

Revestimentos Automatizados em Camisas de Moenda 20/07
Revestimentos Automatizados em Camisas de Moenda 20/07
Revestimentos Automatizados em Camisas de Moenda 20/07

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
REVESTIMENTOS AUTOMATIZADOS EM CAMISAS DE MOENDA<br />
Tcg° Alexandre Serra dos Santos<br />
Para se fazer o trabalho <strong>de</strong> revestimento protetor das camisas <strong>de</strong> moenda através <strong>de</strong> um sist<strong>em</strong>a<br />
automatizado é necessário uma preparação a<strong>de</strong>quada das camisas, recursos, equipamentos e<br />
soldadores com conhecimentos no processo MIG/MAG e Arame Tubular. Neste artigo é<br />
apresentado todos os aspectos que envolv<strong>em</strong> esta aplicação.<br />
MATERIAIS EMPREGADOS<br />
Os materiais aqui recomendados foram previamente <strong>de</strong>senvolvidos, testados <strong>em</strong> laboratório e<br />
durante moag<strong>em</strong> para que possam oferecer excelente soldabilida<strong>de</strong> durante a aplicação e um<br />
resultado que atenda as exigências das usinas e <strong>de</strong>stilarias. Os procedimentos à seguir já foram<br />
aplicados com sucesso <strong>em</strong> diversas usinas e <strong>de</strong>stilarias <strong>em</strong> São Paulo, Paraná, Minas Gerais,<br />
Mato Grosso, Alagoas, Pernambuco, Goiás entre outros.<br />
1- BASE: ARS-5 ∅ 1,2 ou 1,6mm<br />
2- SOBRE-BASE: UTP AF DUR 600-MP ∅ 1,2 ou 1,6mm<br />
3- PICOTE: UTP AF LEDURIT 60 ∅ 1,6mm<br />
4- LATERAL: : UTP AF DUR 600-MP ∅ 1,2mm<br />
5- CHAPISCO: UTP AF 718-S ∅ 2,8 mm<br />
OBSERVAÇÕES:<br />
a) Em alguns casos a base po<strong>de</strong> ser dispensada aplicando<br />
diretamente a sobre-base. Isto é opção do cliente.<br />
b) Outra opção é aplicar na base o arame UTP AF 8-FN. Por ter<br />
alto teor <strong>de</strong> Níquel minimiza a quantida<strong>de</strong> <strong>de</strong> trincas.<br />
c) A seqüência <strong>de</strong> soldag<strong>em</strong> po<strong>de</strong> ser diferente conforme<br />
procedimento <strong>de</strong> cada cliente.<br />
PREPARAÇÃO DAS CAMISAS<br />
As camisas que receberão solda <strong>de</strong>v<strong>em</strong> estar usinadas, s<strong>em</strong> oxidação ou umida<strong>de</strong>. O perfil dos<br />
frisos pod<strong>em</strong> ser com ou s<strong>em</strong> rebaixo lateral, <strong>de</strong> acordo com o projeto da moenda.<br />
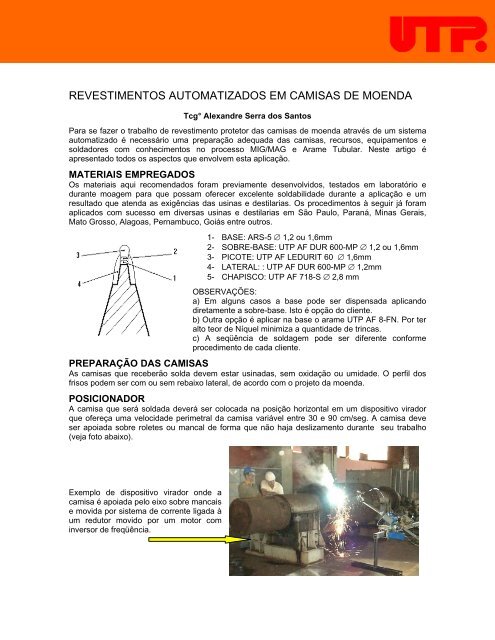
POSICIONADOR<br />
A camisa que será soldada <strong>de</strong>verá ser colocada na posição horizontal <strong>em</strong> um dispositivo virador<br />
que ofereça uma velocida<strong>de</strong> perimetral da camisa variável entre 30 e 90 cm/seg. A camisa <strong>de</strong>ve<br />
ser apoiada sobre roletes ou mancal <strong>de</strong> forma que não haja <strong>de</strong>slizamento durante seu trabalho<br />
(veja foto abaixo).<br />
Ex<strong>em</strong>plo <strong>de</strong> dispositivo virador on<strong>de</strong> a<br />
camisa é apoiada pelo eixo sobre mancais<br />
e movida por sist<strong>em</strong>a <strong>de</strong> corrente ligada à<br />
um redutor movido por um motor com<br />
inversor <strong>de</strong> freqüência.
Ex<strong>em</strong>plo <strong>de</strong> dispositivo virador on<strong>de</strong> a<br />
camisa é apoiada por roletes e movida<br />
por um eixo ligando um dos roletes à<br />
um redutor movido por um motor com<br />
inversor <strong>de</strong> freqüência. Este sist<strong>em</strong>a<br />
permite com que a camisa possa ser<br />
trabalhada antes <strong>de</strong> ser montada no<br />
eixo.<br />
FONTE DE SOLDAGEM<br />
A fonte <strong>de</strong> soldag<strong>em</strong> recomendada é uma fonte para soldag<strong>em</strong> MIG/MAG com capacida<strong>de</strong> mínima<br />
<strong>em</strong> torno <strong>de</strong> 375 A à 60% <strong>de</strong> ciclo. O cabeçote alimentador <strong>de</strong>ve ter roldanas com canal<br />
recartilhado para trabalhar com arames tubulares <strong>de</strong> até ∅1,6mm. Geralmente o gás utilizado é<br />
CO2. Para aplicação do chapisco por Arame Tubular se faz necessário uma fonte que proporcione<br />
600 A à 100% <strong>de</strong> ciclo.<br />
DISPOSITIVO PARA APLICAÇÃO DA SOLDA<br />
A solda po<strong>de</strong>rá ser aplicada através do manipulador <strong>de</strong> soldag<strong>em</strong> automática ou com o cabeçote<br />
oscilador acoplado à fonte MIG. Os dois métodos proporcionam alta produtivida<strong>de</strong> na soldag<strong>em</strong>.<br />
MANIPULADOR WF <strong>20</strong>01 BR OSCILADOR 3000 BR
MONTAGEM DO MANIPULADOR<br />
O manipulador <strong>de</strong> soldag<strong>em</strong> WF <strong>20</strong>01 BR consiste <strong>em</strong> um equipamento totalmente automatizado<br />
capaz <strong>de</strong> realizar todas as etapas <strong>de</strong> soldag<strong>em</strong> <strong>de</strong> revestimento das camisas <strong>de</strong> moenda <strong>de</strong> 48”<br />
até 84” inclusive a aplicação <strong>de</strong> chapisco. Os controles do manipulador são todos por sist<strong>em</strong>a <strong>de</strong><br />
CLP e servo motor com movimentos <strong>de</strong> precisão. Para montag<strong>em</strong> e instalação do manipulador <strong>de</strong><br />
soldag<strong>em</strong> se faz necessário o dispositivo virador da camisa, já citado, e <strong>de</strong> frente à camisa uma<br />
área útil para que seja colocado o trilho, o cabeçote, o painel <strong>de</strong> comando e a fonte <strong>de</strong> soldag<strong>em</strong>.<br />
O painel <strong>de</strong> comando do manipulador funciona na re<strong>de</strong> 2<strong>20</strong>V convencional e a fonte <strong>de</strong> soldag<strong>em</strong><br />
na re<strong>de</strong> 2<strong>20</strong>/380/440V trifásico.<br />
O manipulador WF <strong>20</strong>01 BR faz a soldag<strong>em</strong> <strong>de</strong> base e sobre-base dos frisos com tocha<br />
posicionada <strong>de</strong> forma fixa na parte superior da camisa (pos.1 do <strong>de</strong>senho abaixo). A soldag<strong>em</strong> <strong>de</strong><br />
lateral é realizada com a lança posicionando a tocha na vertical (pos.2 <strong>de</strong> <strong>de</strong>senho abaixo)on<strong>de</strong><br />
esta faz o movimento <strong>de</strong> oscilação para obter a largura <strong>de</strong>sejada da solda. A soldag<strong>em</strong> do picote<br />
se faz com a tocha posicionada na parte superior do friso ligeiramente recuada (pos.1 do <strong>de</strong>senho<br />
abaixo) <strong>de</strong> modo que proporcione o picote tipo lágrima sendo a solda controlada por t<strong>em</strong>porizador<br />
programável. O manipulador WF <strong>20</strong>01 BR faz a mudança automática <strong>de</strong> friso cada vez que a solda<br />
é completada tornando assim o trabalho mais produtivo e com redução consi<strong>de</strong>rável <strong>de</strong> t<strong>em</strong>po,<br />
cerca <strong>de</strong> 50% <strong>em</strong> relação ao processo Eletrodo Revestido.<br />
IMPORTANTE: Deve-se observar antes <strong>de</strong> qualquer soldag<strong>em</strong> a posição <strong>em</strong> que a camisa é<br />
colocada no dispositivo para que o picote fique com a formação da lágrima no sentido correto.<br />
POSICINAMENTO DO MANIPULADOR<br />
POS<br />
POS
MONTAGEM DO OSCILADOR<br />
O oscilador <strong>de</strong> soldag<strong>em</strong> 3000 BR é um dispositivo auxiliar que, ao ser colocado <strong>em</strong> um suporte<br />
previamente preparado (veja <strong>de</strong>senho abaixo) <strong>de</strong> fronte à camisa e acoplado <strong>em</strong> uma máquina<br />
MIG/MAG convencional, realizará todas as etapas <strong>de</strong> soldag<strong>em</strong> da camisa.<br />
O conceito <strong>de</strong> soldag<strong>em</strong> feito com o sist<strong>em</strong>a <strong>de</strong> oscilador é igual ao sist<strong>em</strong>a com manipulador<br />
<strong>de</strong>scrito anteriormente utilizando os mesmos consumíveis e posicionando a tocha da mesma<br />
forma, porém a diferença da soldag<strong>em</strong> realizada com o oscilador <strong>em</strong> relação ao manipulador é que<br />
não há a troca automática <strong>de</strong> frisos, ou seja, o arco elétrico <strong>de</strong>ve ser interrompido pelo soldador<br />
para que manualmente este faça um novo posicionamento no próximo friso.<br />
Para montag<strong>em</strong> e instalação do oscilador <strong>de</strong> soldag<strong>em</strong> se faz necessário o dispositivo virador da<br />
camisa já citado e <strong>de</strong> frente à camisa um suporte com articulação vertical e movimentação<br />
horizontal ao longo <strong>de</strong> toda a camisa (veja <strong>de</strong>senho abaixo). O cabeçote oscilador funciona na re<strong>de</strong><br />
2<strong>20</strong>V convencional.<br />
POSICIONAMENTO DO OSCILADOR
PROCEDIMENTOS DE SOLDAGEM COM ARAME NAS CAMISAS DE MOENDA<br />
SOLDAGEM DE LATERAL (TRAVAMENTO)<br />
Esta operação é a primeira que recomendamos para se aplicar no friso, pois <strong>de</strong>sta forma se<br />
consegue a proteção da lateral juntamente com o reforço <strong>de</strong>ste, <strong>de</strong> modo preparar fisicamente a<br />
superfície que, na seqüência, vai receber a solda <strong>de</strong> base, sobre-base e picote.<br />
Esta solda <strong>de</strong>ve ser executada com parâmetros <strong>de</strong> soldag<strong>em</strong> b<strong>em</strong> ajustados e estáveis para não<br />
comprometer a estrutura do friso. O arame tubular recomendado é o UTP AF DUR 600-MP<br />
∅1,2mm. A tocha <strong>de</strong>ve ser posicionada <strong>de</strong> forma perpendicular à lateral do friso e oscilando na<br />
amplitu<strong>de</strong> <strong>de</strong>sejada da largura da solda (veja foto abaixo). O sentido <strong>de</strong> giro da camisa <strong>de</strong>ve ser<br />
para cima, tomando como referência o ponto da solda, para que esta tenha progressão vertical<br />
<strong>de</strong>scen<strong>de</strong>nte à uma velocida<strong>de</strong> <strong>de</strong> aproximadamente 32 à 36 cm/min.<br />
POSICIONAMENTO DA TOCHA CORDÃO DE SOLDA<br />
UTP AF DUR 600-MP<br />
Trata-se <strong>de</strong> um Arame Tubular que proporciona um <strong>de</strong>pósito <strong>de</strong> solda martensítico ligado ao<br />
Cromo e Molibdênio resistente à fricção, abrasão e impactos mo<strong>de</strong>rados. Possui ótima<br />
soldabilida<strong>de</strong> inclusive nas posições horizontal e vertical, isento <strong>de</strong> escória. Já aplicado <strong>em</strong><br />
diferentes regiões do Brasil, t<strong>em</strong> apresentado excelentes resultados na lateral das camisas <strong>de</strong><br />
moenda. Sua taxa <strong>de</strong> <strong>de</strong>posição é <strong>de</strong> 3 à 6 Kg/h.<br />
PARÂMETROS DE SOLDAGEM ∅ 1,2mm ∅ 1,6mm<br />
CORRENTE 140 à 180A 150 à 250A<br />
TENSÃO <strong>20</strong> à 31V <strong>20</strong> à 31V<br />
VELOCIDADE DE SOLDAGEM (LATERAL) 30 à 36 cm/min -<br />
GÁS DE PROTEÇÃO / VAZÃO CO2 - 12 à 16 L/min
PROCEDIMENTOS DE SOLDAGEM COM ARAME NAS CAMISAS DE MOENDA<br />
SOLDAGEM DE BASE<br />
A soldag<strong>em</strong> <strong>de</strong> base e sobre-base é a solda que vai preparar o topo do friso para, <strong>em</strong> seguida,<br />
receber o picote. Uma das principais funções <strong>de</strong>sta solda é minimizar as trincas normalmente<br />
ocorridas nos processos <strong>de</strong> soldag<strong>em</strong> por revestimento, <strong>em</strong> casos <strong>de</strong> camisas refrisadas, esta<br />
solda t<strong>em</strong> o papel <strong>de</strong> isolar o Ferro Fundido geralmente impregnado <strong>de</strong> impurezas proveniente da<br />
safra anterior. Exist<strong>em</strong> diferentes opções <strong>de</strong> aplicação para esta soldag<strong>em</strong>, veja abaixo:<br />
a) Aplica-se uma base com arame <strong>de</strong> alto teor <strong>de</strong> Níquel (UTP AF 8-FN ∅1,2mm OU 1,6mm)<br />
e uma sobre-base com arame ligado ao Cromo (UTP AF DUR 600-MP ∅1,2 ou 1,6mm).<br />
Utiliza-se esta opção quando se <strong>de</strong>seja um <strong>de</strong>pósito <strong>de</strong> solda com o mínimo <strong>de</strong> trincas,<br />
<strong>de</strong>vido o arame <strong>de</strong> base ter alto teor <strong>de</strong> Níquel, este oferece uma base maleável isenta <strong>de</strong><br />
trincas e conseqüent<strong>em</strong>ente pouquíssimas trincas na sobre-base feita com arame ligado<br />
ao Cromo proporcionando maior resistência mecânica no topo do friso.<br />
b) Aplica-se uma base com arame baixo Carbono (ARS-5 ∅1,2mm ou 1,6mm) e uma sobrebase<br />
com arame ligado ao Cromo (UTP AF DUR 600-MP ∅1,2 ou 1,6mm). Nesta opção<br />
algumas trincas são visíveis, porém controladas, <strong>de</strong>vido ser um arame <strong>de</strong> baixo teor <strong>de</strong><br />
Carbono. Se houver a ocorrência excessiva <strong>de</strong> poros na solda, recomenda-se fazer um<br />
pré-aquecimento no topo dos frisos para queimar as impurezas e eliminar a ocorrência <strong>de</strong><br />
poros.<br />
c) Aplica-se diretamente o arame ligado ao Cromo (UTP AF DUR 600-MP ∅1,2 ou 1,6mm),<br />
neste caso recomendamos que a solda seja aplicada com velocida<strong>de</strong> reduzida para que se<br />
possa obter um <strong>de</strong>pósito mais encorpado, geralmente este procedimento é recomendado<br />
para camisas novas. As trincas são mais ocorrentes, porém transversal ao sentido da<br />
solda não comprometendo sua resistência à abrasão, fato este já comprovado <strong>em</strong> safras<br />
anteriores.<br />
O posicionamento da tocha <strong>de</strong>ve ser alinhada ao topo do friso com um ângulo <strong>de</strong> inclinação <strong>de</strong><br />
15° , um recuo <strong>de</strong> aproximadamente 150mm da linha <strong>de</strong> centro da camisa e uma distância <strong>de</strong><br />
18mm entre o bico <strong>de</strong> contato e a peça, veja figura abaixo.<br />
POSICIONAMENTO DA TOCHA CORDÃO DE SOLDA<br />
PARÂMETROS DE SOLDAGEM ∅ 1,2mm ∅ 1,6mm<br />
CORRENTE 140 à <strong>20</strong>0 A 150 à 250A<br />
TENSÃO <strong>20</strong> à 31V <strong>20</strong> à 31V<br />
VELOCIDADE DE SOLDAGEM (base e sobre-base) 50 à 64 cm/min<br />
GÁS DE PROTEÇÃO / VAZÃO CO2 - 12 à 16 L/min
PROCEDIMENTOS DE SOLDAGEM COM ARAME NAS CAMISAS DE MOENDA<br />
SOLDAGEM DO PICOTE<br />
Esta é uma operação que exige mais técnica <strong>em</strong> sua aplicação, pois trata-se <strong>de</strong> uma solda<br />
executada <strong>de</strong> forma intermitente <strong>de</strong>vendo obter um ponto <strong>de</strong> solda com uma altura mínima exigida<br />
e com alta dureza para resistir à abrasão.<br />
A técnica para esta aplicação consiste <strong>em</strong> equalizar a velocida<strong>de</strong> da camisa, o t<strong>em</strong>porizador da<br />
solda, o posicionamento da tocha e os parâmetros <strong>de</strong> soldag<strong>em</strong> para o arame especificado, neste<br />
caso, o arame recomendado é o UTP AF LEDURIT 60 ∅ 1,6mm, trata-se <strong>de</strong> uma liga <strong>de</strong><br />
Carboneto <strong>de</strong> Cromo com adição <strong>de</strong> Boro <strong>de</strong> alta resistência à abrasão e <strong>de</strong>senvolvido para dar o<br />
formato <strong>de</strong> lágrima ao picote. A altura dos picotes po<strong>de</strong> variar <strong>de</strong> acordo com tamanho e exigência<br />
da camisa sendo <strong>de</strong> 6 à 10mm aplicados com 1, 2 ou três passes.<br />
Um ponto importante na hora <strong>de</strong> fazer esta soldag<strong>em</strong> é observar o sentido <strong>de</strong> giro da camisa<br />
durante a safra para colocá-la na posição correta no dispositivo posicionador <strong>de</strong> modo que o picote<br />
fique com a lágrima no sentido correto. A tocha <strong>de</strong>ve ser posicionada na parte superior, como na<br />
operação <strong>de</strong> base, porém com um recuo <strong>de</strong> <strong>20</strong>0 à 280mm da linha <strong>de</strong> centro da camisa e uma<br />
distância <strong>de</strong> <strong>20</strong>mm entre o bico <strong>de</strong> contato e a peça, veja figura abaixo.<br />
VISUAL DO PICOTE PRONTO<br />
POSICIONAMENTO DA TOCHA<br />
PARÂMETROS DE SOLDAGEM ∅ 1,6mm<br />
CORRENTE 140 à 180 A<br />
TENSÃO 24 à 28 V<br />
VELOC. DE SOLDAGEM ~ 54 cm/min<br />
TEMPO DE ARCO ABERTO 2,5 à 3,5 seg<br />
TEMPO DE ARCO FECHADO 0,8 à 1,3 seg<br />
GÁS DE PROTEÇÃO Não Aplicado
PROCEDIMENTOS DE SOLDAGEM COM ARAME NAS CAMISAS DE MOENDA<br />
CHAPISCO (PULVERIZAÇÃO)<br />
O chapisco das camisas <strong>de</strong> moenda com arame tubular é um conceito b<strong>em</strong> diferente do conhecido<br />
eletrodo revestido, pois trabalha com energia muito mais elevada proporcionando uma<br />
pulverização mais eficiente com maior aproveitamento do consumível. Estudos realizados nos<br />
mostrou que o chapisco feito com eletrodo revestido t<strong>em</strong> um aproveitamento efetivo <strong>de</strong> material <strong>de</strong><br />
30% , enquanto o aproveitamento do arame tubular sobe para 50%. Outra vantag<strong>em</strong> é o t<strong>em</strong>po <strong>de</strong><br />
aplicação que po<strong>de</strong> ser <strong>de</strong> 3 à 5 horas <strong>de</strong>pen<strong>de</strong>ndo do tamanho da camisa e número <strong>de</strong> frisos. O<br />
arame recomendado é o UTP AF 718-S ∅2,8mm.<br />
Como resultado prático este processo t<strong>em</strong> apresentado excelentes resultados tais como: redução<br />
da mão <strong>de</strong> obra, maior t<strong>em</strong>po <strong>de</strong> durabilida<strong>de</strong>, menor consumo <strong>de</strong> material por tonelada <strong>de</strong> cana e<br />
<strong>em</strong> alguns casos aumento na taxa <strong>de</strong> extração.<br />
Os recursos para se aplicar a chapisco com arame tubular são o seguinte: Fonte MIG/MAG com<br />
característica <strong>de</strong> 600A à 100%, no cabeçote alimentador <strong>de</strong>ve ter roldanas para ∅2,8mm e os<br />
cabos <strong>de</strong> energia <strong>de</strong>v<strong>em</strong> ser 95mm 2 no mínimo. Caso não tenha disponível uma fonte conforme<br />
estas características, po<strong>de</strong>-se adaptar duas fontes retificadoras <strong>de</strong> mesmo mo<strong>de</strong>lo ligadas <strong>em</strong><br />
paralelo com regulagens iguais.<br />
APLICAÇÃO FORA DA MOENDA APLICAÇÃO MOENDO<br />
VISUAL DO CHAPISCO APLICADO EM TRABALHO
ESTIMATIVA DE CONSUMO DE ARAME TUBULAR EM CAMISAS DE MOENDA *<br />
MOENDA 54" MOENDA 66"<br />
OPERAÇÃO ARAME FRISO 2" FRISO 1.1/2" FRISO 2" FRISO 1.1/2"<br />
BASE ARS 5 Ø1,6mm 3,0 Kg 4,0 Kg 4,0 Kg 6,0 Kg<br />
SOBRE-BASE AF DUR 600-MP Ø1,6mm 4,0 Kg 5,0 Kg 4,0 Kg 6,0 Kg<br />
PICOTE (2 PAS) AF LEDURIT 60 Ø1,6mm 13,0 Kg 19,0 Kg 15,5 Kg 21,0 Kg<br />
LATERAL AF DUR 600-MP Ø1,2mm 13,0 Kg 17,0 Kg 19,0 Kg 28,0 Kg<br />
CHAPISCO AF 718-S Ø2,8mm 10,0 Kg 12,0 Kg<br />
MOENDA 78" MOENDA 84"<br />
OPERAÇÃO ARAME FRISO 2" FRISO 1.1/2" FRISO 2" FRISO 1.1/2"<br />
BASE ARS 5 Ø1,6mm 11,0 Kg 16,0 Kg 22,0 Kg 31,0 Kg<br />
SOBRE-BASE AF DUR 600-MP Ø1,6mm 13,0 Kg 17,5 Kg 24,0 Kg 34,0 Kg<br />
PICOTE (3 PAS) AF LEDURIT 60 Ø1,6mm 25,0 Kg 35,5 Kg 42,0 Kg 60,0 Kg<br />
LATERAL AF DUR 600-MP Ø1,2mm 32,0 Kg 48,0 Kg 40,0 Kg 56,0 Kg<br />
CHAPISCO AF 718-S Ø2,8mm <strong>20</strong>,0 Kg 25,0 Kg<br />
• Valores <strong>de</strong> referência obtido nas usinas que já utilizaram o processo. Pod<strong>em</strong> variar <strong>de</strong> uma<br />
<strong>em</strong>presa para outra para o mesmo tamanho <strong>de</strong> moenda.