong> hoofdtypes.<br />
De kernactiviteit<strong>en</strong> in de productie zijn lasconstructie, slijp<strong>en</strong>, lakspuit<strong>en</strong> <strong>en</strong> <strong>assemblage</strong>.<br />
Veel onderdel<strong>en</strong>fabricage wordt uitbesteed. Voor de eindmontage beschikt het<br />
bedrijf over twee <strong>assemblage</strong>lijn<strong>en</strong>, elk met speciale werkplekk<strong>en</strong> waar subassemblies<br />
zoals de motor, p<strong>en</strong>delass<strong>en</strong>, hefarm<strong>en</strong> <strong>en</strong> tanks voorgemonteerd word<strong>en</strong>.<br />
Roberine wilde het <strong>assemblage</strong>proces verbeter<strong>en</strong>, niet alle<strong>en</strong> de efficiëntie <strong>en</strong> orderdoorstroming,<br />
maar ook de fysieke belasting <strong>en</strong> de inrichting van de werkplekk<strong>en</strong>. De<br />
noodzaak tot verbetering werd nog b<strong>en</strong>adrukt door de sterke groei van 20% tot 30%<br />
per jaar <strong>en</strong> het feit dat er in het verled<strong>en</strong> weinig aandacht was voor de ergonomische<br />
aspect<strong>en</strong> op de werkplek. Gezi<strong>en</strong> de grote verschill<strong>en</strong> tuss<strong>en</strong> de zev<strong>en</strong> hoofdtypes qua<br />
werkinhoud, aantal per jaar <strong>en</strong> het aantal opties, is voor alle hoofdvariant<strong>en</strong> het<br />
bouwproces in kaart gebracht met het MAS. Daarin is ook de invloed van de verschill<strong>en</strong>de<br />
opties weergegev<strong>en</strong>.<br />
Aan de hand van de gegev<strong>en</strong>s uit het MAS, video-opnam<strong>en</strong> van het <strong>assemblage</strong>proces,<br />
de eis<strong>en</strong> t<strong>en</strong> aanzi<strong>en</strong> het productievolume <strong>en</strong> de w<strong>en</strong>s<strong>en</strong> t<strong>en</strong> aanzi<strong>en</strong> van de inzet van<br />
m<strong>en</strong>s<strong>en</strong> <strong>en</strong> flexibiliteit is e<strong>en</strong> verbeterde opzet van de <strong>assemblage</strong>lijn<strong>en</strong> gemaakt.<br />
Daarbij is de verdeling van het werk over de verschill<strong>en</strong>de stations vastgelegd in verband<br />
met de balancering <strong>en</strong> het aanlever<strong>en</strong> van onderdel<strong>en</strong> op vaste locaties. Doordat<br />
de medewerkers verschill<strong>en</strong>de tak<strong>en</strong> kunn<strong>en</strong><br />
uitvoer<strong>en</strong>, zijn ze op verschill<strong>en</strong>de<br />
stations inzetbaar. Deze flexibele inzet<br />
van medewerkers draagt bij tot e<strong>en</strong> betere<br />
balancering van de lijn. Vervolg<strong>en</strong>s is<br />
ingezoomd op de inrichting van de verschill<strong>en</strong>de<br />
werkplekk<strong>en</strong> <strong>en</strong> de ontwikkeling<br />
van hulpmiddel<strong>en</strong>.<br />
Ontwerp voor de kantelmal
Het succes van e<strong>en</strong> interactieve aanpak<br />
Voormontage<br />
motor<br />
Machine<br />
Type A<br />
Voormontage<br />
hefarm<strong>en</strong>,<br />
differ<strong>en</strong>tieel<br />
p<strong>en</strong>delas e.a.<br />
Machine<br />
Type B<br />
Voormontage<br />
hydraulische<br />
compon<strong>en</strong>t<strong>en</strong><br />
Machine<br />
Type B<br />
Ook de inrichting van de montageplekk<strong>en</strong> is ergonomisch verbeterd: onderdeellocaties<br />
zijn beter bereikbaar <strong>en</strong> op werkhoogte gebracht, tilvoorzi<strong>en</strong>ing<strong>en</strong> <strong>en</strong> slimme<br />
transporthulpmiddel<strong>en</strong> zijn ontwikkeld <strong>en</strong> er is e<strong>en</strong> aanzet gegev<strong>en</strong> tot het ontwikkel<strong>en</strong><br />
van e<strong>en</strong> kantelmal voor de verbetering van de werkhouding. Naar verwachting<br />
kan e<strong>en</strong> kantelmal zowel de ergonomie als de productiviteit aanzi<strong>en</strong>lijk verbeter<strong>en</strong>.<br />
E<strong>en</strong> ruwe analyse van de opbr<strong>en</strong>gst<strong>en</strong> (reductie verzuim, verhoging productiviteit) <strong>en</strong><br />
kost<strong>en</strong> (ontwikkelings- <strong>en</strong> productiekost<strong>en</strong>) laat zi<strong>en</strong>, dat e<strong>en</strong> e<strong>en</strong>voudige kantelmal<br />
zich binn<strong>en</strong> e<strong>en</strong> jaar terugverdi<strong>en</strong>t.<br />
Resultat<strong>en</strong><br />
Door de verbeterde opzet van de <strong>assemblage</strong>lijn<strong>en</strong><br />
<strong>en</strong> voormontageplekk<strong>en</strong> <strong>en</strong> de<br />
introductie van nieuwe hulpmiddel<strong>en</strong> verwacht<br />
Roberine e<strong>en</strong> efficiëntieverbetering<br />
van 15% <strong>en</strong> e<strong>en</strong> verkorting van de doorlooptijd<br />
met 25%. Omdat de medewerkers<br />
direct betrokk<strong>en</strong> war<strong>en</strong> bij de uitvoering van<br />
het project zijn veel verbetering<strong>en</strong> direct<br />
doorgevoerd. De video-opnam<strong>en</strong> zijn e<strong>en</strong><br />
goed hulpmiddel om het bewustzijn van<br />
ergonomie te verhog<strong>en</strong>.<br />
Voormontage<br />
motorkap,<br />
frontwand<br />
Machine<br />
Type B<br />
Machine<br />
Type D<br />
opbouw<strong>en</strong> hydrauliek electrisch afbouw<strong>en</strong> test<strong>en</strong><br />
Kleine<br />
onderdel<strong>en</strong><br />
De nieuwe processtructuur.<br />
Hydraulische<br />
compon<strong>en</strong>t<strong>en</strong><br />
15
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
16<br />
Inalfa Roofsystems: schuifdak<strong>en</strong><br />
Inalfa Roofsystems in V<strong>en</strong>raij ontwikkelt, assembleert <strong>en</strong> verkoopt OEM-schuifdaksystem<strong>en</strong><br />
voor auto’s <strong>en</strong> vrachtwag<strong>en</strong>s (o.a. Volvo, G<strong>en</strong>eral Motors, Daimler Chrysler<br />
<strong>en</strong> R<strong>en</strong>ault). OEM (Original Equipm<strong>en</strong>t Market) wil zegg<strong>en</strong> dat zo'n systeem als optie<br />
tijd<strong>en</strong>s de <strong>assemblage</strong> van het voertuig wordt ingebouwd. In de wereld is Inalfa<br />
Roofsystems (900 medewerkers wereldwijd) de 2e leverancier van schuifdak<strong>en</strong>.<br />
Aanleiding voor het project<br />
vormde de opzet van<br />
e<strong>en</strong> asseblagecel voor e<strong>en</strong><br />
nieuw schuifdak voor<br />
Opel. Qua <strong>assemblage</strong>concept<br />
bouwde Inalfa<br />
voort op het bestaande<br />
shopconcept voor Volvo.<br />
Hierbij ligt het product op<br />
e<strong>en</strong> verrijdbare drager,<br />
waarmee de medewerkers langs de toegeleverde onderdel<strong>en</strong> <strong>en</strong> voormontages lop<strong>en</strong>.<br />
Tijd<strong>en</strong>s het lop<strong>en</strong> wordt het product geassembleerd. De totale werkinhoud bedraagt<br />
circa neg<strong>en</strong> minut<strong>en</strong>. Enkele bewerking<strong>en</strong> die e<strong>en</strong> zeer hoge nauwkeurigheid vereis<strong>en</strong><br />
(klink<strong>en</strong> <strong>en</strong> test<strong>en</strong>) zijn geautomatiseerd.<br />
T<strong>en</strong> opzichte van e<strong>en</strong> traditionele lijn biedt dit concept de volg<strong>en</strong>de voordel<strong>en</strong>: verhoging<br />
van de productiviteit met 20%, verhoging van de arbeidssatisfactie <strong>en</strong> e<strong>en</strong> verhoging<br />
van de volumeflexibiliteit door meer of minder inzet van personeel.<br />
Aan de hand van e<strong>en</strong> proefmontage<br />
zijn in de praktijk per station<br />
het bouwproces <strong>en</strong> de knelpunt<strong>en</strong><br />
op video vastgelegd. De<br />
b<strong>en</strong>odigde kracht<strong>en</strong> voor het<br />
monter<strong>en</strong> van het mechaniek <strong>en</strong><br />
het voormonter<strong>en</strong> van het glas<br />
zijn gemet<strong>en</strong>.<br />
De proefmontage.<br />
Deze afbeelding is afkomstig van e<strong>en</strong> video-opname.
Het succes van e<strong>en</strong> interactieve aanpak<br />
Resultat<strong>en</strong><br />
De knelpunt<strong>en</strong> zijn beoordeeld aan de hand van de ergonomische gr<strong>en</strong>swaard<strong>en</strong> voor<br />
till<strong>en</strong>, werkhouding <strong>en</strong> krachtuitoef<strong>en</strong>ing. Enkele knelpunt<strong>en</strong> die als "rood" werd<strong>en</strong><br />
beoordeeld, zijn als eerste aangepakt. Door verbetering<strong>en</strong> in de hulpmiddel<strong>en</strong> <strong>en</strong> het<br />
productontwerp zijn bijvoorbeeld de montagekracht<strong>en</strong> voor mechaniek<strong>en</strong> <strong>en</strong> het<br />
glaspaneel verminderd.<br />
Vervolg<strong>en</strong>s zijn bepaald de logische rangschikking van onderdel<strong>en</strong> <strong>en</strong> gereedschapp<strong>en</strong><br />
volg<strong>en</strong>s het bouwproces, de plaats <strong>en</strong> afmeting<strong>en</strong> van de stelling<strong>en</strong>, karr<strong>en</strong> <strong>en</strong><br />
rekk<strong>en</strong> voor de onderdel<strong>en</strong>aanvoer. Daarnaast zijn de verschill<strong>en</strong>de werkstations<br />
ingericht qua positie van de gereedschapp<strong>en</strong> <strong>en</strong> hulpmiddel<strong>en</strong> <strong>en</strong> de loop- <strong>en</strong> werkruimte.<br />
Hierbij zijn met de Ergomix werkplekk<strong>en</strong> gesimuleerd: de medewerker wordt<br />
<strong>en</strong> ziet zichzelf in de werkplektek<strong>en</strong>ing geprojecteerd <strong>en</strong> kan alle <strong>assemblage</strong>handeling<strong>en</strong><br />
uitvoer<strong>en</strong>. In onderling overleg kan mete<strong>en</strong> de werkplek word<strong>en</strong> geoptimaliseerd<br />
naar werkhoogte, bereikbaarheid onderdel<strong>en</strong>, gereedschapp<strong>en</strong>, et cetera. Dit<br />
heeft erin geresulteerd dat de aanvoerhoogte <strong>en</strong> reikdiepte van onderdel<strong>en</strong> als de<br />
coverplate, mechaniek<strong>en</strong>, sunshade <strong>en</strong> het glaspaneel zijn verbeterd.<br />
Met behulp van de Ergomix is de aanvoerhoogte van glaspanel<strong>en</strong> gesimuleerd <strong>en</strong> verbeterd.<br />
Deze afbeelding<strong>en</strong> zijn afkomstig van video-opnam<strong>en</strong> die tijd<strong>en</strong>s de Ergomix zijn gemaakt.<br />
Jos Weijs, Productiemanager Inalfa Roof Systems, is positief over de integrale aanpak:<br />
'Wat ons zeer aansprak in het project was de grote mate van flexibiliteit waarmee de<br />
waarneming<strong>en</strong> kond<strong>en</strong> plaatsvind<strong>en</strong>. Ook de betrokk<strong>en</strong>heid van de toekomstige<br />
<strong>assemblage</strong>medewerkers kwam goed tot zijn recht. We kijk<strong>en</strong> nu op e<strong>en</strong> andere<br />
manier naar ergonomie <strong>en</strong> efficiëntie. De m<strong>en</strong>s<strong>en</strong> die bij het project betrokk<strong>en</strong> war<strong>en</strong>,<br />
hebb<strong>en</strong> dit als erg positief ervar<strong>en</strong> <strong>en</strong> kunn<strong>en</strong> de nieuwe inzicht<strong>en</strong> direct toepass<strong>en</strong>.'<br />
17
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
18<br />
JVH Gaming Products: kansspelautomat<strong>en</strong><br />
JVH Gaming Products in Tilburg is gespecialiseerd in de ontwikkeling, productie, verkoop<br />
<strong>en</strong> exploitatie van beh<strong>en</strong>digheids- <strong>en</strong> kansspelautomat<strong>en</strong>. De hoofdmarkt is<br />
Europa. Er word<strong>en</strong> circa 8.000 apparat<strong>en</strong> per jaar geproduceerd. Het bedrijf verwacht<br />
in e<strong>en</strong> periode van <strong>en</strong>kele jar<strong>en</strong> e<strong>en</strong> aanzi<strong>en</strong>lijke hogere productie.<br />
Met behulp van MAS zijn de process<strong>en</strong> van de verschill<strong>en</strong>de<br />
variant<strong>en</strong> in kaart gebracht. Daarna<br />
zijn volg<strong>en</strong>s richtlijn<strong>en</strong> voor doorstroming <strong>en</strong> ergonomie<br />
de belangrijkste knelpunt<strong>en</strong> geanalyseerd.<br />
In interactie met de werkgroep is vervolg<strong>en</strong>s<br />
e<strong>en</strong> opzet gedefinieerd waarin het eindproduct<br />
fasegewijs in e<strong>en</strong> flow e<strong>en</strong> aantal eind<strong>assemblage</strong>zones<br />
tot <strong>en</strong> met test<strong>en</strong> <strong>en</strong> verz<strong>en</strong>dgereedmak<strong>en</strong><br />
doorloopt. Verschill<strong>en</strong>de transportconcept<strong>en</strong><br />
zijn teg<strong>en</strong> elkaar afgewog<strong>en</strong>.<br />
Uiteindelijk is gekoz<strong>en</strong> voor e<strong>en</strong> roll<strong>en</strong>baan <strong>en</strong> per<br />
zone e<strong>en</strong> heftafel om de kast tijd<strong>en</strong>s <strong>assemblage</strong><br />
op de juiste werkhoogte te br<strong>en</strong>g<strong>en</strong>. Er kan afwissel<strong>en</strong>d<br />
staand <strong>en</strong> zitt<strong>en</strong>d word<strong>en</strong> gewerkt.<br />
In de huidige situatie word<strong>en</strong> de machines wekelijks in<br />
batches van 75 stuks op standplaats gemaakt, zowel de<br />
voormontages op tafels als de eindmontage op de vloer.<br />
De batchgewijze <strong>assemblage</strong> resulteert in ope<strong>en</strong>hoping<br />
van materiaal, golfbeweging<strong>en</strong> in de doorstroming <strong>en</strong><br />
veel ruimtebeslag. De verblijftijd van het eindproduct in<br />
de <strong>assemblage</strong> t<strong>en</strong> opzichte van de daadwerkelijke werkinhoud<br />
aan het eindproduct is ongunstig. Bov<strong>en</strong>di<strong>en</strong><br />
wordt er circa 25% van de tijd gelop<strong>en</strong>. In de oorspronkelijke<br />
situatie wordt gewerkt op universele werkplekk<strong>en</strong>.<br />
Deze kunn<strong>en</strong> niet word<strong>en</strong> toegesned<strong>en</strong> op het werk, wat<br />
resulteert in ongunstige gebog<strong>en</strong> werkhouding<strong>en</strong>.<br />
De verwachte to<strong>en</strong>ame van het productievolume <strong>en</strong> de<br />
behoefte aan e<strong>en</strong> hogere productiviteit war<strong>en</strong> de drijfveer<br />
voor verbetering van het <strong>assemblage</strong>proces.<br />
Het project is uitgevoerd door <strong>TNO</strong> in sam<strong>en</strong>werking met<br />
Synt<strong>en</strong>s onder het Programma Modern Producer<strong>en</strong>.<br />
In de oorspronkelijke situatie moet er veel<br />
voorovergebog<strong>en</strong> gewerkt word<strong>en</strong>.
Het succes van e<strong>en</strong> interactieve aanpak<br />
Per zone is vastgesteld welke (soort) onderdel<strong>en</strong> in welke aantall<strong>en</strong> <strong>en</strong> op welke werkhoogte<br />
aan de lijn moet<strong>en</strong> word<strong>en</strong> toegeleverd. Sam<strong>en</strong> met toeleveranciers zijn<br />
nieuwe retourverpakking<strong>en</strong> ontwikkeld waardoor handling van extra verpakkingsmateriaal<br />
zowel bij toeleverancier als bij JVH kan word<strong>en</strong> bespaard. Tot slot is de b<strong>en</strong>odigde<br />
ruimte voor het nieuwe flowproces <strong>en</strong> de voormontagewerkplekk<strong>en</strong> bepaald.<br />
zone 1<br />
zone 2 zone 3 zone 4 zone 5 zone 6 zone 7 zone 8<br />
Toevoerlocatie onderdel<strong>en</strong> +<br />
voormontages<br />
Ruwe opzet nieuwe lay-out.<br />
Werkplek op heftafel Roll<strong>en</strong>baan<br />
40 meter<br />
Transport pad 2e testlocatie<br />
Bevestigingsmateriaal,<br />
gereedschap, docum<strong>en</strong>t<strong>en</strong><br />
Bufferlocatie teg<strong>en</strong>over<br />
onderdel<strong>en</strong>locatie<br />
Resultat<strong>en</strong><br />
De projectgroep is gestart zonder voorkeur <strong>en</strong> alle mogelijke opties zijn de revue<br />
gepasseerd. De keuze is gemaakt door het beoordel<strong>en</strong> van de plus- <strong>en</strong> minpunt<strong>en</strong> van<br />
de verschill<strong>en</strong>de opties. De doelstelling om tot e<strong>en</strong> efficiënter <strong>en</strong> <strong>assemblage</strong>vri<strong>en</strong>delijk<br />
proces te kom<strong>en</strong> met e<strong>en</strong> verhoogde doorstroming is met het voorgestelde flowproces<br />
bereikt.<br />
De verwachting is dat met de nieuwe opzet de productiviteit met circa 20 % zal to<strong>en</strong>em<strong>en</strong>.<br />
Door e<strong>en</strong> verbeterde inrichting van de werkplekk<strong>en</strong> toegesned<strong>en</strong> op de taak zal de<br />
fysieke belasting afnem<strong>en</strong> tot e<strong>en</strong> acceptabel niveau.<br />
Het project heeft bov<strong>en</strong>di<strong>en</strong> geleid tot aanbeveling<strong>en</strong> voor e<strong>en</strong> verbetering van het<br />
ontwerp voor toekomstige g<strong>en</strong>eraties spelautomat<strong>en</strong>.<br />
9 meter<br />
19
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
20<br />
Kverneland Geldrop: bal<strong>en</strong>pers<br />
Kverneland Geldrop is gespecialiseerd in de ontwikkeling <strong>en</strong> productie van trommelmaaiers,<br />
maishakselaars <strong>en</strong> bal<strong>en</strong>pers<strong>en</strong>; landbouwwerktuig<strong>en</strong> zonder eig<strong>en</strong> aandrijving.<br />
Het bedrijf is onderdeel van de Noorse Kverneland-organisatie. De laatste jar<strong>en</strong><br />
is de productie sterk veranderd; Kverneland produceert nu meer klantordergericht<br />
grotere machines met veel variant<strong>en</strong> <strong>en</strong> opties.<br />
Kverneland heeft e<strong>en</strong> nieuwe type bal<strong>en</strong>pers ontwikkeld, die de oude moet vervang<strong>en</strong>.<br />
Bij het opzett<strong>en</strong> van de nieuwe <strong>assemblage</strong>lijn vroeg m<strong>en</strong> zich af in hoeverre het<br />
gebruik van gedeelde of eindloze riem<strong>en</strong> het <strong>assemblage</strong>proces zou beïnvloed<strong>en</strong>, hoe<br />
de output van de lijn aangepast kan word<strong>en</strong> aan de seizo<strong>en</strong>sinvloed<strong>en</strong> <strong>en</strong> hoe de<br />
fysieke belasting van het <strong>assemblage</strong>werk kan word<strong>en</strong> beperkt.<br />
Door het projectteam bestaande uit constructeurs, medewerkers van de <strong>assemblage</strong><br />
<strong>en</strong> het bedrijfsbureau is met steun van <strong>TNO</strong> e<strong>en</strong> lay-out gemaakt voor de <strong>assemblage</strong><br />
van de nieuwe bal<strong>en</strong>pers.<br />
Aan de hand van het MAS <strong>en</strong> het beoogde productietempo van vier tot ti<strong>en</strong> machines<br />
per dag is e<strong>en</strong> opzet van de lijn gemaakt, inclusief de b<strong>en</strong>odigde voormontagewerkplekk<strong>en</strong>.<br />
Per zone is bepaald welke onderdel<strong>en</strong> <strong>en</strong> voormontages, in welke aantall<strong>en</strong>,<br />
op welke wijze aangeleverd moet<strong>en</strong> word<strong>en</strong> <strong>en</strong> welke (speciale) hulpmiddel<strong>en</strong> er<br />
nodig zijn om de <strong>assemblage</strong>werkzaamhed<strong>en</strong> te verlicht<strong>en</strong> of mogelijk te mak<strong>en</strong>. In<br />
eerste instantie lek<strong>en</strong> er drie mall<strong>en</strong> nodig om in het gew<strong>en</strong>ste tempo het basisframe<br />
te kunn<strong>en</strong> mak<strong>en</strong>. Voor de onderdel<strong>en</strong>aanvoer <strong>en</strong> handling was dit erg nadelig.
Het succes van e<strong>en</strong> interactieve aanpak<br />
Door de werkzaamhed<strong>en</strong> op de mal tot e<strong>en</strong> minimum te beperk<strong>en</strong>, kon uiteindelijk<br />
toch met één mal word<strong>en</strong> volstaan.<br />
Om het productietempo van e<strong>en</strong> lijn te kunn<strong>en</strong> variër<strong>en</strong> is het nodig dat de medewerkers<br />
meer dan één zone beheers<strong>en</strong>. Met het projectteam zijn verschill<strong>en</strong>de mogelijkhed<strong>en</strong><br />
besprok<strong>en</strong>. Uiteindelijk is voorlopig gekoz<strong>en</strong> voor het opdel<strong>en</strong> van de lijn in<br />
twee stukk<strong>en</strong> van vijf respectievelijk zes zones met <strong>en</strong>kele vaste medewerkers, die<br />
afhankelijk van het gew<strong>en</strong>ste productievolume ondersteund word<strong>en</strong> door extra medewerkers.<br />
onderdel<strong>en</strong><br />
Mal<br />
1 zone<br />
De nieuwe processtructuur.<br />
Resultat<strong>en</strong><br />
onderdel<strong>en</strong><br />
<strong>en</strong> subs<br />
Mechanische<br />
Opbouw<br />
4 zones<br />
Voormontages<br />
‘mechanisch’<br />
onderdel<strong>en</strong><br />
<strong>en</strong> subs<br />
Hydraulisch<br />
Electrisch<br />
5 zones<br />
Voormontage<br />
‘achterklep’<br />
In zeer korte tijd is e<strong>en</strong> <strong>assemblage</strong>lijn ontworp<strong>en</strong>.<br />
De gezam<strong>en</strong>lijke, systematische aanpak<br />
heeft geleid tot e<strong>en</strong> opzet met e<strong>en</strong> breed draagvlak,<br />
waarbij van tevor<strong>en</strong> de b<strong>en</strong>odigde hulpmiddel<strong>en</strong><br />
zijn gedefinieerd. Er is nadrukkelijk<br />
rek<strong>en</strong>ing gehoud<strong>en</strong> met de ergonomie <strong>en</strong> daarbij<br />
zijn duidelijk verbetering<strong>en</strong> gerealiseerd in<br />
vergelijking met de bestaande <strong>assemblage</strong>lijn.<br />
Door de machine tijd<strong>en</strong>s e<strong>en</strong> groot deel van de<br />
<strong>assemblage</strong> op haar achterkant te lat<strong>en</strong> rust<strong>en</strong>,<br />
wordt bijvoorbeeld het hoge reik<strong>en</strong> sterk<br />
beperkt.<br />
Testcabine<br />
1 zone<br />
Montage van het kettingwiel.<br />
onderdel<strong>en</strong><br />
<strong>en</strong> subs<br />
Verz<strong>en</strong>d<br />
gereedmak<strong>en</strong><br />
1 zone<br />
Voormontage<br />
zijdeur<strong>en</strong><br />
21
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
22<br />
Bakon Food Equipm<strong>en</strong>t: geleispuitmachines<br />
Bakon Food Equipm<strong>en</strong>t in Goes is zo'n 15 jaar actief op het gebied van het ontwerp<strong>en</strong>,<br />
producer<strong>en</strong> <strong>en</strong> verkop<strong>en</strong> van machines voor de ambachtelijke <strong>en</strong> industriële banketbakkerij.<br />
Bakon is met name e<strong>en</strong> specialist op het gebied van het verspuit<strong>en</strong> van gelei,<br />
chocolade, fondant <strong>en</strong> eigeel, <strong>en</strong> het doser<strong>en</strong> van allerlei product<strong>en</strong> zoals, jam, vulling<br />
<strong>en</strong> deegbeslag. Voor de industriële bakkerij<strong>en</strong> maakt Bakon projectmatig grote, complexe<br />
klantspecifieke machines. Voor ambachtelijke bakkerij<strong>en</strong> maakt Bakon kleinere<br />
handzame machines, zoals de geleispuitmachines. De range geleispuitmachines Jelly<br />
2000 word<strong>en</strong> seriematig geproduceerd in e<strong>en</strong> volume van ongeveer 500 stuks per jaar.<br />
Bakon is in korte tijd uitgegroeid tot e<strong>en</strong><br />
bedrijf met 55 medewerkers, <strong>en</strong> mede daardoor<br />
was het nodig de seriematige <strong>assemblage</strong><br />
van de geleispuitmachines beter af te<br />
stemm<strong>en</strong> op de grotere omzet. Daarnaast<br />
moest het bouw<strong>en</strong> van machines efficiënter<br />
<strong>en</strong> sneller verlop<strong>en</strong>. Het project is door <strong>TNO</strong><br />
uitgevoerd in sam<strong>en</strong>werking met Synt<strong>en</strong>s<br />
onder het Programma Modern Producer<strong>en</strong>.<br />
De kleinere machines werd<strong>en</strong> in batches van<br />
10 tot 12 stuks geassembleerd. Op universele<br />
werkplekk<strong>en</strong> (balk<strong>en</strong> op vaste hoogte)<br />
werd<strong>en</strong> eerst de b<strong>en</strong>odigde voormontages<br />
gemaakt. Daarna vond op dezelfde werkplekk<strong>en</strong><br />
de eindmontage plaats. Dit systeem<br />
leverde de volg<strong>en</strong>de knelpunt<strong>en</strong> op:<br />
– Het telk<strong>en</strong>s opnieuw inricht<strong>en</strong> van werkplekk<strong>en</strong> kost veel tijd.<br />
– Door het ontbrek<strong>en</strong> van vaste werkplekk<strong>en</strong> is het niet mogelijk werkplekk<strong>en</strong><br />
speciaal in te richt<strong>en</strong> voor het efficiënt uitvoer<strong>en</strong> van e<strong>en</strong> vast deel van het <strong>assemblage</strong>proces.<br />
– Het aanvoer<strong>en</strong>, verzamel<strong>en</strong> <strong>en</strong> monter<strong>en</strong> van onderdel<strong>en</strong> is omslachtig <strong>en</strong> kost veel<br />
tijd.<br />
– Tijd<strong>en</strong>s de <strong>assemblage</strong> is de machine slecht toegankelijk.<br />
– Voor het <strong>assemblage</strong>proces is e<strong>en</strong> verstelbare werkhoogte nodig vanwege de verschill<strong>en</strong>de<br />
afmeting<strong>en</strong> van de machines <strong>en</strong> de plaats van de onderdel<strong>en</strong> in de<br />
machines.
Het succes van e<strong>en</strong> interactieve aanpak<br />
In de nieuwe situatie zorg<strong>en</strong> heftafels ervoor dat er altijd op de juiste hoogte gewerkt kan word<strong>en</strong>.<br />
Na het vastlegg<strong>en</strong> van het <strong>assemblage</strong>proces in e<strong>en</strong> MAS <strong>en</strong> analyse van het ‘batchgewijs’<br />
bouw<strong>en</strong> is e<strong>en</strong> <strong>assemblage</strong>lijn opgesteld. Eerst zijn de b<strong>en</strong>odigde werkplekk<strong>en</strong><br />
gedefinieerd <strong>en</strong> uitgewerkt voor de onderdeellocaties (welke onderdel<strong>en</strong> <strong>en</strong> hoeveel),<br />
de vereiste gereedschapp<strong>en</strong> <strong>en</strong> hulpmiddel<strong>en</strong> <strong>en</strong> de b<strong>en</strong>odigde ruimte. In verband met<br />
de verschill<strong>en</strong>de werkhoogtes is gekoz<strong>en</strong> voor het gebruik van e<strong>en</strong> heftafel in de eind<strong>assemblage</strong>.<br />
Hierdoor kunn<strong>en</strong> de medewerkers het apparaat altijd op de goede hoogte<br />
zett<strong>en</strong> <strong>en</strong> in e<strong>en</strong> goede houding werk<strong>en</strong>. Ook voor de voormontages zijn speciale<br />
werkplekk<strong>en</strong> uitgewerkt. Vervolg<strong>en</strong>s is aan de hand van deze werkplekk<strong>en</strong> <strong>en</strong> de<br />
beschikbare ruimte e<strong>en</strong> lay-out gemaakt.<br />
Resultat<strong>en</strong><br />
Het project heeft uiteindelijk geresulteerd in e<strong>en</strong> reductie van de werkinhoud van zo’n<br />
twee uur (bijna 20%), betere ergonomische omstandighed<strong>en</strong>, e<strong>en</strong> kortere doorlooptijd<br />
<strong>en</strong> e<strong>en</strong> e<strong>en</strong>voudiger aansturing van onderdel<strong>en</strong> door e<strong>en</strong> twee-bakk<strong>en</strong>-systeem.<br />
23
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
24<br />
Faber Electronics: noodverlichtingssystem<strong>en</strong><br />
Faber Electronics BV in Velp is gespecialiseerd in de ontwikkeling, <strong>assemblage</strong> <strong>en</strong> verkoop<br />
van noodverlichtingssystem<strong>en</strong> <strong>en</strong> klantspecifieke elektronicasystem<strong>en</strong>. Bij het bedrijf<br />
werk<strong>en</strong> circa 120 medewerkers. In totaal word<strong>en</strong> er per jaar <strong>en</strong>kele honderdduiz<strong>en</strong>d<strong>en</strong><br />
noodverlichtingssystem<strong>en</strong> in diverse uitvoering<strong>en</strong> <strong>en</strong> klantspecifieke product<strong>en</strong> geproduceerd.<br />
Het bedrijf is de laatste jar<strong>en</strong> sterk gegroeid.<br />
Het machinepark <strong>en</strong> de <strong>en</strong>gineering hebb<strong>en</strong><br />
de beschikking over de meest moderne productie-<br />
<strong>en</strong> testfaciliteit<strong>en</strong> gekreg<strong>en</strong>. Echter<br />
tuss<strong>en</strong> ope<strong>en</strong>volg<strong>en</strong>de process<strong>en</strong> war<strong>en</strong> veel<br />
logistieke handeling<strong>en</strong> ontstaan. De oorspronkelijke<br />
eind<strong>assemblage</strong> werd batchgewijs<br />
uitgevoerd aan lange werktafels. Dit<br />
betek<strong>en</strong>de veel extra handling <strong>en</strong> opslag <strong>en</strong><br />
langdurig repeter<strong>en</strong>d werk in ongunstige werkhouding<strong>en</strong>. E<strong>en</strong> to<strong>en</strong>ame van het productievolume<br />
<strong>en</strong> nieuwbouwplann<strong>en</strong> war<strong>en</strong> voor Faber de aanleiding om sam<strong>en</strong> met <strong>TNO</strong><br />
Industrie <strong>en</strong> <strong>TNO</strong> Arbeid de lay-out van het productieproces <strong>en</strong> de inrichting van de werkplekk<strong>en</strong><br />
te verbeter<strong>en</strong>. Parallel zijn twee werkgroep<strong>en</strong> aan de slag gegaan; e<strong>en</strong> voor het<br />
bestukk<strong>en</strong> van elektronicacompon<strong>en</strong>t<strong>en</strong> <strong>en</strong> e<strong>en</strong> voor de <strong>assemblage</strong> van het eindproduct.<br />
De materiaalstrom<strong>en</strong> zijn in kaart gebracht <strong>en</strong> medewerkers zijn begeleid bij het<br />
inricht<strong>en</strong> van proefwerkplekk<strong>en</strong>. Tuss<strong>en</strong>tijds is het personeel steeds geïnformeerd over<br />
de vordering<strong>en</strong>. Inmiddels zijn nieuwe voorzi<strong>en</strong>ing<strong>en</strong> voor de werkplekk<strong>en</strong> aangeschaft,<br />
is de productie geheel opnieuw ingericht <strong>en</strong> zijn de effect<strong>en</strong> gemet<strong>en</strong>.<br />
Resultat<strong>en</strong><br />
Door de overgang van batchgewijze productie naar flow-productie zijn de doorstroming<br />
van het materiaal <strong>en</strong> de inrichting van de werkplekk<strong>en</strong> verbeterd. Uit meting<strong>en</strong> blijkt<br />
dat de productiviteit (aantal product<strong>en</strong> per persoon per dag) met ruim 40 proc<strong>en</strong>t is<br />
toeg<strong>en</strong>om<strong>en</strong>. Medewerkers kunn<strong>en</strong> constanter <strong>en</strong> efficiënter werk<strong>en</strong>, omdat de onderdel<strong>en</strong><br />
dichter bij de werkplek zijn. In ongeveer dezelfde ruimte kan nu twee keer zoveel productie<br />
word<strong>en</strong> gedraaid. Daardoor zijn de investering<strong>en</strong> in nieuwbouw (nog) niet nodig.<br />
Uit de meting<strong>en</strong> blijkt bov<strong>en</strong>di<strong>en</strong> dat de productiviteitsverhoging niet tot verhoging van<br />
de fysieke belasting leidt. De werkzaamhed<strong>en</strong> zijn nu juist minder belast<strong>en</strong>d. Bov<strong>en</strong>di<strong>en</strong><br />
vind<strong>en</strong> de medewerkers het prettig dat ze e<strong>en</strong> completere taak hebb<strong>en</strong>. In plaats van zestig<br />
keer e<strong>en</strong> onderdeel achter elkaar uit te legg<strong>en</strong>, mak<strong>en</strong> ze nu in teamverband e<strong>en</strong><br />
product op e<strong>en</strong> goed ingerichte werkplek.<br />
Het is nu ook mogelijk de werkplek aan de medewerker aan te pass<strong>en</strong>. De werkhoogte is<br />
namelijk e<strong>en</strong>voudig verstelbaar <strong>en</strong> het product is in e<strong>en</strong> mal te kantel<strong>en</strong>. De voorraad-
Het succes van e<strong>en</strong> interactieve aanpak<br />
bakk<strong>en</strong> staan nu naast de medewerker <strong>en</strong> zijn kleiner. Om toch afwisseling van beweging<br />
te stimuler<strong>en</strong>, moet<strong>en</strong> de medewerkers zelf hun bakk<strong>en</strong> opnieuw bevoorrad<strong>en</strong> vanuit e<strong>en</strong><br />
stelling direct achter de werkplek.<br />
Er is ook veel meer bewustwording ontstaan rond flow-productie <strong>en</strong> ergonomie. Het project<br />
heeft ev<strong>en</strong>e<strong>en</strong>s bijgedrag<strong>en</strong> aan e<strong>en</strong> verhoging van de motivatie, omdat sam<strong>en</strong> met<br />
de medewerkers de werksituatie direct is verbeterd. De ervaring<strong>en</strong> word<strong>en</strong> ook b<strong>en</strong>ut<br />
voor de herinrichting van andere productiecell<strong>en</strong>.<br />
In de oude situatie nam de eind<strong>assemblage</strong> veel ruimte in beslag, was er veel<br />
extra handling <strong>en</strong> was de taak fysiek <strong>en</strong> m<strong>en</strong>taal belast<strong>en</strong>d.<br />
In de nieuwe situatie stroomt het materiaal sneller door <strong>en</strong> kan de werkplek e<strong>en</strong>voudig op de individu word<strong>en</strong><br />
ingesteld.<br />
25
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
26<br />
Ahr<strong>en</strong>d Productiebedrijf<br />
St. Oed<strong>en</strong>rode: jaloeziekast<strong>en</strong><br />
Ahr<strong>en</strong>d is gespecialiseerd in de ontwikkeling,<br />
productie <strong>en</strong> verkoop van kantoormeubilair. In<br />
de productievestiging Sint Oed<strong>en</strong>rode zijn circa<br />
500 m<strong>en</strong>s<strong>en</strong> werkzaam, waarvan circa 350 in de<br />
productie. In de <strong>assemblage</strong> van jaloeziekast<strong>en</strong><br />
werkt 60% vast personeel aangevuld met 40%<br />
flexibele kracht<strong>en</strong>. De groep maakt 70.000 kast<strong>en</strong><br />
per jaar die zeer verschill<strong>en</strong> in afmeting,<br />
kleur <strong>en</strong> indeling.<br />
De oorspronkelijke opzet telde drie <strong>assemblage</strong>lijn<strong>en</strong> met vaste zones waarin de jaloeziekast<strong>en</strong><br />
afhankelijk van kasthoogte (hoog, midd<strong>en</strong>, laag) werd<strong>en</strong> afgebouwd. In de<br />
drie naast elkaar geleg<strong>en</strong> lijn<strong>en</strong> war<strong>en</strong> onderdeellocaties niet goed bereikbaar voor<br />
aanvoer. De grote variatie in kastindeling resulteerde in e<strong>en</strong> grote variatie in <strong>assemblage</strong>tijd<br />
<strong>en</strong> in e<strong>en</strong> slechte balancering. Het <strong>assemblage</strong>werk was verspreid in de<br />
gehele kast <strong>en</strong> hierdoor kwam<strong>en</strong> geregeld ongunstige werkhouding<strong>en</strong> voor. De nietstandaarddel<strong>en</strong><br />
werd<strong>en</strong> op één c<strong>en</strong>traal punt in doz<strong>en</strong> laag bij de grond aangeleverd.<br />
Dit alles resulteerde in zoek<strong>en</strong>, lop<strong>en</strong>, till<strong>en</strong> <strong>en</strong> sjouw<strong>en</strong> van (zware) onderdel<strong>en</strong>.<br />
Het project herinrichting <strong>assemblage</strong>lijn is door <strong>TNO</strong> uitgevoerd in opdracht van de<br />
SCOM-Stichting Collectief Onderzoek<br />
Metaal. Doel van het project was e<strong>en</strong> (flexibele)<br />
verhoging van 280 naar 400 kast<strong>en</strong><br />
per ploeg per dag <strong>en</strong> e<strong>en</strong> vermindering van<br />
de fysieke belasting. In de werkgroep is met<br />
MAS het proces van de kastvariant<strong>en</strong> in<br />
kaart gebracht. Daarnaast zijn tijd<strong>en</strong>s<br />
observaties knelpunt<strong>en</strong> in ergonomie op<br />
video vastgelegd <strong>en</strong> vervolg<strong>en</strong>s teruggekoppeld<br />
naar het personeel. De verschill<strong>en</strong>de<br />
<strong>assemblage</strong>concept<strong>en</strong> zijn op plus- <strong>en</strong><br />
minpunt<strong>en</strong> beoordeeld <strong>en</strong> zo is uiteindelijk<br />
gekoz<strong>en</strong> voor één lijn die is opgedeeld in<br />
twee zog<strong>en</strong>aamde "shop"del<strong>en</strong> waarin<br />
medewerkers al meelop<strong>en</strong>d de kast monter<strong>en</strong>.<br />
Dit concept levert ge<strong>en</strong> problem<strong>en</strong> op<br />
voor de balancering, biedt ruimere tak<strong>en</strong>
Het succes van e<strong>en</strong> interactieve aanpak<br />
voor het vaste personeel <strong>en</strong> tegelijkertijd in leertak<strong>en</strong> voor het uitz<strong>en</strong>dpersoneel. De<br />
kast wordt getransporteerd op e<strong>en</strong> verrijdbare drager die in hoogte verstelbaar is.<br />
Resultat<strong>en</strong><br />
Met de nieuwe opzet verwacht Ahr<strong>en</strong>d e<strong>en</strong> verhoging van de arbeidsproductiviteit<br />
van 15%. Deze verhoging is e<strong>en</strong> effect van minder loop- <strong>en</strong> zoekwerk voor de onderdel<strong>en</strong><br />
door e<strong>en</strong> e<strong>en</strong>duidige locatie direct langs de lijn. Daarnaast zal door de automatische<br />
aanvoer van kastromp<strong>en</strong> de b<strong>en</strong>odigde capaciteit van heftrucks word<strong>en</strong> verminderd.<br />
Door productwijziging<strong>en</strong> kunn<strong>en</strong> <strong>assemblage</strong>handeling<strong>en</strong> word<strong>en</strong> verbeterd.<br />
Door het terugbr<strong>en</strong>g<strong>en</strong> van drie lijn<strong>en</strong> naar één lijn kan het aantal onderdel<strong>en</strong> op de<br />
werkvloer word<strong>en</strong> gereduceerd. De fysieke belasting zal word<strong>en</strong> gereduceerd door het<br />
verticaal plaats<strong>en</strong> van de jaloeziematt<strong>en</strong>, door de automatische aanvoer van pallets<br />
<strong>en</strong> door het verbeter<strong>en</strong> van de werkhoogte. De werkhoogte is met de medewerkers<br />
vastgesteld in de Ergomix: in deze simulatie word<strong>en</strong> medewerker <strong>en</strong> werkplektek<strong>en</strong>ing<br />
gemixt waardoor snel ontwerp<strong>en</strong> <strong>en</strong> evaluer<strong>en</strong> mogelijk is.<br />
Volg<strong>en</strong>s André van der Heijd<strong>en</strong>, projectleider bij Ahr<strong>en</strong>d, is de aanpak ervar<strong>en</strong> als ‘volledig<br />
<strong>en</strong> systematisch. Door de multidisciplinaire werkgroep werd<strong>en</strong> de betrokk<strong>en</strong>heid<br />
<strong>en</strong> het draagvlak verhoogd. De gevolgde aanpak wordt nu direct toegepast bij de<br />
ontwikkeling van nieuwe kast<strong>en</strong>.'<br />
jaloezie matt<strong>en</strong> jaloezie matt<strong>en</strong><br />
onderdeellocaties<br />
buffer<br />
transportsysteem<br />
afvoer product<br />
onderdeellocaties<br />
jaloezie matt<strong>en</strong><br />
buffer<br />
tuss<strong>en</strong> voorraad<br />
Retourstroom<br />
productdragers<br />
M<br />
M<br />
M<br />
M<br />
onderdel<strong>en</strong><br />
onderdel<strong>en</strong><br />
Retourstroom<br />
productdragers<br />
M = manipulator<br />
voorraad<br />
kastromp<strong>en</strong><br />
Opzet nieuwe lay-out.<br />
27
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
28<br />
Koninklijke Nooteboom Trailers: semi-diepladers<br />
Koninklijke Nooteboom Trailers in Wijch<strong>en</strong><br />
heeft al meer dan 115 jaar ervaring in het<br />
producer<strong>en</strong> van transportmiddel<strong>en</strong>. Kerncompet<strong>en</strong>tie<br />
van Nooteboom is het zo snel <strong>en</strong><br />
goedkoop mogelijk vertal<strong>en</strong> van de klantw<strong>en</strong>s<strong>en</strong><br />
in e<strong>en</strong> gereed product. Hiermee heeft het<br />
bedrijf e<strong>en</strong> leid<strong>en</strong>de marktpositie verworv<strong>en</strong><br />
in de markt voor aanhangwag<strong>en</strong>s <strong>en</strong> opleggers<br />
voor het speciaal <strong>en</strong> zwaar transport.<br />
Verdeeld over vier productfamilies maakt Nooteboom ruim 1000 voertuig<strong>en</strong> per jaar.<br />
Naast e<strong>en</strong>voudige ‘standaard’-voertuig<strong>en</strong> levert Nooteboom ook complexe klantspecifiek<br />
ontwikkelde voertuig<strong>en</strong>.<br />
De belangrijkste process<strong>en</strong> in het assembler<strong>en</strong> zijn: construer<strong>en</strong> van e<strong>en</strong> stabiel basisframe<br />
in e<strong>en</strong> mal, aflass<strong>en</strong> van het voertuig, monter<strong>en</strong> van ass<strong>en</strong> <strong>en</strong> compon<strong>en</strong>t<strong>en</strong>,<br />
spuit<strong>en</strong> van het voertuig <strong>en</strong> afmonter<strong>en</strong>. Om aan de groei<strong>en</strong>de vraag in e<strong>en</strong> van de<br />
productgroep<strong>en</strong> te kunn<strong>en</strong> voldo<strong>en</strong>, was het nodig om de doorlooptijd van het<br />
product te verkort<strong>en</strong> <strong>en</strong> de efficiëntie te vergrot<strong>en</strong>. Nooteboom wilde de doorstroming<br />
<strong>en</strong> ergonomie verbeter<strong>en</strong> door bijvoorbeeld:<br />
– met meer m<strong>en</strong>s<strong>en</strong> aan één voertuig te kunn<strong>en</strong> werk<strong>en</strong>;<br />
– e<strong>en</strong> efficiënte inrichting van de werkplekk<strong>en</strong>;<br />
Voorbeeld van e<strong>en</strong> ongunstige werksituatie.
Het succes van e<strong>en</strong> interactieve aanpak<br />
– zo veel mogelijk voormontages op aparte plekk<strong>en</strong> voor te bereid<strong>en</strong>;<br />
– de onderdel<strong>en</strong>aanvoer zo te organiser<strong>en</strong> dat de voertuig<strong>en</strong> in één keer afgebouwd<br />
kunn<strong>en</strong> word<strong>en</strong>;<br />
– e<strong>en</strong> goede voorbereiding van afwijk<strong>en</strong>de, e<strong>en</strong>malige opties waardoor monteurs die<br />
efficiënt kunn<strong>en</strong> inbouw<strong>en</strong>;<br />
– rek<strong>en</strong>ing te houd<strong>en</strong> met de vele opties, die vaak aanzi<strong>en</strong>lijke gevolg<strong>en</strong> hebb<strong>en</strong> voor<br />
de werkinhoud, de balancering <strong>en</strong> de planning;<br />
– met hulpmiddel<strong>en</strong> handeling<strong>en</strong> te vere<strong>en</strong>voudig<strong>en</strong> <strong>en</strong> de werkomstandighed<strong>en</strong> te<br />
verbeter<strong>en</strong>. Sommige handeling<strong>en</strong> veroorzaakt<strong>en</strong> behoorlijk ongunstige ergonomische<br />
situaties: zwaar till<strong>en</strong>, werk<strong>en</strong> in ongunstige houding<strong>en</strong>, veel kracht moet<strong>en</strong><br />
uitoef<strong>en</strong><strong>en</strong>, lawaai door hamer<strong>en</strong> op stal<strong>en</strong> plaat.<br />
Eerst zijn de knelpunt<strong>en</strong> in de doorstroming <strong>en</strong> ergonomie door e<strong>en</strong> breed team systematisch<br />
in kaart gebracht. Vervolg<strong>en</strong>s zijn allerlei oplossing<strong>en</strong> geg<strong>en</strong>ereerd. Sommige<br />
daarvan kond<strong>en</strong> e<strong>en</strong>voudig door de betrokk<strong>en</strong><strong>en</strong> zelf in de lijn word<strong>en</strong> door gerealiseerd.<br />
Voor andere was overleg met <strong>en</strong> medewerking van andere afdeling<strong>en</strong> of toeleveranciers<br />
nodig.<br />
Resultat<strong>en</strong><br />
Concrete resultat<strong>en</strong> van het project zijn volg<strong>en</strong>s Nooteboom e<strong>en</strong> verkorting van de<br />
orderdoorlooptijd met 15%, reductie van de werkinhoud met 20%. Onderdel<strong>en</strong> <strong>en</strong><br />
voormontages word<strong>en</strong> compleet aangeleverd of op e<strong>en</strong> aparte werkplek voorgemonteerd.<br />
Ook wat betreft de ergonomische omstandighed<strong>en</strong> zijn verbetering<strong>en</strong> geboekt,<br />
veelal door gebruik van e<strong>en</strong>voudige maatregel<strong>en</strong> (gebruik van e<strong>en</strong> terugslagvrije<br />
hamer, verbeter<strong>en</strong> van de maatvoering of het op juiste hoogte plaats<strong>en</strong> van zware<br />
onderdel<strong>en</strong>).<br />
Naar aanleiding van de ervaring<strong>en</strong> met dit project zijn met <strong>TNO</strong> vergelijkbare project<strong>en</strong><br />
opgestart in andere productgroep<strong>en</strong>.<br />
Productie<br />
onderdel<strong>en</strong><br />
<strong>en</strong> subs<br />
Zone 1<br />
malfase<br />
De nieuwe processtructuur.<br />
Productie<br />
onderdel<strong>en</strong><br />
<strong>en</strong> subs<br />
Zone 2<br />
aflass<strong>en</strong><br />
Zone 2<br />
aflass<strong>en</strong><br />
Voormontage<br />
ass<strong>en</strong>, opritt<strong>en</strong><br />
e.d.<br />
Zone 3<br />
montage<br />
Zone 3<br />
montage<br />
Zone 4<br />
spuit<strong>en</strong><br />
Toelevering<br />
onderdel<strong>en</strong><br />
<strong>en</strong> subs<br />
Zone 5<br />
afbouw<br />
29
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
30<br />
JM de Jong DUKE Automat<strong>en</strong>fabriek:<br />
koffieautomat<strong>en</strong><br />
JM de Jong DUKE Automat<strong>en</strong>fabriek in Sliedrecht is<br />
gespecialiseerd in de ontwikkeling <strong>en</strong> <strong>assemblage</strong><br />
van koffieautomat<strong>en</strong> voor professioneel gebruik. De<br />
automat<strong>en</strong> variër<strong>en</strong> qua afmeting, functionaliteit <strong>en</strong><br />
inhoud. In totaal word<strong>en</strong> <strong>en</strong>kele duiz<strong>en</strong>d<strong>en</strong> automat<strong>en</strong><br />
per jaar geproduceerd.<br />
Het bedrijf kampte met te lange orderdoorlooptijd<strong>en</strong><br />
<strong>en</strong> ruimtegebrek bij e<strong>en</strong> continue to<strong>en</strong>ame van het<br />
productievolume. In e<strong>en</strong> project onder het programma<br />
Modern Producer<strong>en</strong> was het batchgewijs op<br />
standplaats bouw<strong>en</strong> al vervang<strong>en</strong> door e<strong>en</strong> flowconcept.<br />
Tegelijkertijd was gewerkt aan het meer compleet<br />
voormonteerbaar mak<strong>en</strong> van modules. Volg<strong>en</strong>s<br />
de directie van JM de Jong DUKE , Michiel de Jong, werd hierdoor in de huidige ruimte<br />
de orderdoorlooptijd met de helft gereduceerd. Bov<strong>en</strong>di<strong>en</strong> werd de <strong>assemblage</strong>werkinhoud<br />
per automaat met ongeveer 20% gereduceerd door e<strong>en</strong> afname van loop- <strong>en</strong><br />
zoekwerk. Daarnaast bestond er nu de mogelijkheid om het <strong>assemblage</strong>proces flexibel<br />
in te richt<strong>en</strong> voor grotere productievolumes.<br />
Als vervolgproject zijn de routing, de inrichting van werkplekk<strong>en</strong> <strong>en</strong> de organisatie<br />
van het werk verder verbeterd. De lay-out k<strong>en</strong>merkte zich nog door hoge voorrad<strong>en</strong><br />
volumineuze onderdel<strong>en</strong> <strong>en</strong> voormontages verspreid over de productievloer. De doorstroming<br />
van de product<strong>en</strong> van voormontageplekk<strong>en</strong> naar de eindlijn was nog te<br />
gering. In de testzone was de werkdruk hoog <strong>en</strong> werd er langdurig gestaan. In de<br />
inpakzone was er sprake van frequ<strong>en</strong>t till<strong>en</strong> van de koffieautomat<strong>en</strong>.<br />
Er zijn afsprak<strong>en</strong> gemaakt met de leverancier waardoor plaatmateriaal nu direct met<br />
de automaatkast wordt meegeleverd. Hierdoor zijn er ge<strong>en</strong> 16 maar slechts 3 palletplaats<strong>en</strong><br />
nodig voor het plaatwerk <strong>en</strong> wordt het lop<strong>en</strong> <strong>en</strong> bukk<strong>en</strong> voor onderdel<strong>en</strong><br />
sterk gereduceerd. Werkplekk<strong>en</strong> die aan elkaar toelever<strong>en</strong> zijn dichter bij elkaar<br />
gebracht: er is meer betrokk<strong>en</strong>heid <strong>en</strong> ook kan er makkelijker gerouleerd word<strong>en</strong>. Per<br />
werkplek is er gekek<strong>en</strong> naar de bereikbaarheid van de onderdel<strong>en</strong> <strong>en</strong> het gereedschap.<br />
Verder zijn er ook nog verbetering<strong>en</strong> doorgevoerd, zoals e<strong>en</strong> betere verlichting, meer<br />
be<strong>en</strong>ruimte <strong>en</strong> de juiste werkhoogte, aanschaf van verrijdbare zadels zodat er afwissel<strong>en</strong>d<br />
staand <strong>en</strong> zitt<strong>en</strong>d <strong>en</strong> met voldo<strong>en</strong>de bewegingsvrijheid kan word<strong>en</strong> gewerkt.
Het succes van e<strong>en</strong> interactieve aanpak<br />
Langdurig staand <strong>en</strong> voorovergebog<strong>en</strong> werk<strong>en</strong><br />
moet zoveel mogelijk vermed<strong>en</strong> word<strong>en</strong>.<br />
Voormontage<br />
electro<br />
Eindmontage<br />
zone 1<br />
De nieuwe processtructuur.<br />
Voormontage<br />
mixerunit,<br />
voedingsunit<br />
waterunit<br />
Eindmontage<br />
zone 2<br />
Voormontage<br />
bedi<strong>en</strong>ing<br />
Voormontage<br />
deur<strong>en</strong><br />
Eindmontage<br />
zone 3<br />
De automaat is op e<strong>en</strong> draaibare productdrager<br />
geplaatst waardoor de automaat<br />
vanaf één kant toegankelijk wordt.<br />
De druk bezette testwerkplekk<strong>en</strong> zijn veranderd<br />
<strong>en</strong> uitgebreid. Bij e<strong>en</strong> storing wordt<br />
de automaat uit de lijn geschov<strong>en</strong> <strong>en</strong> wordt<br />
de lijn niet meer opgehoud<strong>en</strong>.<br />
Resultat<strong>en</strong><br />
De doorstroming is toeg<strong>en</strong>om<strong>en</strong> <strong>en</strong> de<br />
werkdruk is afg<strong>en</strong>om<strong>en</strong>. Bij de inpakzone<br />
zijn de tilhandeling<strong>en</strong> geëlimineerd. De roll<strong>en</strong>baan<br />
<strong>en</strong> de inpakzone zijn in één lijn <strong>en</strong><br />
op e<strong>en</strong> gelijke hoogte gebracht: de automaat<br />
kan hierdoor e<strong>en</strong>voudiger word<strong>en</strong><br />
doorgeschov<strong>en</strong>. Uiteindelijk hebb<strong>en</strong> alle<br />
maatregel<strong>en</strong> bij elkaar geleid tot e<strong>en</strong> 50%<br />
hogere productiecapaciteit.<br />
Test<strong>en</strong> Verz<strong>en</strong>d<br />
gereedmak<strong>en</strong><br />
31
<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong><br />
32<br />
Literatuur<br />
'Assemblage kan efficiënter <strong>en</strong> gezonder', case verpakkingsmachines bij Sollas Holland, J.W. van Rhijn<br />
<strong>en</strong> R.B.M. Helmes, Arbeidsomstandighed<strong>en</strong>, november 2002<br />
'Het succes van Modern Producer<strong>en</strong> II', case 5: JVH Gaming Products, uitgave van Synt<strong>en</strong>s, oktober<br />
2002<br />
'Flexibel fabricer<strong>en</strong> is de toekomst, instrum<strong>en</strong>t<strong>en</strong> voor vraaggestuurde flowproductie’, Vraag <strong>en</strong><br />
Aanbod, 29 maart 2002<br />
'Geïntegreerde aanpak is kracht van <strong>TNO</strong>', case Nooteboom Trailers, A. Bey<strong>en</strong>, <strong>TNO</strong> Magazine, februari<br />
2002<br />
'Slimmer <strong>en</strong> minder belast<strong>en</strong>d assembler<strong>en</strong>', publicatie naar aanleiding van de pres<strong>en</strong>tatie van het<br />
SCOM-project Inrichting Assemblageprocess<strong>en</strong> <strong>en</strong> -werkplekk<strong>en</strong>, Vraag <strong>en</strong> Aanbod, 23 juni 2000<br />
'Inrichting Assemblageprocess<strong>en</strong> <strong>en</strong> –werkplekk<strong>en</strong>', G.H. Tuinzaad, J.W. van Rhijn, J. van Deurs<strong>en</strong> <strong>en</strong><br />
M.P. de Looze, Apeldoorn, 7 juni 2000, rapportage over de aanpak <strong>en</strong> cases bij drie bedrijv<strong>en</strong> voor<br />
SCOM – Stichting Collectief Onderzoek Metaal<br />
'Aanpak <strong>en</strong> praktijkervaring<strong>en</strong> bij het slimmer inricht<strong>en</strong> van <strong>assemblage</strong>process<strong>en</strong> <strong>en</strong> -werkplekk<strong>en</strong>',<br />
lezing van G.H. Tuinzaad <strong>en</strong> J.W. van Rhijn op Manifestatie Productietechnologie Nederland, georganiseerd<br />
door Techno Vision & Solution tijd<strong>en</strong>s de Technishow te Utrecht, april 2000<br />
'Verbetering <strong>assemblage</strong>lijn van zonnebank<strong>en</strong> bij Alisun', G.H. Tuinzaad <strong>en</strong> J.W. van Rhijn, <strong>TNO</strong><br />
Nieuwsbrief voor de Machinebouw, nr. 12, februari 2000<br />
'<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong>process<strong>en</strong>, casebeschrijving drank<strong>en</strong>automaat',<br />
J.W. van Rhijn <strong>en</strong> G.H. Tuinzaad, Tijdschrift voor Ergonomie, december 1999<br />
'<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>en</strong> m<strong>en</strong>sgerichte <strong>assemblage</strong>, casebeschrijving professionele grasmaaiers bij<br />
Roberine', J. van Deurs<strong>en</strong> <strong>en</strong> J.W. van Rhijn, MB Dossier, augustus 1999<br />
'Design of effici<strong>en</strong>t assembly flow and human c<strong>en</strong>tred workplaces in Dutch assembly companies', J.W.<br />
van Rhijn, G.H. Tuinzaad and J. van Deurs<strong>en</strong>, International Confer<strong>en</strong>ce on TQM and Human Factors,<br />
Linköping, Swed<strong>en</strong>, 15-17 June 1999<br />
'De doorstroomvri<strong>en</strong>delijke <strong>assemblage</strong>werkplek, de kracht zit in de m<strong>en</strong>sgerichte aanpak',<br />
A. Bey<strong>en</strong>, Arbeidsomstandighed<strong>en</strong>, jaargang 75, mei 1999<br />
'E<strong>en</strong> betere inzet van m<strong>en</strong>s<strong>en</strong>; ervaring<strong>en</strong> met het slimmer inricht<strong>en</strong> van het <strong>assemblage</strong>proces van<br />
grasmaaimachines bij Roberine', pres<strong>en</strong>tatie van Th.M. van Sprang op workshop Productie Slimmer<br />
Inricht<strong>en</strong> tijd<strong>en</strong>s <strong>TNO</strong> K<strong>en</strong>nismarkt te Utrecht, 28 april 1999<br />
'Kost<strong>en</strong>reductie door <strong>assemblage</strong>-<strong>en</strong>gineering tijd<strong>en</strong>s productontwikkeling van snackautomaat', G.H.<br />
Tuinzaad, <strong>TNO</strong> Nieuwsbrief voor de Machinebouw, Nr. 7, oktober 1998<br />
'<strong>Doorstroomvri<strong>en</strong>delijke</strong> <strong>assemblage</strong>, door slimme productopbouw <strong>en</strong> creatieve, vroegtijdige voorbereiding',<br />
lezing van G.H. Tuinzaad op themadag Montage <strong>en</strong> Creativiteit, georganiseerd door<br />
Mikroc<strong>en</strong>trum te Eindhov<strong>en</strong> op 27 oktober 1998<br />
'Optimale inzet van m<strong>en</strong>s<strong>en</strong>, méér dan arbeidsomstandighed<strong>en</strong>', A. Bey<strong>en</strong>, <strong>TNO</strong> magazine Toegepaste<br />
Wet<strong>en</strong>schap, september 1998<br />
'Kost<strong>en</strong>reductie in de automat<strong>en</strong>branche, deel 2. Montage-afloopschema (MAS), praktijkcases: De Jong<br />
Duke Automat<strong>en</strong>fabriek <strong>en</strong> Fri-Jado Euro Products, G.H. Tuinzaad <strong>en</strong> N.E. van Hylckama Vlieg', De<br />
Constructeur, april 1997