(Microsoft PowerPoint - PARTE 3 autonoma\347\343o [Modo de ...
(Microsoft PowerPoint - PARTE 3 autonoma\347\343o [Modo de ...
(Microsoft PowerPoint - PARTE 3 autonoma\347\343o [Modo de ...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
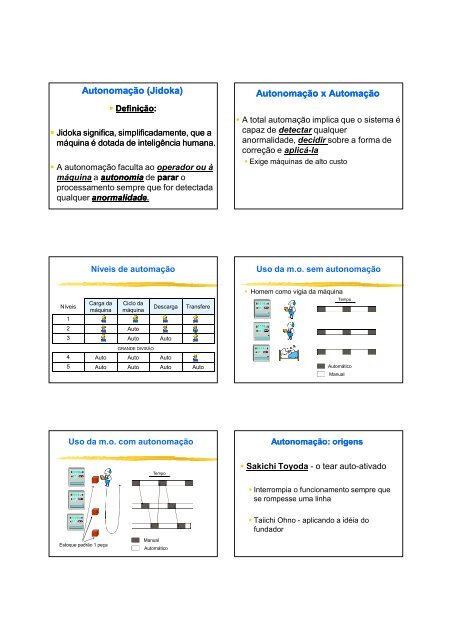
Autonomação (Jidoka)<br />
Definição Definição:<br />
Jidoka significa, simplificadamente, que a<br />
máquina é dotada <strong>de</strong> inteligência humana.<br />
A autonomação faculta ao operador ou à<br />
máquina a autonomia <strong>de</strong> parar o<br />
processamento sempre que for <strong>de</strong>tectada<br />
qualquer anormalida<strong>de</strong><br />
anormalida<strong>de</strong>.<br />
Níveis<br />
1<br />
Níveis <strong>de</strong> automação<br />
Carga da<br />
máquina<br />
Ciclo da<br />
máquina<br />
2 Auto<br />
3 Auto Auto<br />
GRANDE DIVISÃO<br />
4 Auto Auto Auto<br />
Descarga Transfere<br />
5 Auto Auto Auto Auto<br />
Uso da m.o. com autonomação<br />
Estoque padrão 1 peça<br />
Manual<br />
Tempo<br />
Automático<br />
Autonomação x Automação<br />
A total automação implica que o sistema é<br />
capaz <strong>de</strong> <strong>de</strong>tectar qualquer<br />
anormalida<strong>de</strong>, <strong>de</strong>cidir sobre a forma <strong>de</strong><br />
correção e aplicá-la<br />
Exige máquinas <strong>de</strong> alto custo<br />
Uso da m.o. sem autonomação<br />
Homem como vigia da máquina<br />
Automático<br />
Manual<br />
Tempo<br />
Autonomação: origens<br />
Sakichi Toyoda - o tear auto-ativado<br />
Interrompia o funcionamento sempre que<br />
se rompesse uma linha<br />
Taiichi Ohno - aplicando a idéia do<br />
fundador
A pergunta fundamental <strong>de</strong> Ohno<br />
Por que na Toyoda Têxtil uma pessoa<br />
consegue operar até 40 máquinas<br />
simultaneamente, enquanto na Toyota Motor<br />
cada trabalhador opera somente uma<br />
máquina máquina?<br />
As máquinas na Toyota Motor não estavam<br />
preparadas para parar automaticamente<br />
quando o processamento estivesse terminado<br />
ou quando algo <strong>de</strong> anormal acontecesse.<br />
Autonomação<br />
Autonomação<br />
Embora a autonomação esteja freqüentemente<br />
associada à automação, ela não é um<br />
conceito restrito às máquinas.<br />
No STP a autonomação é ampliada para a<br />
aplicação em linhas <strong>de</strong> produção operadas<br />
manualmente<br />
O conceito <strong>de</strong> autonomação tem mais<br />
i<strong>de</strong>ntida<strong>de</strong> com a idéia <strong>de</strong> autonomia do que<br />
com automação<br />
automação.<br />
Objetivo da Autonomação<br />
A idéia central é impedir a geração e<br />
propagação <strong>de</strong> <strong>de</strong>feitos e eliminar qualquer<br />
anormalida<strong>de</strong> no processamento.<br />
Painéis luminosos Andon<br />
1 2 3 4<br />
A causa raiz da paralisação <strong>de</strong>ve ser atacada<br />
Quais das 7 gran<strong>de</strong>s perdas são diretamente<br />
atacadas pela autonomação?<br />
Exemplo <strong>de</strong> andon
Acionamento<br />
das áreas <strong>de</strong><br />
apoio<br />
Gerenciamento<br />
<strong>de</strong> produção<br />
Ca<strong>de</strong>ia <strong>de</strong><br />
ajuda<br />
Andon Eletrônico<br />
Processo<br />
Diretor<br />
Diretor<br />
Planejamento<br />
Supervisor<br />
Engenharia<br />
Analista<br />
Processo<br />
Técnico<br />
Processo<br />
Analista<br />
Ferramenta<br />
Gerente<br />
Industrial<br />
Diretor<br />
Diretor<br />
Gerente<br />
Qualida<strong>de</strong><br />
Analista<br />
Qualida<strong>de</strong><br />
Técnico<br />
Qualida<strong>de</strong><br />
Qualida<strong>de</strong><br />
Abastecedor<br />
Ferramentas<br />
Como<br />
Fonte Alexandre Gewehr<br />
Gerente<br />
Logística<br />
Supervisor<br />
Logística<br />
Logística<br />
Diretor<br />
120 min 90 min 60 min 10 min<br />
Homem<br />
Aranha<br />
Lí<strong>de</strong>r<br />
Equipe<br />
Técnico<br />
Planejamento<br />
Equipe<br />
da Célula<br />
Mecânico<br />
Eletrônico<br />
Supervisor<br />
Supervisor<br />
Manut.<br />
Planejamento<br />
Gerente<br />
Planejamento<br />
Técnico<br />
Ferramentas<br />
Gerente<br />
Manutenção<br />
Diretor<br />
Princípio da Separação entre<br />
Homem e Máquina<br />
Manutenção<br />
A implementação da autonomação implica na<br />
separação entre homem e máquina máquina.<br />
Cria oportunida<strong>de</strong> para a disseminação da<br />
multifuncionalida<strong>de</strong><br />
Autonomação é um meio para redução <strong>de</strong> custos<br />
<strong>de</strong> mão-<strong>de</strong>-obra<br />
Andon<br />
Team Lea<strong>de</strong>r<br />
MAN<br />
Objetivo do Trabalho<br />
O <strong>de</strong>senvolvimento <strong>de</strong>ste trabalho buscou aten<strong>de</strong>r<br />
TRF 0:02<br />
Timer piscando: a área <strong>de</strong> suporte foi chamada<br />
dois objetivos específicos:<br />
MAT 0:12<br />
Timer ligado: a área <strong>de</strong> suporte está aten<strong>de</strong>ndo 15:12<br />
Informar a manufatura<br />
E.PROC<br />
Média Diária<br />
Produção Planejada<br />
Produção Realizada<br />
Perdas<br />
Eficiência<br />
Célula PREP01 Cell 02 Cell 03<br />
Comunicar 2100 as áreas <strong>de</strong>2100 apoio<br />
1500 1750<br />
1500<br />
10:35<br />
100%<br />
1720<br />
0:00<br />
98%<br />
10:30 - 9 <strong>de</strong> setembro <strong>de</strong> 2006<br />
2100<br />
1700<br />
Produção a ser entregue no final do dia<br />
Neste momento! A célula <strong>de</strong>veria ter 1500...<br />
2000<br />
...mas célula produziu apenas 1 500...<br />
1:52<br />
Neste mês a célula parou 10hs e 35 min...<br />
...mas o plano mensal está em dia<br />
Como<br />
71%<br />
Fonte Alexandre Gewehr<br />
Pré-condições para po<strong>de</strong>r parar a<br />
produção<br />
Trabalho padronizado<br />
Tempo takt<br />
Solução <strong>de</strong> problemas<br />
Papel dos lí<strong>de</strong>res <strong>de</strong> equipes<br />
Estabilida<strong>de</strong> (4Ms)<br />
Materiais, método, mão-<strong>de</strong>-obra e máquinas<br />
Multifuncionalida<strong>de</strong><br />
Operação <strong>de</strong> múltiplas máquinas<br />
Opera várias máquinas sem relação com o fluxo <strong>de</strong><br />
operações<br />
30% a 50% <strong>de</strong> aumento <strong>de</strong> produtivida<strong>de</strong> sobre 1h/1p/1t<br />
Ex: fixa ou remove peças em uma máquina enquanto outra<br />
realiza processamento automático<br />
É possível que uma máquina conclua o processamento<br />
antes do operador chegar até ela
Multifuncionalida<strong>de</strong><br />
Operação <strong>de</strong> múltiplos processos<br />
Opera diversas máquinas seguindo o fluxo <strong>de</strong><br />
fabricação do produto<br />
50% a 100% <strong>de</strong> aumento <strong>de</strong> produtivida<strong>de</strong><br />
Índice <strong>de</strong> Multifuncionalida<strong>de</strong><br />
M = Σ nº. <strong>de</strong> operações que cada trabalhador i domina<br />
nº. total <strong>de</strong> operações na linha × n<br />
On<strong>de</strong> n = nº. total <strong>de</strong> trabalhadores na linha <strong>de</strong> produção<br />
exit<br />
entrance<br />
Matriz <strong>de</strong><br />
operadores<br />
Um Típico Layout Tipo U com<br />
Operadores Multifuncionais<br />
B<br />
M M-1 M-2 M-3<br />
1 2 3 4<br />
A<br />
M-4<br />
worker 1 worker 2<br />
5<br />
. . .<br />
. . .<br />
M/2<br />
+3<br />
worker N<br />
M/2<br />
-2<br />
M/2<br />
+2<br />
M/2<br />
-1<br />
M/2+1<br />
M/2<br />
Melhorias <strong>de</strong> Produtivida<strong>de</strong><br />
Índice <strong>de</strong> Multifuncionalida<strong>de</strong><br />
25%<br />
Able to process<br />
w/ direction<br />
Skills Assessment<br />
Employee Name<br />
Joe<br />
Bob<br />
Betty<br />
50%<br />
Able to process<br />
w/o direction<br />
75%<br />
Able to process<br />
& problem solve<br />
Layout em U<br />
100%<br />
Able to train others<br />
on entire process
Posicionando os materiais na célula<br />
Abastecimento<br />
Caixas vazias<br />
Caixas abertas para o<br />
operador<br />
Vantagens do Layout U<br />
Lado Interno<br />
Trabalhador po<strong>de</strong> monitorar todas as máquinas com<br />
mínimos <strong>de</strong>slocamentos<br />
Um único trabalhador po<strong>de</strong> monitorar a entrada e a<br />
saída da célula<br />
Facilita trabalho cooperativo<br />
Contudo, requer rotação entre postos e equilíbrio<br />
nas cargas <strong>de</strong> trabalho<br />
Alargamento do trabalho<br />
Acrescenta ao trabalhador outras tarefas <strong>de</strong><br />
complexida<strong>de</strong> semelhante, mas não há<br />
mudanças substanciais no conteúdo do<br />
trabalho<br />
É o caso típico do sistema <strong>de</strong> operação <strong>de</strong><br />
múltiplas máquinas<br />
É mais fácil <strong>de</strong> obter no curto prazo<br />
Caixas vazias<br />
Prateleiras Prateleiras Prateleiras com com retornos<br />
retornos<br />
Autonomação e Fatores Humanos<br />
Autonomia para parar a linha e dispositivo que facilita<br />
solicitação <strong>de</strong> ajuda<br />
Dispensa que o trabalhador se mantenha em<br />
constante estado <strong>de</strong> alerta no controle das operações<br />
Vantajosa em operações com gran<strong>de</strong>s riscos<br />
Po<strong>de</strong> esten<strong>de</strong>r o conceito à segurança no trabalho<br />
Po<strong>de</strong> levar a intensificação do trabalho e karoshi<br />
Enriquecimento do trabalho<br />
São mudanças qualitativas, com aumento <strong>de</strong><br />
responsabilida<strong>de</strong> e uso pleno <strong>de</strong> habilida<strong>de</strong>s<br />
Exige maior investimento em treinamento e<br />
organização