

Samenvatting Materiaalkunde II - Isaac Newton
Samenvatting Materiaalkunde II - Isaac Newton
Samenvatting Materiaalkunde II - Isaac Newton

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
<strong>Samenvatting</strong> <strong>Materiaalkunde</strong> <strong>II</strong><br />
De stof van materiaalkunde <strong>II</strong> is het laatste deel van hoofdstuk 8, alles van hoofdstuk 9,10,11 een<br />
deel van hoofdstuk 17 en twee aanvullingen over hoge‐ en lage‐temperatuursmaterialen.<br />
Hoofdstuk 9: Fasediagrammen<br />
Legeringen zijn materialen die gemaakt zijn van meer dan 1 atoomsoort. Bij het toevoegen van kleine<br />
hoeveelheden vreemd materiaal verandert de elasticiteitsmodulus nauwelijks. De productiekosten<br />
nemen echter wel toe. Enkele voordelen van legeringen zijn:<br />
• Hogere sterkte(T ↕ Tkamer)<br />
• Hogere corrosieweerstand<br />
• Grotere doorhardingsdiepte<br />
• Grotere ontlaatvastheid<br />
• Grotere slijtageweerstand<br />
• Verbeteren bepaalde fysische eigenschappen<br />
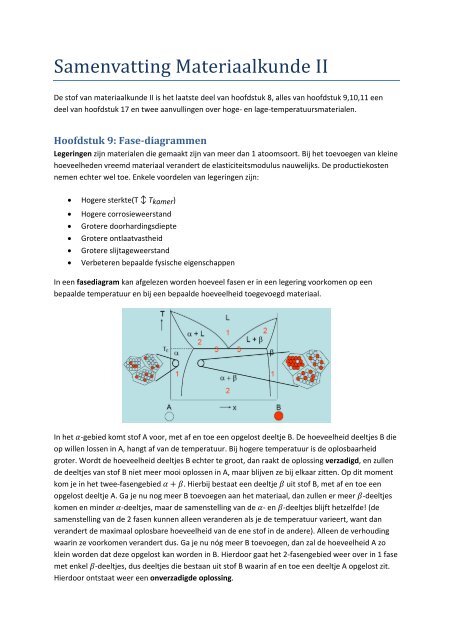
In een fasediagram kan afgelezen worden hoeveel fasen er in een legering voorkomen op een<br />
bepaalde temperatuur en bij een bepaalde hoeveelheid toegevoegd materiaal.<br />
In het ‐gebied komt stof A voor, met af en toe een opgelost deeltje B. De hoeveelheid deeltjes B die<br />
op willen lossen in A, hangt af van de temperatuur. Bij hogere temperatuur is de oplosbaarheid<br />
groter. Wordt de hoeveelheid deeltjes B echter te groot, dan raakt de oplossing verzadigd, en zullen<br />
de deeltjes van stof B niet meer mooi oplossen in A, maar blijven ze bij elkaar zitten. Op dit moment<br />
kom je in het twee‐fasengebied . Hierbij bestaat een deeltje uit stof B, met af en toe een<br />
opgelost deeltje A. Ga je nu nog meer B toevoegen aan het materiaal, dan zullen er meer ‐deeltjes<br />
komen en minder ‐deeltjes, maar de samenstelling van de ‐ en ‐deeltjes blijft hetzelfde! (de<br />
samenstelling van de 2 fasen kunnen alleen veranderen als je de temperatuur varieert, want dan<br />
verandert de maximaal oplosbare hoeveelheid van de ene stof in de andere). Alleen de verhouding<br />
waarin ze voorkomen verandert dus. Ga je nu nóg meer B toevoegen, dan zal de hoeveelheid A zo<br />
klein worden dat deze opgelost kan worden in B. Hierdoor gaat het 2‐fasengebied weer over in 1 fase<br />
met enkel ‐deeltjes, dus deeltjes die bestaan uit stof B waarin af en toe een deeltje A opgelost zit.<br />
Hierdoor ontstaat weer een onverzadigde oplossing.
Als een kristal van stof A deeltjes van stof B opgelost heeft, dan spreken we van een mengkristal. De<br />
vaste stoffen in het 1‐fase gebied van een fase‐diagram bestaat dus uit mengkristallen. Zit je echter<br />
in het 2‐fasegebied van 2 vaste stoffen, dan is er sprake van een kristalmengsel, waarin zowel de<br />
mengkristallen als voorkomen.<br />
Naast het 2‐fasengebied van twee vaste stoffen, bestaan er ook 2‐fasengebieden waarin het ene deel<br />
van de legering vloeibaar is en het andere deel vast. De vaste stof bestaat dan óf uit allemaal ‐<br />
deeltjes óf uit allemaal ‐deeltjes. Er is echter één situatie waarin de vaste stof uit zowel ‐ als ‐<br />
deeltjes bestaat, namelijk op de horizontale isotherm in het fasediagram. Op dit moment moet het 2‐<br />
fasengebied namelijk omslaan naar óf ‐deeltjes en vloeibaar, óf ‐deeltjes en vloeibaar. Tijdens de<br />
overgang zullen dus altijd alle drie de fasen aanwezig moeten zijn. Een bijzonder punt op deze<br />
horizontale isotherm is het eutecticum. Op dit punt is er namelijk een fase‐overgang van én naar<br />
alleen maar vloeistof, dus niet een vloeistof in combinatie met nog een vaste stof.<br />
Met behulp van de fasenregel van Gibbs kan berekend worden hoeveel vrijheidsgraden er zijn die<br />
bepalen wat de samenstelling van de fasen is (dus in α‐fase zit …% A, …% B enz), zie vraag 9.45 uit het<br />
boek. Het gaat er hierbij niet om hoeveel procent van elke fase voorkomt, maar hoeveel procent B<br />
opgelost zit in de α‐fase. Deze hoeveelheid verandert in het 2‐fasegebied alleen met de temperatuur,<br />
en in het 1‐fasengebied zowel met temperatuur als samenstelling<br />
van de stoffen:<br />
<br />
• F = aantal vrijheidsgraden (aantal parameters dat je nog moet kiezen voordat je zeker weet<br />
op welk punt in het fasediagram je zit; bijv. temperatuur, druk, samenstelling, enz.)<br />
• C = aantal componenten in de legering (bijv. C =2 voor een koper‐tin legering)<br />
• P = aantal fasen<br />
• N = aantal samenstellingsonafhankelijke parameters in het fasediagram (meestal 1, namelijk<br />
alleen temperatuur. In figuur 9.38 kun je zowel de temperatuur als de druk kiezen, dan N=2)<br />
In het 2‐fasengebied bestaan er dus 2 verschillende stoffen naast elkaar in de legering. Om te<br />
bepalen in welke hoeveelheid beide stoffen voorkomen kun je gebruik maken van de hefboomregel:
In het fase‐diagram staat de evenwichtssamenstelling van<br />
een legering afgebeeld, dus de samenstelling die je zou<br />
krijgen als je oneindig lang de tijd had. In de praktijk komt<br />
het echter vaak voor dat het materiaal niet genoeg tijd<br />
krijgt om het diffusieproces af te ronden, waardoor de<br />
gestolde kristallen geen homogene samenstelling hebben.<br />
In de afbeelding hiernaast bijvoorbeeld blijkt dat na het<br />
stollen van de koper‐tin legering de kristallen niet overal<br />
35% tin bevatten, maar er ontstaan ringen met allemaal een<br />
verschillende tin‐concentratie. Hierbij is de concentratie in<br />
het midden meer dan 35% en aan de randen minder dan<br />
35%. Dit proces noemen we kristalsegregatie. Dit betekent<br />
dus dat de samenstelling van de kernen in de kristallen<br />
anders is als aan de omtrek van de kristallen. Een aantal<br />
eigenschappen van kristalsegregatie zijn:<br />
• De diffusiesnelheid is te laag: de mate van segregatie wordt bepaald door de diffusiesnelheid<br />
• De elementen in de legering die het eerst gestold zijn hebben het hoogste smeltpunt, en<br />
vormen dus de kern van het kristal. De elementen aan de buitenkant hebben een veel lager<br />
smeltpunt.<br />
• Onzuiverheden met een kleine oplosbaarheid worden naar de korrelgrenzen gedwongen<br />
omdat zij een lager smeltpunt hebben dan het zuivere metaal of de legering zelf (“eigen volk<br />
eerst”).<br />
Door kristalsegregatie verschuift ook de lijn die de grens aangeeft tussen het 1‐ en 2‐fasen gebied.<br />
Bovenstaande problemen kunnen voorkomen worden door vlak voor het stollen een klein beetje<br />
natrium toe te voegen, of door na afloop te gloeien met een temperatuur net onder het smeltpunt,<br />
zodat de diffusiesnelheid verhoogd wordt en de atomen weer naar de evenwichtssituatie kunnen.
Als een stof met een samenstelling van het eutecticum gaat stollen ontstaat er een opmerkelijke<br />
structuur die we de eutectische structuur noemen:<br />
Het ontstaan van deze opmerkelijke structuur heeft een thermodynamische achtergrond. Stel je voor<br />
dat je een lood‐tin legering met een eutectische samenstelling hebt (61,9% tin) die zich in de<br />
vloeibare fase bevindt. Dan zwemmen de lood‐ en tin‐deeltjes kriskras door elkaar. Nu ga je de<br />
temperatuur verlagen zodat de legering begint te stollen. Hierdoor komen de kriskras door elkaar<br />
bewegende deeltjes op een willekeurige manier naast elkaar te liggen in de vaste toestand. Met deze<br />
toestand zijn de deeltjes echter niet gelukkig. Ze willen per se naar de toestand waarin alleen nog<br />
maar ‐ en ‐deeltjes voorkomen (dit zijn namelijk de meest chaotische toestanden waarin lood en<br />
tin nog in elkaar willen oplossen). Dus zullen de loodatomen naar elkaar toe gaan kruipen en de<br />
tinatomen ook, net zolang totdat ze “tevreden” zijn met de verhouding lood:tin. Dit doen ze door<br />
middel van diffusie. Op deze manier staat een lamellenstructuur met om en om een loodrijke en<br />
tinrijke laag, omdat in deze situatie de lengte van het diffusiepad geminimaliseerd wordt.<br />
Daarnaast zal er ook een eutecticumstructuur ontstaan als een concentratie stolt die zich in het 2‐<br />
fasengebied bevindt met één vaste fase en één vloeibare fase, bijv. het gebied . De vloeibare<br />
fase zal bij het stollen namelijk steeds tinrijker worden omdat de loodrijke delen beginnen te stollen<br />
(de dikke zwarte vlekken). Dit proces gaat door totdat de vloeistof de eutecticum‐samenstelling<br />
heeft. Dan zal ook het vloeibare deel vast worden en een eutectische structuur krijgen.
Om onderscheid te maken tussen de fase die volledig uit bestaat en de uit de<br />
eutecticumstructuur, spreken we van respectievelijk primair (of pro‐eutectisch ) en eutectisch .<br />
De totale hoeveelheid in een legering is de som van het primaire en eutectische .<br />
Naast een eutecticum heb je ook nog andere karakteristieke punten in het fase‐diagram. Hieronder<br />
een overzicht van de bekende karakteristieke<br />
punten:<br />
• Eutecticum: <br />
• Eutectoïde: <br />
• Peritecticum: <br />
• Peritectoïde: <br />
• Congruent punt: (dus geen 2‐fasengebied in het fase‐diagram)<br />
Hypo‐eutectoïdisch: staal met minder dan 0,76% koolstof; Hyper‐eutectoïdisch: meer dan 0,76% C<br />
Verschillende typen fasendiagrammen<br />
Het simpelste fase‐diagram is het fase‐diagram van 1 stof, bijv. water, waarin je bij verschillende<br />
temperaturen en drukken de fase (vast, vloeibaar of gasvormig) af kunt lezen.<br />
Indien er meerdere stoffen met elkaar gemengd zijn, spreken we van een binair systeem. Bij een<br />
isomorf systeem zijn de twee legeringselementen altijd volledig in elkaar oplosbaar. Dan krijg je een<br />
fasediagram met alleen de fasen , en . Je zit dus altijd in het 1‐fase gebied, en het<br />
fasediagram bevat ook geen eutecticum o.i.d.<br />
Daarnaast bestaat er ook een binair eutectisch systeem. Hierin kunnen wel situaties met een 2‐<br />
fasengebied voorkomen, en deze bevatten ook één of meerdere eutecticums o.i.d.<br />
Congruente faseovergangen<br />
We spreken van een congruente fase‐overgang als er geen veranderingen in de samenstelling van de<br />
fase zijn, da wil zeggen dat de percentages van stof A en stof B gelijk blijven. Een voorbeeld is het<br />
smelten van pure materialen. Is dit niet voor elke fase het geval, dan spreken we van een<br />
incongruente fase‐overgang. Een voorbeeld is het laten stollen van legeringen in een isomorf fase‐<br />
diagram.<br />
Harder maken van materialen:<br />
Zoals in het begin al is gemeld, hebben legeringen onder andere als doel het sterker en harder maken<br />
van metalen. Dit doen ze door het bewegen van dislocaties (=plastische deformatie) tegen te gaan.<br />
Dit kan op 2 manieren:<br />
• Oplossingsharding (1 fase): het toevoegen van substitutionele of interstitiële atomen,<br />
bijvoorbeeld koper en zink in elkaar oplossen (messing), koolstof oplossen in ijzer (staal).<br />
• Matrix en deeltjes (2 fasen): grote gedeelten met ander materiaal tussen de hoofdstructuur,<br />
bijvoorbeeld koolstoflamellen in gietijzer, precipitaties.<br />
Roestvast staal (RVS)<br />
De structuur van RVS is onder de lichtmicroscoop slecht zichtbaar omdat er een glimmende laag<br />
chroomoxide overheen zit. In plaats van korrelgrenzen zie je een egaal wit vlak, met hier en daar een<br />
kras van een beschadiging.
Hoofdstuk 10: Faseovergangen in metalen<br />
Fase‐overgangen zijn er niet plotseling, maar beginnen met<br />
kiemvorming. Hiervan bestaan twee soorten, namelijk homogene<br />
kiemvorming en heterogene kiemvorming.<br />
Er is sprake van homogene kiemvorming als er spontaan nieuwe<br />
kiemen ontstaan doordat de vrije energie van de vaste fase lager is<br />
dan de vrije energie van de vloeibare fase. Niet alle nieuwe kiemen<br />
zijn blijvend. Ze worden pas blijvend als de vrije energie over een<br />
barrière (de kritische straal, <br />
) heen getild wordt. Is de vrije<br />
∆<br />
energie eenmaal over deze barrière (∆ <br />
∆) heen, dan wordt de vrije energie steeds minder<br />
naarmate de kiem groter wordt en dan is kristallisatie dus gunstig. De barrière is zichtbaar in de<br />
grafiek in de vorm van een somfunctie van de grensvlakenergie en de bulkenergie. Hierin is de<br />
grensvlak‐energie en ∆ is het vrije‐enthalpieverschil. Voor homogene kiemvorming is een grote<br />
onderkoeling nodig, waardoor er veel kiemvorming is. Dit geeft een relatief fijne structuur.<br />
Daarnaast bestaat er ook nog heterogene kiemvorming. Hierbij zijn al een aantal startpunten voor<br />
kristallisatie ingebouwd (in de vorm van verontreinigingen). Op deze plaatsen is de barrière (zoals die<br />
bij homogene nucleatie bestaat) al weg, zodat het kristallisatieproces direct begint bij onderkoeling.<br />
Hierdoor is de temperatuur nog hoger, waardoor de korrels sneller groeien. Dit geeft een relatief<br />
grove structuur.<br />
Bij het stollen van gietijzer in verschillende vormen zullen verschillende structuren ontstaan:<br />
Bij het coquillegieten zal de buitenkant van het werkstuk snel afkoelen door de koude mal. Hierdoor<br />
is er aan de rand een grote onderkoeling, waardoor heel veel kleine kiemen ontstaan. Daarachter zal<br />
de onderkoeling iets kleiner worden, maar omdat er in dit gebied sprake is van een duidelijke<br />
temperatuursgradiënt zullen de kiemen in de richting van die temperatuursgradiënt groeien (richting<br />
van warm naar koud: dus vanaf het middelpunt naar buiten). In het midden zal er weinig<br />
onderkoeling zijn, en de invloed van de temperatuursgradiënt wordt steeds minder. Daardoor is er<br />
middenin geen duidelijke groeirichting meer aan te wijzen, en in combinatie met een kleine<br />
onderkoeling levert dit grove korrels.<br />
Bij het zandgieten gebeurt in wezen hetzelfde als in het midden bij coquillegieten: Er is geen<br />
duidelijke temperatuursgradiënt tijdens het afkoelen, waardoor er sprake is van een kleine<br />
onderkoeling, en hierdoor ontstaan grove korrels.
Microporositeit: Holtes die tijdens het stollen ontstaan omdat de dikke vloeistof te stroperig is om<br />
aan de kant gedrukt te worden door nieuwe dunne vloeistof, dus kunnen ze niet opgevuld worden.<br />
De kristallen in staal worden tijdens het stollen gevormd uit zogenaamde dendrieten. Dendrieten<br />
kenmerken zich door een vertakkende structuur, de dendrietarmen. Deze dendrietarmen groeien in<br />
de richting van de temperatuursgradiënt. Ze groeien net zolang door totdat ze elkaar raken.<br />
Vervolgens beginnen de dendrietarmen zich te verdikken, waardoor uiteindelijk alleen nog de<br />
korrelgrenzen zichtbaar zijn.<br />
Het ijzerkoolstofdiagram<br />
Eén van de belangrijkste diagrammen is het ijzer‐koolstofdiagram, met name het eerste gedeelte<br />
(tot 6,70 massa% koolstof). In dit deel zitten namelijk alle belangrijke gietijzer‐ en staalsoorten.<br />
Helemaal links in het diagram kan de structuur van 100% ijzer gevonden worden:<br />
• Ferriet: KRG ijzer, de vorm bij lage temperaturen tot 912°C (α‐ijzer)<br />
• Austeniet: KVG ijzer, de vorm bij temperaturen 912°C ‐1394°C (γ‐ijzer)<br />
• Delta‐ferriet: KRG ijzer, de vorm bij hoge temperaturen vanaf 1394°C tot smeltpunt (δ‐ijzer)<br />
Als er koolstof wordt toegevoegd aan het ijzer, zal hiervan eerst een deel interstitieel oplossen. Bij<br />
het KVG ijzer zal het koolstof atoom midden in de kubus gaan zitten. Bij KRG ijzer zal het koolstof<br />
atoom midden op de grensvlakken gaan zitten. Wordt de hoeveelheid koolstof echter te groot, dan<br />
zal het niet meer oplossen, waardoor je in het 2‐fasengebied terecht komt. Hierdoor ontstaat een<br />
nieuwe stof, namelijk cementiet. Deze stof zet zich af aan de korrelgrenzen:<br />
• Cementiet: IJzer gemengd met koolstof (Fe3C)<br />
Bij verschillende hoeveelheden koolstof heeft de ijzer‐koolstoflegering verschillende namen:
• Puur ijzer: ijzer met minder dan 0,0008 % koolstof<br />
• Staal: ijzer met 0,0008 – 2,14 % koolstof (gangbaar:
Isotherm tijdtemperatuurtransformatie diagram (TTTdiagram)<br />
Om te achterhalen welke staalsoort<br />
ontstaat tijdens het afkoelen van de ijzer‐<br />
koolstoflegering, kun je gebruik maken<br />
van het isotherme TTT‐diagram, zie het<br />
figuur hiernaast (deze geldt voor 0,76% C).<br />
De gekleurde lijnen zijn enkele<br />
voorbeelden van hoe het diagram<br />
afgelezen kan worden. Het verschil tussen<br />
het TTT‐diagram en het fasediagram is dat<br />
in het TTT‐diagram de metastabiele fasen<br />
afgelezen kunnen worden. Hierbij moet<br />
opgemerkt worden dat alleen austeniet<br />
kan transformeren, dus bijv. bainiet wordt<br />
geen martensiet meer, dan moet je het<br />
eerst weer opwarmen tot austeniet.<br />
Een stof noemen we metastabiel als hij in<br />
een bepaalde toestand wél stabiel is, maar<br />
niet in de laagste energietoestand. Een<br />
goed voorbeeld hiervan is cementiet. Deze<br />
stof zal bij kamertemperatuur niet<br />
ontbinden in ijzer en koolstof, maar als hij<br />
opgewarmd wordt en vervolgens een paar<br />
jaar opgeslagen, dan zal hij ontbinden in ijzer en koolstof.<br />
Continue koeling transformatie diagram (CCTdiagram)<br />
In de praktijk blijkt het lastig metalen een isotherme warmtebehandeling te geven. Daarom is er ook<br />
een diagram ontwikkeld waarin je de curves voor afkoelsnelheden kunt tekenen, uitgaande van een<br />
constante afkoelsnelheid in °C/s. In het CCT‐diagram van een ijzer‐koolstof legering met 0,76%<br />
koolstof zit geen bainiet‐neus, omdat de snelheidskromme altijd eerst door het perlietgebied komt,<br />
voordat hij bij net bainietgebied aan zou komen. Dit zou betekenen dat al het austeniet al<br />
getransformeerd is tot perliet, en dan is het niet meer mogelijk om bainiet te vormen.
Mechanische eigenschappen<br />
De hardheid en sterkte van ijzer‐koolstof legeringen die de fasen ferriet en cementiet bevatten<br />
hangen af van het grensoppervlak tussen deze twee fasen. Hoe groter dit gebied, des te harder en<br />
sterker is dit materiaal. Dit komt omdat deze grenzen de beweging van dislocaties belemmeren.<br />
Tevens zorgt de cementiet fase ervoor dat deformatie van de ferrietfase aan de grenzen beperkt<br />
wordt. Fijnkorrelig perliet is dus harder dan grofkorrelig perliet, omdat er meer grensoppervlak is.<br />
Martensiet is een zeer hard en bros materiaal, omdat er relatief weinig mogelijke glijsystemen zijn<br />
voor een TRG (tetragonaal ruimtelijk gecentreerde) kristalstructuur. Tevens zit alle koolstof vast<br />
opgelost. Hierdoor wordt het voor de dislocaties erg moeilijk om te bewegen. Indien men martensiet<br />
gaat veredelen, neemt de hardheid af en de taaiheid toe. Dit komt omdat er dan cementiet bolletjes<br />
aan de fase‐grenzen ontstaan, die steeds groter worden.<br />
De ductiliteit wordt gemeten in AR% (Area reduction).
Hoofdstuk 11: Toepassingen en processen voor metaallegeringen<br />
Ongelegeerd staal<br />
Ongelegeerd staal is ijzer met daarin onder andere koolstof, mangaan en silicium opgelost. Daarnaast<br />
kunnen er zeer kleine hoeveelheden zwavel, fosfor, stikstof en zuurstof in voorkomen. De sterkte van<br />
ongelegeerd staal kan op de volgende manieren opgevoerd worden:<br />
• Korrelverfijning<br />
• Versteviging (koud‐deformatie)<br />
• Vaste‐oplossingsharding (Mn, Si)<br />
• Harde tweede fase cementiet<br />
naast ferriet<br />
• Vorming van martensiet<br />
Enkele warmtebehandelingen voor<br />
ongelegeerd staal (zie figuur):<br />
1. Normaliseren (normaalgloeien)<br />
2. Harden<br />
3. Onderbroken harding<br />
4. Warmbad harding<br />
5. Bainitisch harden<br />
6. Patenteren<br />
Het doel van zachtgloeien is het omzetten van plaatvormig cementiet naar bolvormig cementiet bij<br />
staal met 0,5% tot 0,8% koolstof. Dit omzetten kan door diffusie van C‐atomen. Hierdoor zullen de<br />
sterkte en hardheid van het staal afnemen, maar de taaiheid neemt toe, waardoor het staal beter<br />
bewerkbaar wordt. Dit proces duurt 5 tot 10 uur, bij een temperatuur van rond de 700°C. Tijdens het<br />
verspanen is het voor de beitel gemakkelijker om de harde cementietbolletjes aan de kant te<br />
drukken in de zachte ferriet/perliet massa, dan om plaatvormige cementiet weg te drukken. Hierdoor<br />
heb je minder beitelslijtage.<br />
Daarnaast bestaat er ook nog spanningsarm gloeien. Hierbij dalen de inwendige spanningen,<br />
veroorzaakt door plastische vervormingen, niet‐uniforme koeling of fase‐overgangen waarbij de<br />
oude en nieuwe fase verschillende dichtheden hebben. Het wegnemen van deze spanningen kan<br />
door het werkstuk gedurende enige tijd op hogere temperatuur te laten verblijven, net zolang totdat
het hele werkstuk een uniforme temperatuur heeft, en vervolgens het werkstuk weer rustig af te<br />
laten afkoelen in lucht. Deze temperatuur is meestal niet zo hoog dat de effecten van bijv.<br />
afschrikken ongedaan kunnen worden gemaakt.<br />
Door normaalgloeien krijg je een korrelverfijning met een homogene korrelgrootte, bestaande uit<br />
ferriet‐ en perlietkorrels. Het normaalgloeien gebeurt bij temperaturen zo’n 55°C boven de fase‐<br />
grens. Hierdoor kom je dus tijdelijk in het austeniet‐gebied, en na rustig afkoelen kom je weer terug<br />
in het ferriet/perliet gebied, dus je krijgt 2 keer een korrelverfijning. Door dit proces nemen de<br />
hardheid en de rekgrens van het materiaal toe.<br />
Harden is het zeer snel afkoelen van staal in het austeniet‐gebied naar het martensietgebied.<br />
Hierdoor ontstaat heel hard en slijtvast staal. Hiervoor zijn verschillende afkoelmiddelen, namelijk<br />
een oven, zoutbad, lucht, olie of water. Na het harden blijven er restspanningen over in het<br />
materiaal. Bovendien blijven er stukken rest‐austeniet in het materiaal zitten. Dit kan verholpen<br />
worden door te gaan ontlaten. De hardingsdiepte (diepte martensiet‐fase) wordt gecontroleerd met<br />
de Jominy proef. Er kan tevens gehard worden door extra legeringselementen toe te voegen, zoals<br />
Ni, Cr of Mo. Deze vertragen de vorming van perliet/ferriet, zodat er meer martensiet ontstaat. De<br />
hardingsdiepte wordt verder beïnvloed door de grootte van de austenietkorrels (grote korrels =<br />
minder grensvlak = minder kiemvorming perliet = meer martensietvorming), de thermische<br />
geleidingscoëfficiënt (goede geleiding = sneller afkoelen binnenkant = meer hardingsdiepte) en de<br />
soortelijke warmte (hoge soortelijke warmte = veel energie afvoeren per graad koeling = langzamere<br />
koeling = minder martensietvorming, dus minder hardingsdiepte).<br />
Ontlaten doe je bij relatief lage temperatuur, namelijk onder de 200°C. Hierdoor ontstaat zeer fijn ε‐<br />
carbide (Fe2,4C). Bij dit proces transformeert het rest‐austeniet in martensiet. Tevens worden, als het<br />
koolstofpercentage minstens 1% bedraagt, restspanningen weggenomen, waardoor het materiaal<br />
minder bros wordt en de kans op spontane scheuren kleiner wordt.<br />
Daarnaast bestaat er ook nog veredelen. Dit doe je met martensiet tussen de 400 en 600°C, bij een<br />
koolstofpercentage van 0,35 tot 0,70%. Hierdoor krijg je fijn verdeelde cementietbolletjes in het<br />
ferriet. Hierdoor wordt het materiaal sterk en taai.<br />
Enkele oppervlaktebehandelingen voor ongelegeerd staal zijn:<br />
• Carboneren<br />
• Carbonitreren<br />
• Nitreren<br />
• Vlam‐ en inductieharding<br />
Veredelen<br />
Carboneren is het verhogen van het koolstofgehalte in staal door het in een koolstofrijke omgeving<br />
te leggen, zodat het koolstof van buitenaf via diffusie op kan lossen in het staal. Hierbij wil je in het<br />
austeniet‐gebied zitten, omdat je dan veel meer koolstof op kunt lossen in het staal. Dit austeniet‐<br />
gebied wordt bereikt bij relatief hoge temperaturen. Hierdoor kan er bij langdurig carboneren sprake<br />
zijn van korrelgroei. Dit verschijnsel kan ongedaan gemaakt worden door na afloop te gaan<br />
normaliseren. Carboneren kan nuttig zijn om staal een koolstofgehalte van boven de 0,3% te geven,<br />
zodat harden mogelijk is (bij een te laag koolstofgehalte kan geen martensiet gevormd worden).
Het carbonitreren is een alternatief voor het carboneren dat wordt toegepast bij ongelegeerde<br />
materiaalsoorten, zoals automatenstaal, Fe360 en C45. Het verschil tussen carboneren en<br />
carbonitreren is dat bij carbonitreren in gasvorm naast koolstof ook stikstof langs het oppervlak<br />
geleid wordt. De stikstof die met de koolstof in het oppervlak diffundeert, verbetert de hardbaarheid<br />
zodat ook beperkt hardbare staalsoorten voorzien kunnen worden van een hard oppervlak. De<br />
bereikbare dieptes zijn, ten opzichte van de carboneerstaalsoorten, beperkt.<br />
Bij het nitreren wordt op hoge temperatuur een stroom ammoniakgas (NH3) langs de buitenkant van<br />
het stalen product geleid. De stikstof (N2) uit het gas gaat hierbij een chemische reactie aan met ijzer<br />
atomen uit de schil. Hierbij worden in de schil zeer harde, slijtvaste ijzer‐nitriden gevormd (FexN). Om<br />
deze reactie mogelijk te maken, moet het staal wel gelegeerd zijn met enkele procenten Al, Cr en<br />
Mo.<br />
Met behulp van de processen vlamharding en inductieharding wordt een materiaal gemaakt met een<br />
harde martensitische schil en een zachte kern. Dit wordt gedaan door van een koud materiaal alleen<br />
de schil heel snel op te warmen met een autogene vlam (vlamharding) of inductieve verhitting<br />
(inductieharding), en gelijk weer af te schrikken.<br />
Precipitatie<br />
Precipitatie is het maken van een “oververzadigde oplossing”. Dit gebeurt in 3 stappen:<br />
1. Oplosgloeien: Wachten totdat al het koper opgelost is in aluminium<br />
2. Afschrikken: Op het moment dat het koper goed opgelost is ga je heel snel afkoelen.<br />
Hierdoor kan het koper niet zo snel naar zijn evenwichtsfase. Je krijgt nu een oververzadigde<br />
oplossing. Hierdoor blijven tevens de vele vacatures in het materiaal aanwezig.<br />
3. Verouderen: Je laat de losse opgeloste koperatomen langzaam weer naar elkaar toe komen,<br />
waardoor er groepjes worden gevormd. De grootte van die groep bepaalt de rekgrens. Er is<br />
een bepaalde optimale grootte waarbij de rekgrens maximaal is.<br />
De gevormde koper groepen noemen we precipitaten en zijn op onderstaande foto te zien.<br />
Let op: De stof is nu nog niet in thermodynamisch evenwicht, maar omdat de diffusiesnelheid op lage<br />
temperaturen ook heel laag is, kun je het materiaal prima gebruiken.
Niet elke legeringssamenstelling is geschikt voor precipitatie. De samenstelling moet aan twee eisen<br />
voldoen, namelijk een oplosbaarheid van enkele procenten van stof A in B, en de oplosbaarheid moet<br />
snel afnemen bij precipitatie. Een ideaal punt voor precipitatie staat in de figuur hierboven<br />
weergegeven. Bij het opwarmen van het materiaal verdwijnen de precipitaten, en daarmee het<br />
effect van de precipitatieharding.<br />
Oplossingsharden<br />
Een andere techniek om de hardheid en treksterkte van metalen te vergroten is door middel van<br />
oplossingsharden. Hierbij worden substitutionele atomen toegevoegd die niet mooi in het<br />
metaalrooster passen,waardoor er interne spanningen ontstaan en het materiaal harder en sterker<br />
wordt. Bij het opwarmen gaat het effect van oplossingsharding NIET verloren.<br />
Gietijzer<br />
Gietijzer bevat gemiddeld zo’n 3% tot 4% koolstof. De structuur hangt onder andere af van het<br />
koolstofgehalte, siliciumgehalte en afkoelsnelheid (lagere afkoelsnelheid zorgt voor meer<br />
koolstofvorming). Er zijn verschillende soorten gietijzer:<br />
• Grijs gietijzer varianten (Si‐gehalte 1‐3%)<br />
o Perlitisch grijs gietijzer<br />
o Ferritisch grijs gietijzer<br />
o Gewoon grijs gietijzer<br />
• Wit gietijzer varianten (Si‐gehalte
Nodulair gietijzer is gietijzer waarbij een kleine hoeveelheid<br />
magnesium en/of cerium is toegevoegd. Ook bij deze<br />
gietijzersoort ontstaat er losse koolstof (net als bij lamellair<br />
gietijzer), maar nu in de vorm van kleine bolletjes in een ferriet‐<br />
of perlietmatrix. Hierdoor nemen de taaiheid en de sterkte toe<br />
(vergelijkbaar met de standaard staalsoorten). Het wordt<br />
gebruikt voor kleppen, krukassen en andere auto‐ en machine‐<br />
onderdelen.<br />
Nodulair gietijzer<br />
Wit gietijzer ontstaat bij stoffen met minder dan 1% silicium, gemiddeld een koolstofpercentage van<br />
2,5% tot 4%, en hoge afkoelsnelheden, waardoor het overgrote deel van het koolstof opgeslagen<br />
blijft als cementiet, en het cementiet dus niet kan ontleden tot ijzer en grafiet. Als je het doormidden<br />
zou breken, dan heeft een gedeelte van het breukvlak een witte kleur (cementiet), omringd door<br />
perliet. Door de grote hoeveelheid cementiet die er in zit, is het gietijzer erg hard, maar tegelijkertijd<br />
ook erg bros, zodat het bijna niet na te bewerken is. Daarom wordt het ook niet veel toegepast. Het<br />
meeste witte gietijzer dient als tussenproduct in de productie van gemêleerd gietijzer. Door de<br />
noodzakelijke hoge afkoelsnelheid is het onmogelijk om hiervan dikwandige producten te maken.<br />
Gemêleerd gietijzer ontstaat wanneer wit gietijzer een bepaalde tijd herverwarmd wordt tot 800‐<br />
900°C. Hierdoor gaat het cementiet alsnog ontleden en worden er grafietclusters gevormd, omringd<br />
door een ferrietmatrix. Hierdoor nemen de sterkte en taaiheid toe. Deze gietijzersoort lijkt erg op<br />
nodulair gietijzer, alleen ziet het grafiet er hier niet uit als bolletjes, maar meer als rozetjes. Ook is er<br />
bij deze gietijzersoort sprake van twee varianten, namelijk perlitisch gemêleerd gietijzer (snel koelen)<br />
en ferritisch gemêleerd gietijzer (langzaam koelen). Deze gietijzersoort wordt gebruikt voor<br />
tandwielen, differentieelbehuizingen, fittingen en voor andere zware toepassingen in de automobiel,<br />
spoorweg‐ en maritieme industrie.<br />
Frisijzer wordt geproduceerd door hoog koolstofhoudend wit gietijzer te gloeien in een koolstof<br />
onttrekkend (decarburiserend) medium. Koolstof wordt verwijderd aan het oppervlak van het<br />
gietstuk en het verlies wordt alleen gecompenseerd door de diffusie van koolstof uit het inwendige<br />
van het gietstuk. Frisijzeren gietstukken zijn inhomogeen met<br />
een ontkoolde oppervlaktelaag en een kern met een hoger<br />
koolstofgehalte.<br />
Temperijzer wordt gemaakt door het gloeien (900‐950°C) van<br />
wit gietijzer met een laag koolstofgehalte (2,2 ‐ 2,9 %) zonder<br />
decarburisering. De resulterende structuur van koolstof in een<br />
ferriet matrix is homogeen met betere mechanische<br />
eigenschappen dan frisijzer. Tevens neemt de schokvastheid<br />
toe.<br />
Temperijzer<br />
Gelegeerde stalen<br />
Door het legeren van staal worden betere eigenschappen verkregen. Enkele voordelen van legeren:<br />
• Vergroten hardingsdiepte (grotere werkstukken)<br />
• Behoud sterkte bij verhoogde temperatuur in ontlaten toestand<br />
• Verhoogde corrosieweerstand
• Behoud sterkte bij temperaturen < 0°C<br />
Enkele voorbeelden van bekende gelegeerde staalsoorten:<br />
• Dual phase steel<br />
• Ausformingsstaal<br />
• Maraging staal<br />
• Veredelingsstaal<br />
• Roestvast staal (RVS)<br />
o Ferritisch RVS (goed lasbaar, rekgrens 300‐400 MPa)<br />
o Martensitisch RVS (niet lasbaar, grote sterkte en slijtvastheid)<br />
o Austenitisch RVS (Corrosie bij de korrelgrenzen door chroomarme zone op hoge T)<br />
o Precipitatie‐hardend RVS (martensitisch RVS met intermetallische bindingen)<br />
Dual phase steel is staal met een laag koolstofgehalte, snel gekoeld vanaf het twee‐fasengebied.<br />
Hierdoor ontstaat zowel ferriet als martensiet. Met dieptrekken wordt het sterk verstevigd.<br />
Ausformingsstaal wordt gemaakt door het toevoegen van chroom, molybdeen, vanadium, mangaan<br />
en nikkel. Het heeft een hoge sterkte en ductiliteit. Tevens zorg je er door deze toevoegingen voor<br />
dat de bainiet‐ en perlietneuzen in het TTT‐diagram opgeschoven worden in de tijd, zodat er ook bij<br />
lagere afkoelsnelheden martensiet gevormd kan worden. Dit komt omdat de substitutionele<br />
legeringselementen slecht diffunderen, waardoor de perliet/bainiet‐vorming belemmerd wordt.<br />
Hierdoor is er tijd voor plastische deformatie in het metastabiele gebied, en kun je na afloop toch<br />
martensiet/bainiet maken. Dit is echter moeilijk uitvoerbaar, omdat je staal met hoge temperatuur<br />
moet deformeren. Warm walsen behoort tot de mogelijkheden.<br />
Maraging staal heeft de bijzondere eigenschap dat de fase‐grenzen tijdens het afkoelen op een<br />
andere temperatuur liggen dan bij het opwarmen. Het is tevens goed lasbaar. Het wordt gemaakt<br />
door verschillende nikkelverbindingen toe te voegen( Ni3Mo, Ni3Al en Ni3Ti).<br />
Verder zijn er verschillende soorten veredelingsstaal. Dit is staal waarbij ze tijdens het veredelen<br />
(harden + ontlaten, zie eerder in de samenvatting) enkele legeringselementen hebben toegevoegd:<br />
• grote doorhardingsdiepte: Mn, Cr, Si, Ni, B (0,005 %)<br />
• lagere toegestane afkoelsnelheid (scheurvorming)<br />
• Beperken korrelgroei (V)<br />
• Beperken ontlaatbrosheid (Mo)<br />
• Precipitatie tijdens ontlaten (Mo, Cr)<br />
• Hardheid behouden op hoge temperatuur (650°C) door secondaire harding in een Mo‐staal<br />
Er is pas sprake van roestvast staal als er meer dan 12% chroom aanwezig is. Hierdoor ontstaat een<br />
oxidatievaste chroomoxide‐laag Cr2O3, die we de σ‐fase noemen. Deze fase zet zich af aan de<br />
korrelgrenzen, en maakt het materiaal erg bros. Deze oxidatiehuid is echter wel gevoelig voor Cl ‐<br />
ionen. Door meer chroom toe te voegen wordt het austeniet‐gebied steeds kleiner, daarom wordt<br />
chroom ook wel een ferrietvormer genoemd. Dit komt omdat chroom een KVG‐structuur heeft.<br />
Nikkel daarentegen is een austenietvormer en heeft een KRG‐structuur.
Nonferro legeringen<br />
Enkele veelgebruikte non‐ferro legeringen:<br />
• Al‐legeringen<br />
o 2,7 g/cm 3<br />
o Goede corrosiebestendigheid<br />
o Goede warmte‐ en elektrische geleiding<br />
o E‐modulus = 70 GPa<br />
o KVG structuur:<br />
Goed vervormbaar (extrusie, smeden, walsen, draadtrekken)<br />
Geen taai/bros overgang<br />
o Sterkte: 40 MPa (onbehandeld, wordt beter door oplossingsharding (Mg),<br />
precipitatieharding en koud‐deformatie)<br />
o Temperatuursbestendigheid:<br />
Onbehandeld: 150 ‐ 200°C (in verband met kruip)<br />
Na toevoegen van Ni/Fe: 250°C<br />
Gesinterd Al + geoxideerd Al‐poeder (SAP): 500°C<br />
• Mg‐legeringen o 1,8 g/cm 3<br />
o Slechte corrosiebestendigheid<br />
o Goede warmte‐ en elektrische geleiding<br />
o E‐modulus = 45 GPa<br />
o HDP structuur:<br />
Slecht vervormbaar<br />
Goed verspaanbaar<br />
o Sterkte<br />
Lage taaiheid door HDP structuur<br />
Sterkte opvoeren door oplossingsharding (Al), precipitatieharding (vaak Al<br />
Zn), Toevoegen van Zr voor fijnere korrels en betere vervormbaarheid<br />
• Ni‐legeringen<br />
o Nikkel‐ijzer legeringen:<br />
Invar: Geen uitzetting tussen 0 en 100°C (competitie uitzetting en<br />
demagnetisatie)<br />
Covar: α van glas<br />
Elinvar: constante E‐modulus tussen 0 en 40°C<br />
o Nikkel‐koper legeringen<br />
Monel: zeer corrosiebestendig<br />
Constantaan: elektrische weerstand is niet afhankelijk van de temperatuur.<br />
Wordt gebruikt in gloeilampen.
• Zn‐legeringen<br />
o 7,1 g/cm 3<br />
o Goede atmosferische corrosiebestendigheid (deklaag op staal)<br />
o Zeer goede gietbaarheid met nauwkeurige toleranties<br />
o Minder goede vervormbaarheid<br />
o Lage kruipsterkte (Tm = 419°C, en kruip treedt op significant op bij 0,4Tm)<br />
• Cu‐legeringen<br />
o 8,94 g/cm 3<br />
o Goede corrosiebestendigheid<br />
o Goede warmte‐ en elektrische geleiding<br />
o E‐modulus = 70 GPa<br />
o KVG structuur:<br />
Goed vervormbaar (extrusie, smeden, walsen, draadtrekken)<br />
Geen taai/bros overgang<br />
o Ongeleerd koper (elektrisch):<br />
Sterkte (gerekristalliseerd): 200 MPa<br />
Sterkte opvoeren door oplossingsharding (Cd), koud‐deformatie of<br />
precipitatieharding (Cr, Be & Co)<br />
In een waterstofrijke omgeving ontstaat waterdamp, tevens scheurvorming.<br />
Op te lossen door toevoegen van P, maar dan lagere geleidbaarheid.<br />
o Enkele koperlegeringen (constructief):<br />
CuZn: Messing<br />
CuSn: Brons, wordt onder andere gebruikt voor gietwerk. Porositeit na het<br />
gieten kan hierbij een probleem zijn. Bij lagers gebruiken ze lagerbrons. Dit<br />
zijn harde, slijtvaste δ‐deeltjes in een zachte α‐matrix.<br />
CuAl: Aluminiumbrons<br />
CuNi: o.a. Cupronikkel<br />
CuBe: Koper en beryllium, dit materiaal heeft bijzonder gunstige<br />
eigenschappen, namelijk hoge treksterkte (1400 MPa), uitzonderlijk goede<br />
warmte‐ en elektriciteitsgeleiding, stijf, hard en licht. Het wordt onder<br />
andere gebruikt voor puntlaselektroden en in de luchtvaartindustrie. Het<br />
wordt vervaardigd door achtereenvolgens homogeengloeien, afschrikken en<br />
ontlaten op 325°C. Hierdoor ontstaat een fijne verdeling van CuBe.<br />
Kouddeformatie en rekristalliseren<br />
Materialen kunnen sterker worden gemaakt door middel van koud‐deformatie (versteviging). Hierbij<br />
zorg je voor een toename van het aantal dislocaties. De effecten van koud‐deformatie kunnen<br />
ongedaan gemaakt worden door het verwarmen van het materiaal. Het materiaal doorloopt hierbij<br />
achtereenvolgens de volgende processen:<br />
• Herstel = herverdelen van de dislocaties<br />
• Rekristallisatie = het ontstaan van nieuwe korrels op plaatsen met veel dislocaties<br />
• Korrelgroei = het groeien van de nieuw ontstane korrels<br />
LET OP: Rekristallisatie kan alleen bij een minimale koud‐deformatie (kritische deformatiegraad)
Hoofdstuk 17: Corrosie<br />
Corrosie is het ongewenst aantasten van een metaal. Er zijn 2 belangrijke soorten corrosie:<br />
• Oxidatie (Chemische corrosie): Metaal staat elektronen af; zonder elektrische verschijnselen.<br />
Veel metalen maken op deze manier een binding met zuurstof. Het roesten van staal is<br />
echter geen zuivere oxidatie, maar gaat gepaard met elektrochemische corrosie.<br />
• (Elektrochemische) corrosie: Metaal gaat in oplossing. Hiervoor is een elektrolyt (geleidende<br />
vloeistof) nodig. Dit proces verloopt via 2 halfreacties. De halfreacties verlopen alleen<br />
spontaan als de redoxpotentiaal van de reductie hoger is dan die van de oxidatie. Deze<br />
redoxpotentialen kun je opzoeken in een tabel met reductiereacties: o Reductiereactie (kathode, neemt elektronen op): <br />
2 <br />
o Oxidatiereactie (anode, geeft elektronen af): 2 LET OP: Zink geeft elektronen af, dus is een reductor. De reactie noemen we<br />
echter een oxidatie‐reactie, zie hierboven: oxidatie = afgeven elektronen.<br />
Vormen van corrosie<br />
Enkele veelvoorkomende vormen van elektrochemische corrosie:<br />
• Gelijkmatige aantasting (cor‐ten staal)<br />
• Put‐ en/of spleetcorrosie (RVS in zeewater, oorzaak: concentratieverschillen in elektrolyt)<br />
• Impingement attack (snelstromende vloeistoffen in buizen beschadigen de oxide‐huid)<br />
• Erosiecorrosie (vaste deeltjes van stromende vloeistoffen in buizen beschadigen oxidehuid)<br />
• Cavitatiecorrosie (holtes in vloeistof met lage druk imploderen en beschadigen oxide‐huid)<br />
• Spanningscorrosie (corrosie door spanning beneden de rekgrens samen met corrosief milieu)<br />
• Vermoeiingscorrosie (corrosie door wisselende belastingen samen met corrosief milieu)<br />
• Interkristallijne corrosie (RVS met plaatselijk minder dan 12% Cr)<br />
• Contactcorrosie (2 metalen met daartussen een elektrolyt die elkaar gedeeltelijk raken)<br />
Corrosie door lokale concentratieverschillen in de elektrolyt<br />
Blank staal dat met water in aanraking komt<br />
gaat roesten, omdat er zuurstof in het water<br />
zit opgelost. Doordat er vaak oneffenheden,<br />
spleten (bijv. bij boutverbindingen) en<br />
dergelijke in stalen voorwerpen zitten,<br />
kunnen er lokale concentratieverschillen<br />
van de zuurstof in het water staan. Zuurstof<br />
komt namelijk minder goed door nauwe<br />
spleten heen.<br />
Deze locale concentratieverschillen van zuurstof in water kunnen ervoor zorgen dat het metaal op de<br />
ene plaats sneller roest dan op de andere plaats. Bij ijzer in water vinden bijvoorbeeld de volgende<br />
twee halfreacties plaats:<br />
2 2 4 <br />
2 4 4 <br />
2 2 2 4
Aan de linkerkant van de vergelijking is te zien dat er zuurstof verdwijnt. Deze zuurstof wordt<br />
onttrokken aan de plek waar de zuurstofconcentratie het hoogst is, dus in het zuurstofrijke gebied.<br />
Aan de rechterkant is te zien dat er onder andere Fe 2+ ionen ontstaan. Deze zullen juist ontstaan op<br />
de plek waar de zuurstofconcentratie het laagst is, dus op de plekken in het metaal die grenzen aan<br />
het zuurstofarme gebied. Je kunt dus zeggen dat de anode van dit systeem zich in het zuurstofarme<br />
gebied bevindt en de kathode in het zuurstofrijke gebied. Kathode en anode moeten echter<br />
elektrisch verbonden zijn om de redoxreactie te kunnen laten verlopen, hier zorgt het vaste ijzer<br />
voor. In het midden zitten dus verreweg de meeste Fe 2+ ionen, en juist deze ionen zijn<br />
verantwoordelijk voor roestvorming.<br />
Bescherming tegen corrosie<br />
Enkele veelgebruikte manieren om materiaal tegen corrosie te beschermen:<br />
• Materiaalkeuze afstemmen op de omgeving<br />
• Deklagen (verf, gegalvaniseerd ijzer, emaille pan, enz.)<br />
• Constructie en fabricage<br />
o Voorkomen van stilstaand/ophopend water<br />
o Voorkomen van turbulentie<br />
o Voorkomen van te hoge restspanningen<br />
• Kathodische bescherming (te beschermen metaal niet afdekken, maar elektrisch geleidend<br />
verbinden met een anode die nog onedeler is, zodat die eerst reageert en daardoor blijft het<br />
te beschermen materiaal toch intact, ondanks dat het helemaal onbeschermd blootgesteld<br />
wordt aan reactieve materialen)<br />
• Verandering van omgeving (koelvloeistof gebruiken in plaats van kraanwater)<br />
Vorming van oxide<br />
De groei van de oxidelaag op een metaal hangt er vanaf of de oxidehuid poreus is of niet. Bij een<br />
poreuze laag kan de zuurstof er zo doorheen, waardoor de oxidelaag lineair groeit. Bij een gesloten<br />
oxidelaag zal de zuurstof er via diffusie doorheen moeten. Dit duurt veel langer, en de oxidelaag zal<br />
parabolisch (wortelfunctie) of logaritmisch groeien.<br />
Het Pilling‐Bedworth getal is een maat voor poreusheid: <br />
<br />
<br />
<br />
(PB=)<br />
M = molecuulgewicht oxide; d = dichtheid metaal; p = aantal metaalatomen in het oxide;<br />
m = atoomgewicht metaal; D = dichtheid oxide<br />
PB < 1 geeft trekspanning, PB > 1 geeft drukspanningen. PB iets groter dan 1 is het meest gunstig.<br />
Bescherming tegen oxidatie<br />
Naast elektrochemische corrosie moeten metalen ook beschermd worden tegen oxidatie. Dit kan op<br />
verschillende manieren:<br />
• Omgeving (inerte gassen tijdens het lassen van materialen)<br />
• Materiaal (legeringen maken)<br />
• Deklagen (Vergullen van tulpstekkertjes)



