TOZ KARAKTERİZASYONU
TOZ KARAKTERİZASYONU
TOZ KARAKTERİZASYONU

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
.<br />
TEKNİK SEÇİMLİ DERS I<br />
<strong>TOZ</strong> METALURJİSİ<br />
Prof.Dr.Muzaffer ZEREN<br />
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong>
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong><br />
Tüm toz prosesleme işlemlerinde başlangıç malzemesi toz olup<br />
bundan dolayı prosesin doğasını anlamak için tozun doğasını<br />
anlamak önemlidir.<br />
Partikül olarak ifade edilen kavram gerçekte daha alt bölünmesi<br />
olmayan toz birimidir. Genel olarak toz metalurjisi, dumandan (0.01-<br />
1 m) daha büyük ve kumdan (0.1-3 mm) daha küçük partiküller ile<br />
ilgilenir.<br />
Çoğu metal tozu boyutsal olarak insan saçının çapı (25-200 m)<br />
kadar bir boyutta bulunur. Tarama elektron mikroskobu (SEM) gibi<br />
yüksek büyütmeli mikroskoplar ile bu tür boyutta bulunan tozların<br />
karakteristik yapıları gözlemlenir.
Şekilde çok değişik tozlara ait SEM görüntüleri yer almaktadır. Şekilde gösterilen seride yaprakcık (flake)<br />
dan, küresele kadar değişik şekilli tozların yanısıra mikronaltından milimetre boyutlara kadar değişik boyutlu<br />
tozlar yer almaktadır.<br />
(a) Öğütme sonrası elde edilen<br />
iğnesel tellur, (b) Argon atmosferinde<br />
atomizasyon ile üretilen küresel -<br />
inceleri aglomere halinde- demir<br />
alaşımı, (c) Gaz redüksiyonu ile elde<br />
edilen poligonal tungsten agregaları,<br />
(d) Hava atomizasyonu ile üretilen<br />
küreselleşmiş ve ligament yapısındaki<br />
kalay, (e) Santrifüj atomizasyonu ile<br />
üretilen küresel demir alaşımı, (f) Hızlı<br />
su verme (splat) ile üretilen yaprakcık<br />
şeklindeki kalay, (g) Su atomizasyonu<br />
ile üretilen küreselleşmiş ve çapraşık<br />
yapılı paslanmaz çelik, (h) Elektrolitik<br />
olarak üretilen süngerimsi paladyum,<br />
(ı) Karbonil ayrışması ile elde edilen<br />
poroz ve kübik yapılı nikel, (j)<br />
Şeritlerin öğütülmesi sonucu üretilen<br />
köşeli demir esaslı metalik cam, (k)<br />
Sodyum ile redükte edilen ve<br />
sonrasında öğütülen çapraşık şekilli<br />
titanyum, (l) Öğütülmüş köşeli<br />
niobyum hidrit
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong><br />
Tipik bir toz karakterizasyonu açısından aşağıda ifade edilen<br />
kavramlar bilinmelidir:<br />
• Partikül boyut ve dağılımı<br />
• Partikül şekli ve boyuta bağlı olarak değişimi<br />
• Yüzey alanı<br />
• Partiküller arası sürtünme<br />
• Akışkanlık ve paketlenme<br />
• Partikül mikroyapısı<br />
• Kompozisyon, homojenite ve kirlilik (kontaminasyon) oranı.
.<br />
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong><br />
Şekil. Küreselleşmiş, ancak düzensiz bir tozun projekte edilmiş (yansıtılmış)<br />
görüntüsü. Partikül boyutunun ölçümünde kullanılan altı olası ölçüm<br />
kavramları gösterilmiştir. Üç ölçüm projeksiyon boyutuna bağlı iken diğer üç<br />
ölçüm eşdeğer küre çapına bağlı olarak gerçekleştirilir
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong> : PARTİKÜL BOYUTU<br />
Partikül boyutu, bir partikülün boyutsal olarak belirlenmesidir.<br />
Partikül boyutu özellikle ölçüm tekniğine, ölçüm sürecinde kullanılan<br />
spesifik parametrelere ve partikül şekline bağlıdır.<br />
Partikül boyutu analizi değişik tekniklerle ölçülebilir, ancak ölçüm<br />
parametrelerindeki farklılıklar nedeni ile eşdeğer sonuçlar elde edilemez.<br />
Çoğu partikül boyutu analizörü bir geometrik parametre kullanır ve küresel<br />
partikül şekline yönelik kabullenmeler içerir. Analiz için temel geometrik<br />
değerlerin eldesinde yüzey alanı, projeksiyon alanı, maksimum boyut,<br />
minimum kesit alanı veya hacim gibi kavramlar önemlidir.<br />
Partikül boyutu belki de toz metalurjisi ile uğraşanlar açısından en önemli<br />
karakteristiktir.<br />
Boyut ile ilgili dataların sunumunda hem ölçümün esası, hem de varsayılan<br />
partikül şeklinin verilmesi oldukça yararlıdır.
.<br />
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong><br />
Şekil. Partikül boyutunu belirlenmesinde yaşanan problemlerin bir gösterimi.<br />
Partikül şekli daha kompleks (karmaşık) bir hale geldikçe boyut ölçümü açısından<br />
parametrelerde bir artış gerçekleşir.
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong>: ÖLÇÜM TEKNİKLERİ<br />
Partiküllerin boyutlandırılmasında yaygın kullanılan tekniklerden biri<br />
mikroskop yardımı ile boyutlandırmadır.<br />
Mikroskoplar partikül boyutlandırılması açısından yeterli emniyeti<br />
sunmalarına rağmen istatistiksel açıdan yeterli miktarda toz tanesi<br />
sayımı gerekliliği, otomatik görüntü analizörlerinin de kullanılmasının<br />
nedenidir (Görüntü analizi teknikleri)
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong><br />
Görüntü analizi için disperse edilmiş numunenin eldesi başlıca bir problemdir.<br />
Çoğunlukla Şekilde gösterildiği aglomerasyon veya üstüste binmeler meydana<br />
gelir.<br />
Bundan dolayı gerçek partikül boyutunun ve şeklinin ayırt edilmesi güçtür. Tek<br />
ve çoklu partiküller arasındaki geçerli bir ayrımın doğru yapılması, partikül boyut<br />
analizlerinde oldukça zordur.<br />
Şekil 4.4. Aglomere halde bulunan tunsten tozları. Bu yapıdaki tozların mikroskop<br />
altında partikül boyutlarının incelenmesi oldukça zordur. (a) toza ait SEM<br />
görüntüsü, (b) toza ait TEM görüntüsü
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong> : Elek Analizi<br />
Elek analizi hızlı partikül boyutlandırılması üzerine<br />
uygulanan teknikler arasında en yaygın olanıdır.<br />
Elek tellerinin arası boşlukların yer aldığı kare<br />
ızgaralar (enine ve boyuna eşit aralıklarla gerilmiş<br />
tellerin oluşturduğu açıklık) mesh olarak tanımlanır.<br />
Mesh boyutu birim uzunlukta yer alan tel sayısı ile<br />
belirlenir. Teller arası açıklık boyutu mesh boyutu ile<br />
ters olarak değişir.<br />
Büyük mesh boyutlarında küçük açıklık boyutları<br />
bulunur. Mesh boyutu üzerine yaygın bir kabullenme<br />
inç başına düşen tel sayısı şeklindedir.<br />
Örneğin, 200 mesh boyut inç başına 200 telin<br />
bulunduğunu veya tel merkezleri arası mesafenin<br />
127 m olduğunu ifade eder.<br />
Bundan dolayı elek analizi genelde 38 m’dan büyük<br />
partiküller için uygulanır .
Tablo . Standart elek boyutları<br />
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong><br />
. Mesh boyutu Açıklık, m Mesh boyutu Açıklık, m<br />
18 1000 100 150<br />
20 850 120 125<br />
25 710 140 106<br />
30 600 170 90<br />
35 500 200 75<br />
40 425 230 63<br />
45 355 270 53<br />
50 300 325 45<br />
60 250 400 38<br />
70 212 450 32<br />
80 180 500 25<br />
600 20
.<br />
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong>
.<br />
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong> : PARTİKÜL BOYUT DAĞILIMI<br />
Şekil. Histogram. En çok tekrarlanan boyut mod olarak ifade edilir ve bu histogram<br />
için bu değer 75-90 m arasındadır.
.<br />
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong><br />
Şekil . Kümülatif partikül boyut dağılımı. Oklar dağılım için standart sapmayı<br />
göstermektedir.
.<br />
YAYGIN OLARAK KULLANILAN DAĞILIM EĞRİLERİ<br />
Şekil . Yaygın partikül boyut dağılım türlerinin karşılaştırılması
.<br />
LOG-NORMAL LOG-NORMAL BOYUT BOYUT DAĞILIMI DAĞILIMI<br />
Şekil . Partikül boyut dağılımının dört esasa göre gösterilmesi. (a) frekans-partikül<br />
boyut ilişkisi -lineer skalada-, (b) frekans-partikül boyut ilişkisi -logaritmik skalada-, (c)<br />
kümülatif frekans-partikül boyut ilişkisi -logaritmik skalada-, (d) logaritmik partikül<br />
boyutunun bir fonksiyonu olarak standart sapmaları gösteren log-normal dağılım.
.<br />
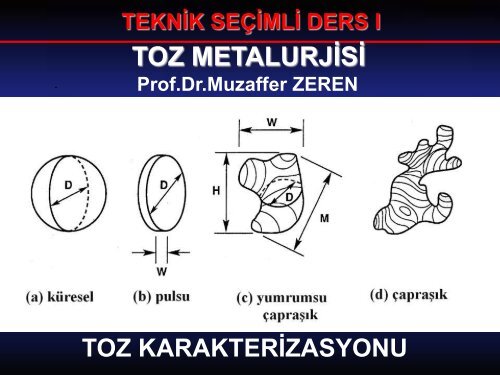
<strong>TOZ</strong> <strong>KARAKTERİZASYONU</strong>:<br />
PARTİKÜL ŞEKLİ<br />
Şekil . Olası toz şekillerine ait bir koleksiyon ve önerilen kalitatif tanımlayıcılar.