Precision Grinding - Norwegian

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
AVRETTING OG SKJERPING 139<br />
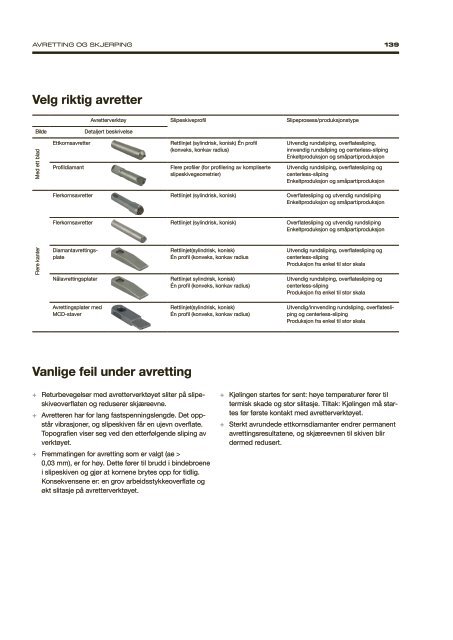
Velg riktig avretter<br />
Avretterverktøy Slipeskiveprofil Slipeprosess/produksjonstype<br />
Bilde<br />
Detaljert beskrivelse<br />
Med ett blad<br />
Ettkornsavretter<br />
Profildiamant<br />
Rettlinjet (sylindrisk, konisk) Én profil<br />
(konveks, konkav radius)<br />
Flere profiler (for profilering av kompliserte<br />
slipeskivegeometrier)<br />
Utvendig rundsliping, overflatesliping,<br />
innvendig rundsliping og centerless-sliping<br />
Enkeltproduksjon og småpartiproduksjon<br />
Utvendig rundsliping, overflatesliping og<br />
centerless-sliping<br />
Enkeltproduksjon og småpartiproduksjon<br />
Flerkornsavretter Rettlinjet (sylindrisk, konisk) Overflatesliping og utvendig rundsliping<br />
Enkeltproduksjon og småpartiproduksjon<br />
Flerkornsavretter Rettlinjet (sylindrisk, konisk) Overflatesliping og utvendig rundsliping<br />
Enkeltproduksjon og småpartiproduksjon<br />
Flere kanter<br />
Diamantavrettingsplate<br />
Nålavrettingsplater<br />
Rettlinjet(sylindrisk, konisk)<br />
Én profil (konveks, konkav radius<br />
Rettlinjet sylindrisk, konisk)<br />
Én profil (konveks, konkav radius)<br />
Utvendig rundsliping, overflatesliping og<br />
centerless-sliping<br />
Produksjon fra enkel til stor skala<br />
Utvendig rundsliping, overflatesliping og<br />
centerless-sliping<br />
Produksjon fra enkel til stor skala<br />
Avrettingsplater med<br />
MCD-staver<br />
Rettlinjet(sylindrisk, konisk)<br />
Én profil (konveks, konkav radius)<br />
Utvendig/innvending rundsliping, overflatesliping<br />
og centerless-sliping<br />
Produksjon fra enkel til stor skala<br />
Vanlige feil under avretting<br />
+ Returbevegelser med avretterverktøyet sliter på slipeskiveoverflaten<br />
og reduserer skjæreevne.<br />
+ Avretteren har for lang fastspenningslengde. Det oppstår<br />
vibrasjoner, og slipeskiven får en ujevn overflate.<br />
Topografien viser seg ved den etterfølgende sliping av<br />
verktøyet.<br />
+ Fremmatingen for avretting som er valgt (ae ><br />
0,03 mm), er for høy. Dette fører til brudd i bindebroene<br />
i slipeskiven og gjør at kornene brytes opp for tidlig.<br />
Konsekvensene er: en grov arbeidsstykkeoverflate og<br />
økt slitasje på avretterverktøyet.<br />
+ Kjølingen startes for sent: høye temperaturer fører til<br />
termisk skade og stor slitasje. Tiltak: Kjølingen må startes<br />
før første kontakt med avretterverktøyet.<br />
+ Sterkt avrundede ettkornsdiamanter endrer permanent<br />
avrettingsresultatene, og skjæreevnen til skiven blir<br />
dermed redusert.