Precision Grinding - Portuguese

Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
RETIFICAÇÃO CILÍNDRICA INTERNA 53<br />
Recomendação de aplicação<br />
Especificação<br />
Metais<br />
não<br />
ferrosos<br />
Aços sem liga e de<br />
baixa liga<br />
Não endurecido | Endurecido<br />
Aços de alta liga<br />
Não endurecido | Endurecido<br />
Aço<br />
rápido<br />
Metal<br />
duro<br />
Azulejos<br />
Ferro<br />
fundido<br />
Aço<br />
inoxidável<br />
Desbaste<br />
seco<br />
Desbaste<br />
refrigerado<br />
89A 54<br />
97A, AT 55, 56<br />
B 57, 58<br />
D 58, 59<br />
Página<br />
Indicação perfeita<br />
Indicação limitada<br />
Dicas de aplicação<br />
Convencional<br />
– Velocidade de operação recomendada: 30–50 m / s<br />
– Avanço pré-retífica: 0,02–0,05 mm / oscilação<br />
– furo: 0,01–0,005 mm / Hub<br />
– Avanço de retífica de semiacabamento:<br />
0,01–0,005 mm / oscilação<br />
Diamante e CBN<br />
– Velocidade de corte recomendada para HSS e aço de<br />
ferramenta de liga alta é 15–35 m / s<br />
– Velocidade de corte recomendada para metal duro e<br />
cerâmico industrial é 15–25 m / s<br />
– Recomendado o uso de fluido refrigerado<br />
– Avanço de faiscamento: 5 ciclos<br />
– Garantir bom suprimento de refrigerante<br />
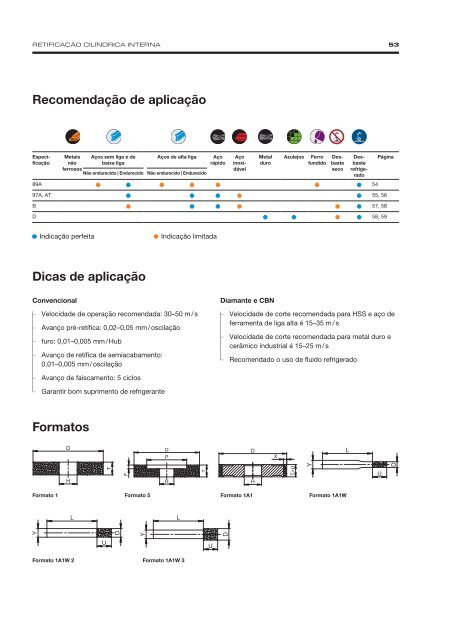
Formatos<br />
Formato 1 Formato 5 Formato 1A1<br />
Formato 1A1W<br />
Formato 1A1W 2 Formato 1A1W 3