A importância do layout da sapata na prensagem ... - Revista O Papel
A importância do layout da sapata na prensagem ... - Revista O Papel
A importância do layout da sapata na prensagem ... - Revista O Papel

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
prensaE absoIutamente razoavel concluir que a carga <strong>da</strong> l8exerce eI eito maior sobre o volume especifico <strong>do</strong>que sobre o teor seco apos a ser ao des prensas O papel eefetivamente compacta<strong>do</strong> primeiramentenonip <strong>da</strong> laprensae entao a la prensa determine de que maneira a estrutura<strong>da</strong> folha comprimi<strong>da</strong> comerara a se desenvolver Duranteaformac aoas forc as de compactac aoaplica<strong>da</strong>s ao papelestao <strong>na</strong>me escala de 100 kPa etas <strong>na</strong> <strong>prensagem</strong> a faixae de 10 MPa Se o papel for demasia<strong>da</strong>mente comprimi<strong>do</strong>ja <strong>na</strong> 18 prensa sera dificil minter uma boa espessura <strong>do</strong>papel porque a <strong>prensagem</strong> nos nips subsegiientes tor<strong>na</strong> afolha ain<strong>da</strong> mais denseO efeito <strong>da</strong> altera aa <strong>na</strong> carga linear <strong>da</strong> 1a prensasobre o teor seco apos a se ao des prensas e pequenoNa <strong>prensagem</strong> umi<strong>da</strong> cede prensa procure equilibrar asaltera oesde umi<strong>da</strong>de no papel e no feltro de mo<strong>do</strong> quesomente uma parts <strong>da</strong> altera aono teor seco ocorri<strong>da</strong>antes <strong>do</strong> nip permanece apos este nip 2 <strong>prensagem</strong>com<strong>sapata</strong> equilibra as alterac oes de umi<strong>da</strong>de de entra<strong>da</strong>no nip ain<strong>da</strong> mais <strong>do</strong> que a <strong>prensagem</strong> com rolo<strong>prensagem</strong> com <strong>sapata</strong> tem tempo de dura ao m ais longo quetor<strong>na</strong> a <strong>prensagem</strong> mais controla<strong>da</strong> quanto a compressaoe <strong>na</strong>turalmente possibility um teor de seco mais alto <strong>do</strong>que a <strong>prensagem</strong> com rolo Por outro li<strong>do</strong> a <strong>prensagem</strong>com rolo e m ais fiuxo dependents porque o proprio fiuxo de ague deforma aaestrutura <strong>do</strong> papel de mo<strong>do</strong> queresistencia ao fiuxo e mais alta <strong>do</strong> que <strong>na</strong> <strong>prensagem</strong>compressao dependents Naturalmentese o teor seco foraumenta<strong>do</strong> antes <strong>do</strong> nip o mesmo tambem aumentara aposo nip evice versa Este rela aoe de cerca de 15 a 50e depends tambem <strong>do</strong> tipo de papelNaturalmente o nip <strong>da</strong> <strong>sapata</strong> <strong>da</strong> 2 prensa controla oteor seco <strong>na</strong> entra<strong>da</strong> <strong>da</strong> se ao de secagem beet como aresistencia umi<strong>da</strong> <strong>do</strong> papelEstes <strong>do</strong>ffs fatores constituemachive pare obtenCao de operabili<strong>da</strong>desatisfatoria <strong>na</strong>ser ao seca<strong>do</strong>ra e durante a fase de acabamento <strong>do</strong> papel<strong>sapata</strong> <strong>da</strong> 28 prensa so tem de sec suficientemente TongaPara li<strong>da</strong>r com a maior quanti<strong>da</strong>de de ague quan<strong>do</strong> os feltros <strong>da</strong> 18 prensa ain<strong>da</strong> sao novos Into significa que o teorseco apos a 1a prensa e mais baixo ate que se tenha <strong>da</strong><strong>do</strong>condicio<strong>na</strong>mento aos feltros<strong>sapata</strong> <strong>da</strong> 28 prensa tem depossibilitar tambem uma pressao suficientemente alta nonip Para se atingir um bom indice de teor secoqui a 2a prensa esta equipa<strong>da</strong> de feltro unico feltro noli<strong>do</strong> superior <strong>do</strong> papel cinta de transferencia no li<strong>do</strong> inferior significan<strong>do</strong> que isto fez o li<strong>do</strong> superior <strong>do</strong> papel umtanto mais aspero <strong>do</strong> que o li<strong>do</strong> inferior Tambem significaque <strong>na</strong> Calandra de um nip macio o rolo termico e o que devecontatar o li<strong>do</strong> superior<strong>do</strong> papel Como a la prensa esta equipa<strong>da</strong> com feltro duplo isto <strong>na</strong>turalmente produz superficiessemelhantes em ambos os li<strong>do</strong>s <strong>do</strong> papel Dependen<strong>do</strong> <strong>do</strong>sItdesenhos <strong>do</strong>s feltros essa simetria podssec controla<strong>da</strong>is quite reaso<strong>na</strong>ble to conclude that the lspress loading has more effect on hulk Haan on drycontent after the press section The paper is actuallycompactedfirstrn tlae 1 press nip and theca the 1press determines how the compressed sheetstf ucturewill hegira to develop Duringforming the compacting forces applied to the paper are on a scale of100 kPa but in pressr rag the rcuage is 1 DIVIPa Ifthe paper is already too hea nly compressed ire the 1stpress it is difficult to aaintain good paper thicknessbecause pressing in the subsequent nips makes thesheet even more denseThe effect ofthe change ire the Is press linearload on dr content after the press section is smallIn wet pressing each press attempts to balance themoisture changes irathe paper and in the felt sothat only a part of the change in d content created before the nip is left after the nip f2J Shoepressing balances the nip incoming moisture changes even more than roll pressing Shoe pressing hasa longer dwell time thatmakes pressing rro e compression controlled and ofcourse e<strong>na</strong>bles higherdry content than roll pressing Ora the other handroll pressing is more flow coratrollec because tneflow itself dEforms the paper structure so thatflowesistanceis higher than incornp ession controlledpressing 1vtaturally if the dry content is iracreaseclbefore the nip the df content will also increase after the nip and vice versa This ratiois about 1550 and is dependent on the paper grade too1Vaturally the end press shoe nip controls the dry contententering the dryer section and also the wet strengthof the paper These two factors are the key to reaching suffdent rura<strong>na</strong>bilih at the dr7 er section andduring paperfinishing The 2d pressshoe just has tobe long eno ugh to handle the larger amount f waterwhen the 1 sr pressfelts are nex This means that thedry content after the 1st press is lower until the feltshave been started Also the 2 press shoe has to e<strong>na</strong>ble ahigh enough nip press u re irr order to reachgood dry contentHere the 2 press is single felted felt on thetop sidef the paper transfer belt on the bottomside which means that it makes the top sideofthe paper somewhat rougher than the bottomside Thismeans that in the one raip soft cal ender the thereto roll leas to press against the topside of the paperAs the 1st pressis <strong>do</strong>uble felted this <strong>na</strong>turallycreates similarsur faces on both sides ofthe paperDepending on the felt designs this symmetry carxbe controlled
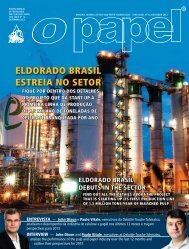
ii1sayyis m 52Sapatacurial crfoVyj 4i3GasNaE 144jSapeta longalLc an1441Q 20 4 d0 50 60 aPressao de Pica 1 nip MPaPeaK Pressure lstnip MPaFigura 5 Compararao entre comprimentos <strong>da</strong> <strong>sapata</strong> <strong>da</strong> 1a prensa volume especifico vs pressao maxima <strong>do</strong>nip resulta<strong>do</strong>s de papelbase c1a maqui<strong>na</strong> pilato Figure 5 fst press sf7oe ier gth cornparisantlk vs max raip pressure base per resut srera7pa Ot tx ca inBvaria entre 3 e 6 MPa quan<strong>do</strong> o volume especifico <strong>do</strong> papelfor uma proprie<strong>da</strong>de deseja<strong>da</strong>LTma caracteristica ain<strong>da</strong> mais interessante pode serconstata<strong>da</strong> quan<strong>do</strong> se exami<strong>na</strong> a correla ao entre o volumeespecifico e o teor seco vide Figura 6 Estes ponnos foramestima<strong>do</strong>s a partir <strong>do</strong>s resulta<strong>do</strong>s calandra<strong>do</strong>s com asperezacalandra<strong>da</strong> de 200mL min em uni<strong>da</strong>des Bendtsen de mo<strong>do</strong>semelhante a Figura4 sen<strong>do</strong> os valores de teor secomedi<strong>do</strong>sapos a se ao <strong>do</strong>s prensas Agora a carga cla 18 prensa variaentre 200 kNhn e R00 kNmenquanto a 2aprensa foi manti<strong>da</strong>com carga linear constante de 1000kNmO resulta<strong>da</strong> apresenta<strong>do</strong> <strong>na</strong> Figura 6 pode ser estu<strong>da</strong><strong>do</strong>com base em duns conclusoes consideran<strong>do</strong> seaconservaao <strong>do</strong> voltune especifico com o mesmo teor seco ou entaoo potential Para se atingirteor seco mais alto com o mesmovolume especifico <strong>do</strong>papel A prim eira conclusao significariaa otimizar ao <strong>da</strong> produc ao de papel mediante utiliza ao demateria prima mends dispencliosa ou alter<strong>na</strong>tivamente aprodu aode papel de m elhor quali<strong>da</strong>de A segun<strong>da</strong> conclusaopoderia significar economia de energia <strong>na</strong> se ao de secagemou aumento <strong>da</strong> veloci<strong>da</strong>de <strong>da</strong> maqui<strong>na</strong> e <strong>da</strong> produrrao Tambem as linhas de correlar ao irao se cruzar a baixas cargos<strong>na</strong> 18 prensa a teor seco mais baixo e volum e especifico m aisalto <strong>na</strong> Figura 6 Isto significa que quan<strong>do</strong> a carga linear ou apressao <strong>do</strong> nip for suficientemente baixo o efeito <strong>do</strong> comprimento <strong>da</strong> <strong>sapata</strong> sobre o volume especifico desaparecera Poroutro la<strong>do</strong> quan<strong>do</strong> a carga linear for aumenta<strong>da</strong> a <strong>prensagem</strong>com uma<strong>sapata</strong> mais curta sera maisadequa<strong>da</strong> para mantero volume especifico <strong>do</strong> papelAn even more inter esting feature can be foundwh erz the bulk vs dry contentcos relatiora is examined see Figure 6 These points heave Veenestimated from the calendered results with a caleradered roughness of 200 rraLlhnia in Bendtsenur2its similarly to Figure 4 and the drys conter2tvalues care mecasured after the pressthe 1section Nowpress loading varies between 200 kN nx crud800kl mand the 2 press has a constant 1000kNmlinear loadThe result in Figure 6 can be studiedthrough two conclusions either consr dea ingthe baslk saving with the carne dry content orthe potential to reach a higher drycontentwith the sarrae paper bank The first concl usionwould mean optimization of paper productionthrough the use of less expensive raw materialor alter<strong>na</strong>tively production of better paperquality The second conclusion couldmean energy savings at the dryer section or an irzcr easein machine speed and productionAlso the correlation lines will cross each other with low 1 spress loadings at lower dry content and higherIaulk in Figure 6 This means that when thelinear load or nip pressure is low enough theeffect of shoe length on hulk will vanish Onthe other hand when linear load is increasedpressing with a shorter shoe maintains the paper bulk better
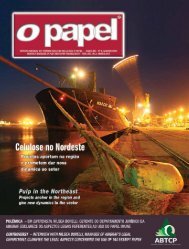
Ottsraarrt153145Sapatacurtal hr hoeeUQU1 935yWSepate longa loy mereA25A cargo <strong>da</strong> is prensa aumentaspress loading increases1Z4520 530 54 13 554 564 574Teor SecoDry ContentFigura 6 Volume especificotear seco com lisura constants de 200 mUmin em uniciades t3endtsen calandragem em Calandra pilotoFigure Bulk vs dry content wthconstant smaothraass mL mrra rn Bendfsera urts pilot caleraderedAFigura7 mostra o bem conheci<strong>do</strong> Comportamento entre ovolume especifico e o teor seco l3 Comportamentousual <strong>na</strong> <strong>prensagem</strong> e que quan<strong>do</strong>o teor seco e aumenta<strong>do</strong>ovolume especifico <strong>do</strong> papel diminui Conforms expostoanteriormente <strong>sapata</strong> <strong>da</strong> 1 prensa mais longa reduzira ovolume especifico para um mesmo teor seco Isto significaque a otim izar ao<strong>do</strong> comprimento cla <strong>sapata</strong> representa umaferramenta para a otimiza<strong>da</strong> quali<strong>da</strong>de A Figura 7 tambemmostra que a propria composigao <strong>da</strong> massy desempenhaum papel chave nesse processo de otimiza aoFigua e 7 shows tlae well known vehavi rbetween the bulk and dry coraterat j1 3J 4 generalbehavr or in pressing is that whey drycontent isincreased the paper bulk will decrease 4sdr scussedear lier a longer 1press shoe will decrease bulk crt the carne dry content This meansthat the optimization of the shoe length offers atool for duality optimization Figure 7 also showsthat the furnish itselfplays a key role in this optinri crtiorz9 64Tipo tle massy eucaliptoFurnish eacayptus1 prensa 2068tl0 kPWn 1lvess 2Q9 J5 7 9 r9 prensa 061 tltl0kltm 12 dress IXl 40WkAIwW Oade945Tipotle massy acaciaFurnisrlacacia1 prensa 200 500 kNlrn 9aess ear 7ri iukHmY prensaEE6120ri kkltm ltd fxes rix i2iKiFMamCaiea tle aapor irtlatlaltleslfg atl0 Sream IbxouotfO0N454 51 52 3 Sd 55 Sfi 57Teor secoDry ContentFigura 7 Comportamento clo volume especifico vs tear seco <strong>na</strong> secao c1e prensas ao serem testa<strong>da</strong>s a 1 a prensa a 22 prensa e a Caixade vapor Resulta<strong>do</strong>s <strong>do</strong> papel base <strong>da</strong> maqui<strong>na</strong> pilato Sapata Carta <strong>na</strong> 1 a prensaFigure7 Bulk vs dry content behavior at the press section as the 1press 2apress and steam box are testedBase paper results from pilot machine Short shoe in the isr pressCNNdQW
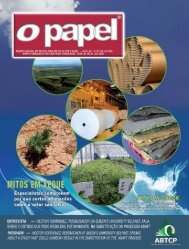
tso4c cEJ J450CNCGOa3fl0EC CN 41d<strong>da</strong>acN 41am2542Qa150100sa15 12D 12a ian 1a5 1aa x45 150Volume Especifica cm3 g t Bulk cm3gFigure 8 Resulta<strong>do</strong>s de maqui<strong>na</strong>s industriais comparativamente aos <strong>da</strong> maqui<strong>na</strong> piloto volume especifico vs aspereza os<strong>da</strong> maqui<strong>na</strong> piloto tem acabamento mediante alterarao <strong>da</strong> carga <strong>da</strong> Calandra a registran<strong>do</strong> os valares de volume especifico eFigure S Production machine results compared fo pilot bulk us rougr lnesspilot results are finished byfhe calender loading and recording fhe bulk and roughnessMAQUINA INDUSTRIAL VS RIQUINA PILOTOAFigura 8 mostra a correla aoclos resulta<strong>do</strong>s de volumeespecifico entre papeis <strong>da</strong> maqui<strong>na</strong> piloto e <strong>da</strong> maqui<strong>na</strong> industrial Este resulta<strong>do</strong> prove que ain<strong>da</strong> que as instala oes<strong>da</strong> maqui<strong>na</strong> piloto sejam bem diferentes des de maqui<strong>na</strong>sindustriais o processo de fabrica ao <strong>na</strong> maqui<strong>na</strong> piloto emesmo assim suficientemente apropria<strong>do</strong> pare obten aoderesulta<strong>do</strong>s confiaveisOs teores secos medi<strong>do</strong>stambem confirmam a confiabili<strong>da</strong>de <strong>do</strong>s resulta<strong>do</strong>s <strong>da</strong>maqui<strong>na</strong> pilotovide Figure 9 Coma m esma composirrao <strong>da</strong> m assa tipos de fibres curtas e longase material de carga mineralo teor seco <strong>na</strong>maqui<strong>na</strong> piloto52 a 53 io foi somente 1 a2maisbaixo que o teor seco<strong>da</strong> maqui<strong>na</strong> industrial 53 a 55 Este diferenr ae de seesperarporque a otimiza ao fi<strong>na</strong>l <strong>do</strong> desaguamento <strong>na</strong> seraode prensas e <strong>do</strong>s feltros ocarre em maqui<strong>na</strong>s industriaisPRODUCTIONM CI NEIS PILOTFib ure 8 shows the correlc tzon ofprlotpaper baclkresults to onesfrom production machines This resultpro es that evert though pilot machine facilities arequite differentfrompr oduction machines the ptlotpapermakingprocess is still similar enoaegh to reach reliableresultsThe <strong>na</strong>erxsured drv contents corzfirrn therelr abilityofthe pilot results as well see Figure 9 With the sarraefurnish short and longJiber t3 pes andJiller the pilotdryness52 53 units was only 12lower thanthe measured dry contents from the production machine53 55unitsJ This dif erence is to lee expected because the J<strong>na</strong>l optimization of the press sectx on dewatering andfelts takesplace in production machinesCONCLUSOESCONCiUSlONSPara classes de papeis ou cartoesem que o volume especifico e a rigidez a fiexao sejam <strong>da</strong>is <strong>do</strong>s principais requisitosde quali<strong>da</strong>de e aconselhavel e ate mesmo proveitoso que seestudem op oes outras que <strong>na</strong>o ape<strong>na</strong>s aquelas relacio<strong>na</strong><strong>da</strong>sa composiraa <strong>da</strong> masseNeste artigo o enfoque eno senti<strong>do</strong> demostrar aimportancia<strong>do</strong> desenho <strong>da</strong> prensa pare o teor seco e o volume especifico numconceito de prensa de <strong>sapata</strong> de <strong>do</strong>ffs nips e principalmente ainfluencia <strong>do</strong> comprunento <strong>da</strong> <strong>sapata</strong> <strong>da</strong> laprensa Osresulta<strong>do</strong>sindicam que a la prensa influencia o volume especifico mais <strong>do</strong>For paper or board grades in which paper bulk andbending stiffness are two ofthe main quality criteria itis advisable and even profatcable to study options otherthan just the ones related to fur nishIn this paper the focus is ore showing the importance ofpress design on dry content and bulk in atwo nip shoe press concept a<strong>na</strong>l especially the roleof the 1 press shoe length The results indicate thatthel rpress affects bulk more than dry content Thisinformation already gives tools by which nrachr ne
OI58SaRiaqui<strong>na</strong> <strong>da</strong> papelPaper maa v7aMaqul<strong>na</strong> piloto l Pilotw95553O05z51a54d9i Fr5 7q 75 8P QGramatura glm2 r Basis weightgrrazFlgllYB 9 R2SUI1Sd05 C11 n1agUII1S InCIL1Stf11l GOCCI Sf at145 14S <strong>da</strong> ITlagUlllil pII4t0 t24f SeC4 130S a S8C 14 d2 7fe115i15Fdr ure9 Production machine res rfts compared to pilot dry contentafter press sectionque o teor seco Estas informaCOes ja representam ferramentascom asquaffs os construtores de maqui<strong>na</strong>s poderiam constrainconfigura oesde prensas mais proveitosas cos papeleiros eque deem maior aten ao a economic de materia primaou deenergia Por outro la<strong>do</strong> estas informa oespodem ser usa<strong>da</strong>spara controlar a operabili<strong>da</strong>de <strong>da</strong> maqui<strong>na</strong> mediante o aprimoramento <strong>do</strong> teor seco <strong>da</strong> resistencia um i<strong>da</strong> ou <strong>da</strong> densi<strong>da</strong>de <strong>do</strong>papel de acor<strong>do</strong> com requisitos especificos <strong>do</strong> tipo de papelA propria tecnica <strong>da</strong> prensa de <strong>sapata</strong> cria ferramentas Para seatingir veloci<strong>da</strong>des de produ aomais altas e o entendimento<strong>do</strong> desenho <strong>da</strong> <strong>sapata</strong> adicio<strong>na</strong> mais valor a issoAlem <strong>da</strong> serao de prensas ha outras areas <strong>na</strong> linha deprodu ao que exercem infiuencia sobre o volume especificocomo poi exemplo a colagem a calandragem o enrolamentoe orebobi<strong>na</strong>mento Contu<strong>do</strong> a infiuencia <strong>da</strong> 18 prensa sobre ovolume especifico e a mais significativa O desenvolvimento<strong>da</strong> linha inteira <strong>da</strong>maqui<strong>na</strong> ou <strong>da</strong>sse oes de prensas e cle secagem em conjunto introduz possibili<strong>da</strong>des de otim izar arentabili<strong>da</strong>de Um exemplo disso e a combi<strong>na</strong>r ao<strong>da</strong> transferenciafecha<strong>da</strong> <strong>da</strong> folha <strong>da</strong> se aode prensas para a se ao de secagemmediante utilizac ao <strong>da</strong> tecnica de secagem poi insufiamento4 Nessa solur ao a operac ao <strong>da</strong> ser ao de prensas poderiabuilders can construct press configurations thatare more profitable for paper <strong>na</strong>kers and which paymore atter tian to raw material or energy savingsOrz the other hand this information can be usedto coratral machine run<strong>na</strong>bility by improving drYcontent wet stn ength or the density of the paperaccording to grade specific requirernerats The shoepress technique itself creates toolsfar reachinghigher production seed and a knowledge ofshoedesign gives addition calvalue to thisIn addition to the press section there areather production line positions that have an influence on hulk for example sizing calera<strong>da</strong>rirareeling and windzrzg However the rzflueraoe ofthe 1t press on bulk is the most significant oneDevelopment of the entire machine line or presssectian grad dryer section together intraducespossibilities to optimize profitabilit z 4n exampleofthis is the cambi<strong>na</strong>tiorz of closeddr crwtrans ferfr om press section to dryer section using the i<strong>na</strong>pingem ent drying technique 4J In this solutionpress seetiora oper atian could be optimized withser otimiza<strong>da</strong> relativamente ao volume especifico enquantoa operabili<strong>da</strong>de <strong>na</strong> seCao de secagem seria controla<strong>da</strong> atravesrespect to bulk while run<strong>na</strong>bility at the dryersection is contr oZl edthrough the clever use of im4 Juppi K Iraapraved run<strong>na</strong>bilitJ grad drrying capacity through ne technology Metso Paper Technology Days June 2006 0<strong>do</strong> use inteligente cla secagem poi insufiamento t pingement dryingN0REFERENCIAS RfFERENCfSNQ1 Halme P Ouestforbulk in a fine paper maehtne ABTCP Oct 20062 Honkalampi P Kataja Dry content a<strong>na</strong>lysis in wet pressing sensitivity to pressing variables NPPRJ Nord PulpWPaper Res J vol 17no 20023 Honkalampi P Jaakkola J Single nip shoe press impact to paper qualityPIPTAC Jan 2005