Trykkluftteknikk - KAESER Kompressorer
Trykkluftteknikk - KAESER Kompressorer
Trykkluftteknikk - KAESER Kompressorer

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
Trykkluftstasjoner består som<br />
regel av flere kompressorer<br />
med samme eller forskjellig<br />
størrelse. For å kunne<br />
koordinere de forskjellige enkeltmaskinene,<br />
er det nødvendig<br />
med en overordnet styring.<br />
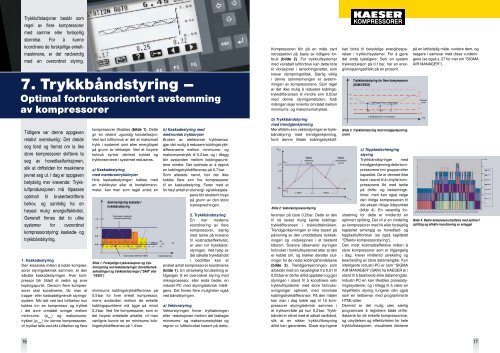
7. Trykkbåndstyring –<br />
Optimal forbruksorientert avstemming<br />
av kompressorer<br />
Tidligere var denne oppgaven<br />
relativt overskuelig: Det dreide<br />
seg først og fremst om la like<br />
store kompressorer skiftevis ta<br />
seg av hovedlastfunksjonen,<br />
slik at driftstiden for maskinene<br />
jevnet seg ut. I dag er oppgaven<br />
betydelig mer krevende: Trykkluftproduksjonen<br />
må tilpasses<br />
optimalt til brukerbedriftens<br />
behov, og samtidig ha en<br />
høyest mulig energieffektivitet.<br />
Generelt finnes det to ulike<br />
systemer for overordnet<br />
kompressorstyring: kaskade- og<br />
trykkbåndstyring.<br />
1. Kaskadestyring<br />
Den klassiske måten å koble kompressorer<br />
styringsteknisk sammen, er den<br />
såkalte kaskadestyringen. Hver kompressor<br />
blir tildelt et nedre og øvre<br />
koplingspunkt. Dersom flere kompressorer<br />
skal koordineres, får man et<br />
trappe- eller kaskadelignende styringssystem.<br />
Når det ved lavt luftbehov kun<br />
kobles inn en kompressor og trykket<br />
i det øvre området svinger mellom<br />
minimums- (p min ) og maksimumstrykket<br />
(p max ) for denne kompressoren,<br />
vil trykket falle ved økt luftbehov og flere<br />
kompressorer tilkobles (bilde 1). Dette<br />
gir en relativt ugunstig konstellasjon:<br />
Ved lavt luftforbruk er det et maksimalt<br />
trykk i systemet som øker energitapet<br />
på grunn av lekkasjer. Ved et høyere<br />
forbruk synker derimot trykket og<br />
trykkreservene i systemet reduseres.<br />
a) Kaskadestyring<br />
med membrantrykkbryter<br />
Hvis kaskadestyringen kobles med<br />
en trykkbryter eller et kontaktmanometer,<br />
kan man som regel anslå en<br />
Sammenligning kaskade-/<br />
trykkbåndstyring<br />
Trykkvariasjon tradisjonell<br />
hovedlastvekselkobling<br />
Sikkerhet<br />
Trykkvariasjon SAM eller VESIS (trykkbåndstyring)<br />
Bilde 1: Forskjellige trykkvariasjoner og trykkinnsparing<br />
ved kaskadestyringer (hovedlastvekselkoblinger)<br />
og trykkbåndstyringer ("SAM" eller<br />
"VESIS")<br />
minimums koblingstrykkdifferanse på<br />
0,5 bar for hver enkelt kompressor,<br />
mens avstanden mellom de enkelte<br />
koblingspunktene må ligge på minst<br />
0,3 bar. Ved fire kompressorer, som er<br />
det høyest anbefalte antallet, vil man<br />
vanligvis kunne se en minimums koblingstrykkdifferanse<br />
på 1,4 bar.<br />
b) Kaskadestyring med<br />
elektronisk trykkbryter<br />
Bruken av elektronisk trykksensor<br />
gjør det mulig å redusere koblingstrykkdifferansene<br />
mellom minimums- og<br />
maksimumstrykk til 0,2 bar, og i tillegg<br />
blir avstanden mellom koblingspunktene<br />
mindre. Det optimale er å oppnå<br />
en koblingstrykkdifferanse på 0,7 bar.<br />
Som allerede nevnt, bør det ikke<br />
kobles flere enn fire kompressorer<br />
til en kaskadestyring. Faren med et<br />
for høyt antall er at energi- og lekkasjetapene<br />
blir ekstremt høye<br />
på grunn av den store<br />
trykkspredningen.<br />
2. Trykkbåndstyring<br />
En mer moderne<br />
koordinering av flere<br />
kompressorer, særlig<br />
Tid<br />
med tanke på kravene<br />
til kostnadseffektivitet,<br />
er uten tvil trykkbåndstyringen.<br />
Ved hjelp av<br />
det såkalte trykkbåndet<br />
i bedriften kan et<br />
ønsket antall kompressorer koordineres<br />
(bilde 1). En ufravikelig forutsetning er<br />
tilgangen til en overordnet styring med<br />
mikroprosessor, eller enda bedre, en<br />
industri-PC med styringsteknisk intelligens.<br />
Det finnes flere muligheter også<br />
ved båndstyringen.<br />
a) Vektorstyring<br />
Vektorstyringen finner trykkøkningen<br />
eller -reduksjonen mellom det fastlagte<br />
minimums- og maksimumstrykket og<br />
regner ut luftforbruket basert på dette.<br />
Kompressoren blir på en måte styrt<br />
retrospektivt på basis av tidligere forbruk<br />
(bilde 2). For trykkluftsystemer<br />
med variabelt luftforbruk kan dette føre<br />
til vibrasjoner i rørledningsnettet, som<br />
krever dempningstiltak. Særlig viktig<br />
i denne sammenhengen er avstemmingen<br />
av kompressorene. Som regel<br />
er det ikke mulig å redusere koblingstrykkdifferansen<br />
til mindre enn 0,5 bar<br />
med denne styringsmetoden, fordi<br />
målingen skjer innenfor området mellom<br />
minimums- og maksimumstrykket.<br />
b) Trykkbåndstyring<br />
med trendgjenkjenning<br />
Mer effektiv enn vektorstyringen er trykkbåndstyring<br />
med trendgjenkjenning,<br />
fordi denne tillater koblingstrykkdif-<br />
Vektor<br />
trykkøkning<br />
over tid<br />
Vektor 1 Vektor 2<br />
Bilde 2: Vektorkompressorstyring<br />
feranser på bare 0,2 bar. Dette er den<br />
til nå lavest mulig kjente koblingstrykkdifferansen<br />
i trykkluftteknikken.<br />
Trendgjenkjenningen er ikke basert på<br />
påvisning av den umiddelbare trykkøkningen<br />
og -reduksjonen i et bestemt<br />
tidsrom. Snarere observerer styringen<br />
forbruket i trykkluftsystemet etter at den<br />
er koblet om, og trekker deretter slutninger<br />
for de neste koblingshendelsene<br />
(bilde 3). Trendgjenkjenningen som<br />
arbeider med en nøyaktighet fra 0,01 til<br />
0,03 bar er derfor alltid oppdatert og gjør<br />
styringen i stand til å koordinere selv<br />
trykkluftsystemer med store forbrukssvingninger<br />
optimalt, med minimale<br />
koblingstrykkdifferanser. På den måten<br />
kan man i dag koble opp til 16 kompressorer<br />
styringsteknisk sammen i<br />
et trykkområde på kun 0,2 bar. Trykkbåndet<br />
er sikret med et såkalt nødbånd,<br />
slik at en sikker trykkluftforsyning<br />
alltid kan garanteres. Disse styringene<br />
Vektor<br />
trykkreduksjon<br />
over tid<br />
kan bidra til betydelige energibesparelser<br />
i trykkluftsystemer. For å gjøre<br />
det enda tydeligere: Selv en system<br />
trykkreduksjon på 0,1 bar, har en energiinnsparingseffekt<br />
på en prosent.<br />
Trykkbåndsstyring for flere kompressorer<br />
(SAM/VESIS)<br />
1. Koblingspunkt for en kompressor<br />
2. Koblingspunkt for en kompressor<br />
Bilde 3: Trykkbåndstyring med trendgjenkjenning<br />
(over)<br />
c) Topplastavhenging<br />
styring<br />
Trykkbåndstyringer med<br />
trendgjenkjenning deler kompressorene<br />
inn i grupper etter<br />
kapasitet. De er dermed ikke<br />
bare i stand til å utnytte kompressorene<br />
likt med tanke<br />
på drifts- og belastningstimer,<br />
men kan også velge<br />
den riktige kompressoren til<br />
det eksakt riktige tidspunktet<br />
(bilde 4). En vesentlig forutsetning<br />
for dette er imidlertid en<br />
optimert splitting. Det vil si en inndeling<br />
av kompressorer med lik eller forskjellig<br />
kapasitet avhengig av hovedlast- og<br />
topplastluftforbruk (se også kapittelet<br />
"Effektiv kompressorstyring").<br />
Den mest kostnadseffektive måten å<br />
styre kompressorer som er tilgjengelig<br />
i dag, krever imidlertid utveksling og<br />
bearbeiding av store datamengder. Kun<br />
intelligente industri-PC-er som "SIGMA<br />
AIR MANAGER" (SAM) fra <strong>KAESER</strong> er i<br />
stand til å bearbeide slike datamengder.<br />
Industri-PC-en kan tilkobles prosesstyringssystemer,<br />
og i tillegg til å være en<br />
høyeffektiv styring fungerer den også<br />
som en nettserver med programmerte<br />
HTML-sider.<br />
Dermed er det mulig uten særlig<br />
programvare å registrere både driftsdataene<br />
for de enkelte kompressorene,<br />
og utnyttelsen og effektiviteten for hele<br />
trykkluftstasjonen, visualisere dataene<br />
på en lettfattelig måte, vurdere dem, og<br />
reagere i samsvar med disse vurderingene<br />
(se også s. 27 for mer om "SIGMA<br />
AIR MANAGER").<br />
Nominelt<br />
punkt<br />
Bilde 4: Bedre kompressorutnyttelse med optimert<br />
splitting og effektiv koordinering av anlegget<br />
16 17