Sølvlodd - Sveiseeksperten
Sølvlodd - Sveiseeksperten
Sølvlodd - Sveiseeksperten

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Generell beskrivelse<br />
<strong>Sølvlodd</strong> for bruk på alle typer stål, kobber og kobberlegeringer, nikkel og nikkellegeringer.<br />
<strong>Sølvlodd</strong><br />
Valg av loddemetall avhenger av ønsket applikasjon, loddetemperatur, loddetid og kapillæregenskaper, dvs evne til å bli<br />
sugd inn i loddefugen. Generelt vil økende innhold av sølv (Ag) bedre loddets flyteegenskaper og gi bedre egenskaper ved<br />
kapillærlodding, samt senke arbeidstemperaturen og tiden man må benytte for å varme opp arbeidsstykket.<br />
For pålodding av hardmetall (Brazetec 4900) eller karbidplater (Brazetec 49/Cu) benyttes lodd med evne til å fukte slike<br />
flater og til å ta opp spenninger mellom grunnmaterialet og det påloddede materiale.<br />
Lodd angitt med U er flussmiddelbelagt stav. Det kan ofte være fordelaktig å benytte fluss i tillegg, for eksempel for<br />
påsmøring av deler før sammensetting ved kapillærlodding.<br />
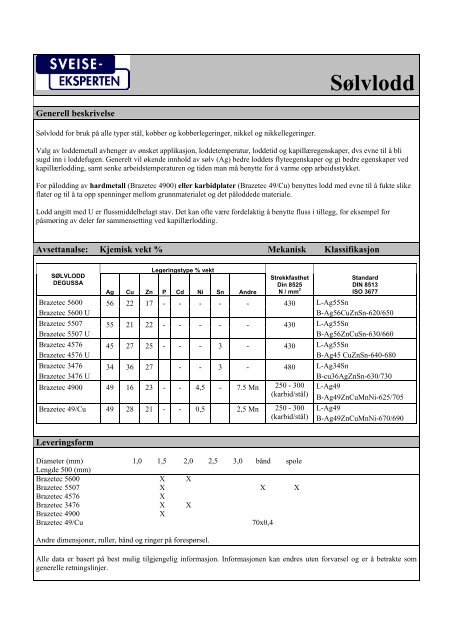
Avsettanalse: Kjemisk vekt % Mekanisk Klassifikasjon<br />
SØLVLODD<br />
DEGUSSA<br />
Ag<br />
Cu<br />
Zn<br />
Legeringstype % vekt<br />
P<br />
Cd<br />
Ni<br />
Sn<br />
Andre<br />
Strekkfasthet<br />
Din 8525<br />
N / mm 2<br />
Standard<br />
DIN 8513<br />
ISO 3677<br />
Brazetec 5600 56 22 17 - - - - - 430 L-Ag55Sn<br />
Brazetec 5600 U<br />
B-Ag56CuZnSn-620/650<br />
Brazetec 5507 55 21 22 - - - - - 430 L-Ag55Sn<br />
Brazetec 5507 U<br />
B-Ag56ZnCuSn-630/660<br />
Brazetec 4576 45 27 25 - - - 3 - 430 L-Ag55Sn<br />
Brazetec 4576 U<br />
B-Ag45 CuZnSn-640-680<br />
Brazetec 3476 34 36 27 - - 3 - 480 L-Ag34Sn<br />
Brazetec 3476 U<br />
B-cu36AgZnSn-630/730<br />
Brazetec 4900 49 16 23 - - 4,5 - 7.5 Mn 250 - 300<br />
(karbid/stål)<br />
L-Ag49<br />
B-Ag49ZnCuMnNi-625/705<br />
Brazetec 49/Cu 49 28 21 - - 0,5 2,5 Mn 250 - 300<br />
(karbid/stål)<br />
L-Ag49<br />
B-Ag49ZnCuMnNi-670/690<br />
Leveringsform<br />
Diameter (mm) 1,0 1,5 2,0 2,5 3,0 bånd spole<br />
Lengde 500 (mm)<br />
Brazetec 5600 X X<br />
Brazetec 5507 X X X<br />
Brazetec 4576 X<br />
Brazetec 3476 X X<br />
Brazetec 4900 X<br />
Brazetec 49/Cu 70x0,4<br />
Andre dimensjoner, ruller, bånd og ringer på forespørsel.<br />
Alle data er basert på best mulig tilgjengelig informasjon. Informasjonen kan endres uten forvarsel og er å betrakte som<br />
generelle retningslinjer.
Anvendelsesområde<br />
<strong>Sølvlodd</strong><br />
Karbider Næringsmiddel og helse Varme og sanitær Hardmetaller<br />
SØLVLODD<br />
(DEGUSSA)<br />
Arbeids<br />
teperatur<br />
Din 8505<br />
Smelte-<br />
område<br />
o C<br />
Bruksområde Fluss-<br />
middel<br />
Brazetec 5600 (U) 650 620-650 Rør og plater i kobber, kobberlegeringer, nikkel,<br />
nikkellegeringer, alle typer stål<br />
Brazetec 5507 (U) 660 630-660 Rør og plater i kobber, kobberlegeringer, nikkel,<br />
nikkellegeringer, alle typer stål<br />
Brazetec 4576 (U) 670 640-680 Rør og plater i kobber, kobberlegeringer, nikkel,<br />
nikkellegeringer, alle typer stål<br />
Brazetec 3476 (U) 710 630-730 Rør og plater i kobber, kobberlegeringer, nikkel,<br />
nikkellegeringer, alle typer stål<br />
Brazetec 4900 690 625-705 Lodding av verktøy med hardmetall og sintrede karbider S<br />
Brazetec 49/Cu<br />
Utførelse<br />
690<br />
670-690<br />
Sandwich bånd for lodding av hardmetall<br />
og sintrede karbider i plateform<br />
H Spesial<br />
H Spesial<br />
H Spesial<br />
H Spesial<br />
Før lodding må alle flater hvor det ønskes en loddeforbindelse gjøres grundig rene. Om nødvendig må flatene avfettes og<br />
også rengjøres mekanisk. Loddefugen må være helt ren og så fri for oksider som mulig før loddearbeidet påbegynnes.<br />
Delene settes sammen med en spalteåpning egnet for kapillærlodding, helst mellom 0,05 og 0,20 millimeter. Påfør litt fluss i<br />
fugeåpningen. Også ved benyttelse av flussbelagte loddestaver er det enkelte ganger nødvendig å tilføre noe ekstra fluss.<br />
Benytt nøytral eller svakt reduserende flamme. Varm opp arbeidsstykkene jevnt og på begge sider av fugen. Når<br />
flussmiddelet flyter glassaktig er temperaturen nær arbeidstemperaturen for loddet. Tilsett da lodd på fugen, og arbeid dette<br />
utover med flammen slik at det fyller forbindelsen. Varm ikke direkte på loddemetallet. Unngå å overopphete arbeidsstykket,<br />
da brennes flussmiddelet og grunnmaterialene oksiderer. Også ved langvarig oppvarming oksiderer flusset, og etter 5<br />
minutter i smeltet tilstand er flussets evne til å fjerne oksider ikke lenger tilstede!<br />
Vask alltid av flussmiddelrester med vann etter loddingen for å hindre senere korrosjonsskader.<br />
t<br />
L<br />
L<br />
t<br />
Anbefalt lengde på overlapping:<br />
L = 3 x tykkelsen t for kobber<br />
L = 6 x tykkelsen t for stål og rustfrie stål<br />
S