


Create successful ePaper yourself
Turn your PDF publications into a flip-book with our unique Google optimized e-Paper software.
<strong>TIG</strong> <strong>kaynağı</strong>- <strong>metod</strong> <strong>ve</strong> <strong>uygulama</strong><br />
<strong>TIG</strong> <strong>kaynağı</strong><br />
Tanım<br />
<strong>TIG</strong> ismi ABD’den gelir <strong>ve</strong> Tungsten Inert Gazın<br />
kısaltmasıdır.<br />
Tungsten – wolfram da denir – füzyon noktası<br />
3300ºC’den yüksek olan, yani normalde kaynaklanan<br />
metallerin iki katı füzyon noktasına sahip olan bir<br />
metaldir.<br />
Inert Gaz aktif olmayan gaz yani başka elementlerle<br />
karışmayan gazdır.<br />
Almanya’da bu <strong>metod</strong> WIG kaynak olarak bilinir <strong>ve</strong><br />
W wolfram anlamına gelir.<br />
<strong>TIG</strong> kaynak uluslararası standartlandırılmış bir tanımdır.<br />
DS/EN 24063’e göre bu kaynak işleminin numarası<br />
141’dir.<br />
<strong>TIG</strong> <strong>kaynağı</strong>nın prensibi<br />
<strong>TIG</strong> kaynak elektrik arkın kaynak parçası <strong>ve</strong> tungsten<br />
elektrot arasında yanarak füzyon gücü ortaya çıkarttığı<br />
bir elektrik ark kaynak işlemidir.<br />
Kaynak işlemi sırasında elektrot, ark <strong>ve</strong> kaynak havuzu<br />
inert koruma gazı ile atmosferik havaya karşı korunurlar.<br />
Gaz nozulu ile koruma gazı kaynak alanına iletilir <strong>ve</strong><br />
buradaki atmosferik havayı ortadan kaldırır.<br />
<strong>TIG</strong> kaynak diğer ark kaynak işlemlerinden kullanılan<br />
elektrot ile ayrılır çünkü bu işlemde MIG/MAG <strong>ve</strong> MMA<br />
gibi diğer kaynak işlemlerindeki gibi elektrot tüketilmez.<br />
1<br />
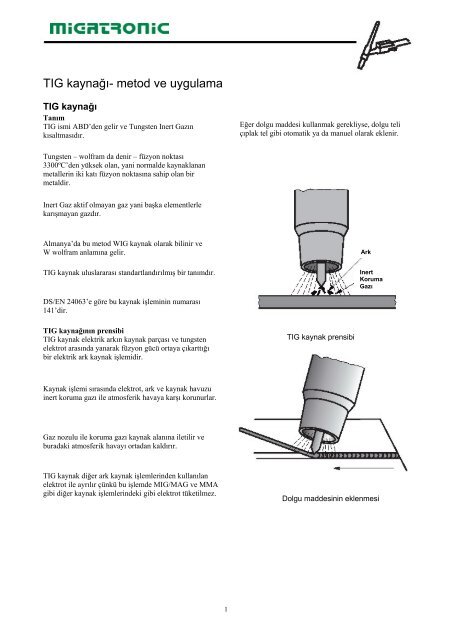
Eğer dolgu maddesi kullanmak gerekliyse, dolgu teli<br />
çıplak tel gibi otomatik ya da manuel olarak eklenir.<br />
<strong>TIG</strong> kaynak prensibi<br />
Ark<br />
Inert<br />
Koruma<br />
Gazı<br />
Dolgu maddesinin eklenmesi
Tel makarası<br />
Tel kılavuzu<br />
Dolgu malzemesinin otomatik beslemesi<br />
<strong>TIG</strong> Arkı<br />
Daha önce de bahsedildiği gibi <strong>TIG</strong> kaynaktaki füzyon<br />
enerjisi arkın kaynak parçası <strong>ve</strong> tungsten elektrot ara-<br />
sında yanması sırasında meydana gelir.<br />
Tel besleme manuel ya da otomatik olarak yapılabilir.<br />
DC <strong>TIG</strong> kaynakta tungsten elektrtot genelde negatif<br />
polariteye <strong>ve</strong> kaynak parçası pozitif polariteye bağlıdır.<br />
Elektron teorisine göre ark tutuştuğunda negatif yüklü<br />
elektronlarla pozitif yüklü iyonlar birleşir.<br />
Elektronlar negatif kutuptan pozitif kutuba giderken<br />
pozitif yüklü iyonlar tam tersi hareket eder.<br />
Arkta elektronlar <strong>ve</strong> iyonlar arasında bir çarpışma olur<br />
<strong>ve</strong> bu çarpışma ısı enerjisi üretir.<br />
2<br />
Tungsten<br />
Elektrod<br />
Ark<br />
+ kutup<br />
- kutup<br />
Katod<br />
<strong>TIG</strong> <strong>kaynağı</strong>nda elektronların <strong>ve</strong> iyonların yer değiştirmesi<br />
Elektron akışı çok hızlı bir şekilde meydana gelir <strong>ve</strong><br />
kaynak parçasına çarptıklarında farkedilir miktarda ısı<br />
enerjisi oluştururlar.<br />
İyon akışı elektrota çarptığında ise çok benzer enerji<br />
üretimi meydana gelmez.<br />
Üretilen toplam ısı enerjisinin %30’u negatif kutupa<br />
bağlı olan elektrotun ucuna, %70’i ise pozitif kutupa<br />
bağlı olan kaynak parçasına gider.<br />
Anot<br />
Alternatif akım<br />
Alternatif akım voltajın saniyede 100 kez kadar polariteyi<br />
değiştirmesi ile oluşur.<br />
Elektronlar<br />
İyonlar
- kutup<br />
+ kutup<br />
<strong>TIG</strong> <strong>kaynağı</strong>nda ısı dağılımı<br />
% 30<br />
% 70<br />
Elektrot yarı periyotta pozitif polariteye sahipken<br />
kaynak parçası da aynı yarı periyotta negatif polariteye<br />
sahip olur.<br />
Polarite değiştikten sonraki yarı periyotta ısı enerjisi<br />
%50’si elektrotta %50’si kaynak parçasında olmak<br />
üzere dağılır.<br />
3<br />
Uygulama<br />
Avantajlar<br />
<strong>TIG</strong> kaynak işlemi sahip olduğu avantajlara bağlı olarak<br />
birçok <strong>uygulama</strong> şekline sahiptir:<br />
• Kaynak parçasına konsantre ısıtma sağlar<br />
• İnert koruma gazı sayesinde kaynak havuzuna efektif<br />
koruma sağlar.<br />
• Dolgu malzemesinden bağımsız olabilir.<br />
• Dolgu malzemeleri eğer alaşım doğruysa iyi hazırlanmış<br />
olmak zorunda değillerdir.<br />
• Cüruf ya da çapak olşumu olmadığı için kaynak parçasını<br />
yeniden temizlemeye ihtiyaç yoktur.<br />
• Ulaşılması zor olan bölgeler bile rahatça kaynaklanabilir.<br />
Uygulama alanları<br />
<strong>TIG</strong> <strong>kaynağı</strong> genelde yüksek kalitede kaynak sonuçları<br />
gereken işlemler için kullanılır:<br />
• Offshore sanayii<br />
• Birleşik ısı <strong>ve</strong> güç alanları<br />
• Petrokimya sanayii<br />
• Gıda sanayii<br />
• Kimya sanayii<br />
• Nükleer sanayii<br />
<strong>TIG</strong> <strong>kaynağı</strong> için malzemeler<br />
En önemli <strong>uygulama</strong> alanı:<br />
• Paslanmaz çelik ince malzemelerin <strong>kaynağı</strong><br />
• Aluminyum<br />
• Nikel<br />
• Nikel alaşımlar<br />
Kaynak kalitesindeki artan talep <strong>TIG</strong> kaynak maki-<br />
nalarını alaşımlı ya da alaşımsız <strong>ve</strong> ağır plakalarla ya-<br />
pılan kaynaklar <strong>ve</strong> küçük tüp <strong>kaynağı</strong>nda daha popüler<br />
hale getirmiştir.
Aşağıdaki tablo hangi malzemelerle <strong>TIG</strong> <strong>kaynağı</strong><br />
yapılabileceğini <strong>ve</strong> uygun polaritelerini gösterir.<br />
Malzeme<br />
Alaşımsız çelikler<br />
Düşük alaşımlı<br />
çelikler<br />
Krom/nikel<br />
Çelikler<br />
Krom çelikler<br />
Bakır alaşımları<br />
Nikel alaşımları<br />
Titanyum<br />
Kurşun<br />
Aluminyum<br />
alaşımları<br />
Magnezyum<br />
alaşımları<br />
Akım tipi<br />
=<br />
=<br />
=<br />
=<br />
=<br />
=<br />
=<br />
=<br />
~<br />
Kısaltmalar: = DC, ~ AC, - negatif, + positif<br />
~<br />
Elektrot<br />
polaritesi<br />
-<br />
<strong>TIG</strong> kaynakta malzemelerin çoğu için doğru akımda<br />
negatif polariteli elektrot kullanılır.<br />
Aluminyum <strong>ve</strong> magnezyumun doğru akımla <strong>kaynağı</strong><br />
pek mümkün değildir. Bunun nedeni yüksek füzyon<br />
noktasına bağlı olarak oluşan <strong>ve</strong> malzemeleri kaplayıp<br />
kaldırılması da oldukça zor olan kalın oksit tabakasıdır.<br />
Böylece aluminyum, magnezyum <strong>ve</strong> onların alaşımları<br />
genelde bu oksit tabakasını ortadan kaldırabilecek alter-<br />
natif akım ile kaynaklanırlar.<br />
-<br />
-<br />
-<br />
-<br />
-<br />
-<br />
-<br />
4
<strong>TIG</strong> Kaynak Ekipmanı<br />
Konfigürasyon<br />
<strong>TIG</strong> <strong>kaynağı</strong>nda başarılı bir sonuç elde etmek <strong>ve</strong><br />
tüm kapasitesini kullandırabilmek için her bir<br />
parçanın kendi fonksiyonu olan birçok farklı<br />
parçadan oluşan ekipmana sahip olmak gerekir.<br />
<strong>TIG</strong> kaynak ekipmanı temelde aşağıdaki malzeme-<br />
leri içerir:<br />
• Kaynakçının arkı kontrol etmek için kullanacağı<br />
<strong>TIG</strong> torçu<br />
• Kaynak akımı için temelde gereken güç <strong>kaynağı</strong><br />
• Kaynak akımı, ark ateşlemesi gibi ayarların kontrol<br />
sistemlerini kapsayan bir <strong>TIG</strong> ünitesi<br />
• Basınç azaltıcı valfli <strong>ve</strong> akışmetreli koruma gazı<br />
tüpü<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
7<br />
Kaynak akımı kablosu<br />
Kaynak akımı kablosu<br />
<strong>TIG</strong> ünitesi için kontrol kablosu<br />
Koruma gazı<br />
<strong>TIG</strong> torçu için kaynak kablosu<br />
<strong>TIG</strong> torçu için kontrol kablosu<br />
+ polariteli şase kablosu<br />
Kaynak ekipmanının konfigürasyonu için örnek<br />
5<br />
Birçok <strong>TIG</strong> kaynak makinası bu şekilde üretilmiş<br />
olduğundan hem güç <strong>kaynağı</strong> hem de <strong>TIG</strong> ünitesi<br />
bir gövde halindedir.<br />
Güç <strong>kaynağı</strong> <strong>ve</strong> <strong>TIG</strong> ünitesi tek gövdede<br />
<strong>TIG</strong> Torçu<br />
<strong>TIG</strong> torçunun ana görevi kaynak akımını <strong>ve</strong> koruma<br />
gazını kaynak bölgesine taşımaktır.<br />
<strong>TIG</strong> Torçu<br />
<strong>TIG</strong> torçu kaynak kabzası <strong>ve</strong> elektronik izolasyon<br />
malzemesi ile örtülmüş torç boynundan oluşur.
Torç kabzası genelde kaynak akımını <strong>ve</strong> koruma<br />
gazını açıp kapatan bir tetiğe sahiptir.<br />
1.<br />
2.<br />
3.<br />
4.<br />
5.<br />
6.<br />
7.<br />
8.<br />
9.<br />
Torç boynu<br />
Kabza<br />
Tetik<br />
Elektrod kepi<br />
Conta<br />
Elektrot iğnesi<br />
Isı koruması<br />
İğne tutucu<br />
Gaz nozulu<br />
<strong>TIG</strong> kaynak torçu<br />
6<br />
Elektrot iğnesi, elektrot kepi sıkıştığında elektrotun<br />
etrafında baskı uygulayarak sıkıca sarabilmek için<br />
parçalı bir yapıya sahiptir.<br />
Elektrotun üzerindeki çok ağır akım yükünü engel-<br />
lemek için torç, elektrota yapılan akım transferinin<br />
elektrot noktasına çok yakın bir yerde yapılmasını<br />
sağlayacak şekilde geliştirilmiştir.
Torç kısıtlı <strong>ve</strong> zor alanlarda kullanılacaksa resimde<br />
görülen uzun torç kepi kısasıyla değiştirilebilir.<br />
Ancak kep genelde normal uzunluktaki bir elektrotu<br />
sarmak için çok uzundur.<br />
<strong>TIG</strong> torçları ihtiyaç olan maksimum akım yüklerine<br />
<strong>ve</strong> istenilen sonuçlara göre farklı ebatlarda <strong>ve</strong> di-<br />
zaynlarda mevcuttur.<br />
Torçun ebatı kaynak sırasındaki soğutma kapasi-<br />
tesine de bağlıdır.<br />
7<br />
<strong>TIG</strong> Torçunun Soğutulması<br />
Bazı torçlar da torçu soğutan koruma gazı olması<br />
durumuna göre geliştirilmiştir. Ancak, torç aynı<br />
zamanda çevreleyen havaya ısı <strong>ve</strong>rir.<br />
Diğer torçlar soğutma tüpleri ile üretilir. Su soğutmalı<br />
torçlar genelde yüksek akım yoğunlukları <strong>ve</strong> AC<br />
kaynak için uygundur.<br />
Genelde aynı akım yoğunluğu için üretilen bir su<br />
soğutmalı torç hava soğutmalı torçtan daha büyüktür.<br />
Kontrol kablosu<br />
Kaynak(akım) kablosu<br />
Gaz hortumu
Bazı yeni <strong>TIG</strong> torçlarında torç kabzası üzerinde<br />
kaynak sırasında akım ayarının yapılmasını sağ-<br />
layan bir tetik vardır.<br />
Gaz Nozul<br />
Gaz nozulun görevi koruma gazını kaynak a-<br />
lanına iletip atmosferik havanın kaybolmasını<br />
sağlamaktır.<br />
Gaz nozul <strong>TIG</strong> torçuna vidalanmıştır böylece<br />
gerektiğinde değiştirilmesi mümkündür. Genelde<br />
seramik bir malzemeden yapılmıştır <strong>ve</strong> ısıya da<br />
dayanıklıdır.<br />
Gaz nozulun ebatı genelde orifisin iç çapı ile<br />
belirtilir 1/16”.<br />
Örnek<br />
Bir gaz nozulu no. 4’ün iç çapı 4/16” yani 6.4 mm.<br />
Normal gaz nozul <strong>ve</strong> gaz lensli gaz nozul<br />
8<br />
Gaz Lens<br />
Bir diğer gaz nozzle cinsi de gaz lensidir <strong>ve</strong> koruma<br />
gazının tel olukları içinden geçip gaz akışının daha<br />
uzun mesafede daha sabit <strong>ve</strong> düzgün olmasını<br />
sağlayan bir sisteme sahiptir.<br />
Koruma gazı akışı<br />
Uzun gaz akışının avantajı elektrotun daha uzun çıkıntıya<br />
sahip olması <strong>ve</strong> böylece kaynakçının daha güzel bir<br />
görüntü sağlayabilmesidir. Gaz dağıtıcı ile koruma<br />
gazı sarfiyatı da azaltılabilir.<br />
Güç Kaynağı<br />
<strong>TIG</strong> kaynak güç kaynakları genelde 70-80V açık devre<br />
voltajına sahip olurlar.<br />
Doğru akım ile kaynak yapmak için 400V şebeke volta-<br />
jının alternatif akımını <strong>TIG</strong> işlemi için uygun bir çıkışa<br />
doğrultan <strong>ve</strong> aynı zamanda akım yoğunluğunu kaynak-<br />
çının makina üzerinden ayarladığı değerlere göre değiş-<br />
tiren bir güç <strong>kaynağı</strong> kullanılır.<br />
Modern kaynak makinaları DC modunda <strong>ve</strong> hatta hem<br />
AC hem DC modunda kaynak yapma yeteneğine sahiptir.
<strong>TIG</strong> Üniteleri<br />
<strong>TIG</strong> ekipmanının kontrol sistemi farklı fonksiyon-<br />
larla çok basit ya da gelişmiş olabilir.<br />
En basit <strong>ve</strong>rsiyonunda sadece akım kontrol edile-<br />
bilir <strong>ve</strong> koruma gazı <strong>TIG</strong> torçu üzerindeki küçük<br />
bir valften açılıp kapanabilir.<br />
Daha gelişmiş <strong>TIG</strong> makinaları koruma gazını da<br />
kontrol edebilir böylece ark tutuşmadan önce<br />
kaynak alanına gönderilir <strong>ve</strong> kaynak akımı bitme-<br />
den önce koruma gazının etkilenmesini önler.<br />
Bu hem tungsten elektrotun hem de kaynak havu-<br />
zunun soğutma sırasında atmosferik havadan<br />
korunduğu anlamına gelir.<br />
Dahası, <strong>TIG</strong> makinalarının aynı zamanda tutuşma<br />
servisleri vardır <strong>ve</strong> bu fonksiyon elektrotun<br />
kaynak parçasına yapışmasını önler <strong>ve</strong> böylece<br />
elektrot noktasının zarar görmesi engellenmiş olur.<br />
Bu tutuşma servisi frekansı saniyede 2-4 milyon<br />
periyot <strong>ve</strong> voltajı birkaç bin volta yükseltebilen<br />
yüksek frekans ünitesi (HF) olabilir.<br />
Yüksek frekans <strong>ve</strong> voltaj elektrot noktası <strong>ve</strong><br />
kaynak parçası arasında arkı transfer eden bir<br />
kıvılcım üretilir.<br />
Yüksek frekanslı tutuşma<br />
9<br />
Bir başka tutuşma kontrolü sağlama şekli de tutuş-<br />
ma anında kısa devre akımını limitleyen bir ünite<br />
kullanmaktır. Böylece kaynak başladığında tungs-<br />
ten elektrot noktası yapışmadan doğrudan kaynak<br />
parçası üzerine konabilir. Kontrol elektrot kaynak<br />
parçasından kaldırışldığında yani ark ateşlendiğin-<br />
de kaynak akım yoğunluğunu arttırır.<br />
Bu kontrolün LIFTARC ya da LIF<strong>TIG</strong> gibi farklı<br />
isimleri vardır.<br />
LIFT <strong>metod</strong>u ile tutuşma<br />
Tutuşmanın kontrolü ile ilgili başka olanaklar:<br />
• Eğim kontrolü kaynak başladığında kaynak akımını<br />
arttıran <strong>ve</strong> bittiğinde akımı azaltan bir fonksiyona<br />
sahiptir. Eğim kontrolü özellikle kaynak bittiğinde<br />
gözenek <strong>ve</strong> delik oluşumunu engellemesi açısından<br />
oldukça yararlıdır.<br />
Yukarı eğim Kaynak akımı Aşağı eğim<br />
Eğim servisi<br />
Akım palsı iki kaynak akımı seviyesinin önceden<br />
programlandığı anlamına gelir. Bunlar pals akımı<br />
<strong>ve</strong> baz akımıdır.<br />
Baz akımı sadece arka sahip olmak için gereken<br />
büyüklüktedir.<br />
Baz malzemesinin füzyonu pals akımı mevcutken<br />
ortaya çıkar <strong>ve</strong> kaynak havuzu soğurken baz akımı<br />
vardır ancak ark kurulmuştur.
Pals <strong>ve</strong> baz akım periyotları ayrıca kontrol<br />
edilebilirlerdir.<br />
Amperaj<br />
Pals akım zamanı Baz akım zamanı<br />
Kaynak palslı modda yapıldığında kaynak görüntüsü<br />
kaynak hızına bağlı olarak birbirinin üstine binmiş<br />
punta görüntüsündedir.<br />
Palslı <strong>TIG</strong> <strong>kaynağı</strong>na bir örnek<br />
Birçok çift akım makinaları alternatif akım eğimini<br />
daha karesel yapabilecek kontrol fonksiyonuna sahiptir<br />
<strong>ve</strong> pozitif <strong>ve</strong> negatif yarı-periyotlar arasındaki dengeyi<br />
de kurabilir.<br />
Düzenlenmiş AC eğim görüntüsü<br />
Pals akımı<br />
Baz akım<br />
Saniye<br />
Aluminyum, magnezyum <strong>ve</strong> alaşımları ile <strong>TIG</strong> kaynak<br />
yaparken bu kontrol olanakları oldukça avantajlıdır.<br />
10
<strong>TIG</strong> Kaynak – Tungsten Elektrotların Bilenmesi<br />
<strong>TIG</strong> kaynak için elektrotlar<br />
<strong>TIG</strong> kaynak için kullanılan elektrotlar genelde<br />
tungstenden yapılır.<br />
Saf tungsten çok yüksek ısı rezistansına sahip<br />
olan bir malzemedir <strong>ve</strong> füzyon noktası yaklaşık<br />
3,380oC’dir.<br />
Tungsteni metal oksit ile alaşımlamakla elektrotun<br />
iletkenliği arttırılabilir <strong>ve</strong> böylece yüksek akım<br />
yüklerine dayanıklı hale gelir.<br />
Bu nedenle alaşımlı tungsten elektrotlar daha uzun<br />
ömre <strong>ve</strong> saf tungsten elektrotlara göre daha iyi tutuşma<br />
özelliklerine sahip olur.<br />
Tungsteni alaşımlamak için en sık kullanılan metal<br />
oksitler:<br />
• Toryum oksit ThO2<br />
• Zirkonyum oksit ZrO2<br />
• Lantanyum oksit LaO2<br />
• Seryum oksit CeO2<br />
Tungsten Elektrotlardaki Renk<br />
Göstergeleri<br />
Saf tungsten elektrotlar <strong>ve</strong> farklı alaşımlananlar aynı<br />
görünseler de aralarındaki farkı söylemek imkansızdır.<br />
Bu nedenle her tip elektrot üzerinde belirli bir renk<br />
göstergesi kullanılmaktadır.<br />
Elektrotlar son 10mm’de belirli renklerle işaretlenirler.<br />
11<br />
En çok kullanılan tungsten elektrotlar:<br />
• Saf tungsten yeşil ile işaretlenmiştir. Bu elektrot<br />
genelde aluminyum <strong>ve</strong> aluminyum alaşımlarının<br />
AC <strong>kaynağı</strong>nda kullanılır.<br />
• %2 toryumlu tungsten kırmızı ile işaretlenmiştir.<br />
Bu elektrot alaşımsız / az alaşımlı çeliklerin ya da<br />
paslanmaz çeliklerin <strong>kaynağı</strong>nda kullanılır.<br />
• %2 lantanyumlu tungsten mavi ile işaretlenmiştir.<br />
Bu elektrot <strong>TIG</strong> ile kaynaklanabilen bütün malze-<br />
melerin <strong>kaynağı</strong>nda kullanılmak için uygundur.<br />
Elektrot Ebatları<br />
Tungsten elektrotlar 0.5 – 8mm arasında farklı<br />
çaplara sahiptir.<br />
<strong>TIG</strong> kaynak elektrotları için en sık kullanılan elek-<br />
trot çapları 1.6 - 2.4 - 3.2 <strong>ve</strong> 4 mm.<br />
Elektrot çapı akım yoğunluğu, ne tip elektrota<br />
ihtiyaç duyulduğu <strong>ve</strong> AC ya da DC olması baz<br />
alınarak seçilir.<br />
Bileme Açısı<br />
<strong>TIG</strong> kaynakta iyi sonuç alınmasının başka bir şartı<br />
da tungsten elektrotun doğru bir şekilde bilenmiş<br />
olmasıdır.<br />
DC <strong>ve</strong> negatif polariteyle kaynak yaparken elektrot<br />
noktası daha dar <strong>ve</strong> daha derin nüfuziyet profili<br />
sağlanması için daha konsantre bir arka sahip<br />
olunabilmesi açısından konik olmalıdır.
Aşağıdaki başparmak kuralı tungsten elektrot çapı<br />
<strong>ve</strong> onun bilenmiş nokta uzunluğu arasındaki ilişkiyi<br />
gösterir.<br />
Küçük noktalı açı dar kaynak havuzu <strong>ve</strong> daha bü-<br />
yük noktalı açı daha geniş kaynak havuzu sağlar.<br />
D = 2,5<br />
mm.den az<br />
Yaklaşık 2xD<br />
kadar olmalı<br />
D= 2,5<br />
mm.den fazla<br />
DC kaynak için bilenen tungsten elektrot örneği<br />
Noktalı açının aynı zamanda kaynak derinliğinin nüfu-<br />
ziyeti üzerinde de etkisi vardır.<br />
Yaklaşık 1,5xD<br />
kadar olmalı<br />
Noktalı açı <strong>ve</strong> kaynak havuzu arasındaki bağlantı<br />
12<br />
0.5mm çaplı yatay bir alan elde etmek için<br />
elektrotun ucunu köreltmek tungsten elektrotun<br />
ömrünü uzatır.<br />
Yatay elektrot ucu<br />
AC <strong>TIG</strong> <strong>kaynağı</strong> için tungsten elektrot kaynak<br />
sırasında yuvarlanır çünkü kaynak sırasında oldukça<br />
fazla yüklenir <strong>ve</strong> daha yarım globular bir forma<br />
sahip olur.<br />
AC kaynak için tungsten elektrot
Tungsten Elektrotun Bilenmesi<br />
Elektrotu bilerken ucu bileme diskinin yönünde<br />
olmalıdır. Böylece bileme izleri elektrotun uzunluk<br />
yolunda bulunacaktır.<br />
Yanlış bileme Doğru bileme<br />
13<br />
Elektrotların ekstra iyi bilenmesini sağlamak<br />
için elektrotların bilenmesi için elektrot bileme<br />
makinasına sahip olmak gerekir.<br />
Böyle makinalar çok iyi bileme izleri oluşmasını<br />
sağlayan yönlendirici elmas örtülü diske sahiptir.<br />
Genelde bu makinalar elektrotlar için ayarlanabilen<br />
bileme açısı <strong>ve</strong> böylece düzgün bileme sağlayan bir<br />
gerece sahiptir. Bu makinalar ayrıca, sağlık için çok zararlı<br />
olan tungsten tozunu filtre ederler.<br />
Tungsten bileme makinası
<strong>TIG</strong> Kaynak – Koruma Gazı<br />
Gazlar<br />
Koruma gazının birçok fonksiyonu vardır. Bunlar-<br />
dan biri atmosferik havayı ortadan kaldırmak <strong>ve</strong><br />
böylece kaynak havuzuyla temasını engellemek<br />
<strong>ve</strong> tungsten elektrotun akkor haline gelmesini ön-<br />
lemektir.<br />
Dahası, koruma gazı arktaki akım <strong>ve</strong> ısı transfe-<br />
rinde de önemli rol oynar.<br />
<strong>TIG</strong> kaynak için iki inert gaz kullanılır. Bunlar ar-<br />
gon (Ar) <strong>ve</strong> helyum (He) olup argon daha sık kul-<br />
lanılmaktadır.<br />
İki inaktif koruma gazı birbiriyle karışabilir <strong>ve</strong>ya<br />
her biri azaltıcı etkisi olan başka bir gazla karışa-<br />
bilir.<br />
Gazın azalması demek oksijenle birleşmesi demektir.<br />
<strong>TIG</strong> kaynakla bağlantılı olarak iki azaltıcı gaz hid-<br />
rojen (H2) <strong>ve</strong> nitrojen (N2) kullanılır.<br />
Koruma gazı kaynaklanacak malzemenin cinsine göre<br />
seçilir:<br />
Ar<br />
Ar/H2<br />
Ar/He<br />
He<br />
Alaşımsız / az alaşımlı<br />
çelikler<br />
Paslanmaz çelikler<br />
x x<br />
x<br />
Nikel alaşımlı<br />
Doğru koruma gazı seçimi<br />
x<br />
x<br />
x<br />
Bakır alaşımlı<br />
x x<br />
x<br />
x<br />
Aluminyum alaşımlı<br />
x<br />
x<br />
15<br />
Kaynağın alt kısmını da korumak için azaltıcı<br />
N2/H2 gazlarının karışımını kullanmak yararlı<br />
olacaktır.<br />
Koruma gazları kolay farkedilebilmeleri için stan-<br />
dardize edilmiş renklerle boyalı çelik silindirlerde<br />
temin edilir. Bu nedenle asıl silindirin <strong>ve</strong> üst kısmı-<br />
nın renkleri kullanılır.<br />
Ar<br />
Ar/H2<br />
Ar/He<br />
He<br />
N2/H2<br />
Silindirin rengi<br />
Turkuaz<br />
Turkuaz<br />
Turkuaz<br />
Kah<strong>ve</strong>rengi<br />
Açık gri<br />
Üst kısmının rengi<br />
Turkuaz<br />
Kırmızı<br />
Kah<strong>ve</strong>rengi<br />
Kah<strong>ve</strong>rengi<br />
Kırmızı<br />
Koruma gazı silindirlerindeki renk göstergeleri<br />
Basınç Azaltıcı Valf <strong>ve</strong> Debimetre<br />
Çelik silindirlerdeki basınç 200 – 300 bar arasındadır.<br />
Koruma gazı kullanabilmek için yüksek basınç uygun<br />
çalışma basıncına kadar azaltılmalıdır.<br />
Basınç azaltıcı valf basıncı azaltmak için kullanılır.<br />
Basınç azaltıcı valf asıl silindir basıncının okunabile-<br />
ceği bir ölçü sistemiyle donatılmıştır.
<strong>TIG</strong> kaynakta istenilen gaz akışını ayarlamak için<br />
aşağıdaki resim debimetre ile donatılmış basınç<br />
azaltıcı valfi göstermektedir.<br />
Debimetreli basınç-azaltıcı valf<br />
Debimetrede akan gazla yükselen <strong>ve</strong> litre/dakika-<br />
da gaz akışını okumayı sağlayan küçük bir top<br />
vardır.<br />
Lütfen debimetrenin ölçü tüpünün dikey olarak<br />
yerleştirilmesi gerektiğini <strong>ve</strong> debimetrenin<br />
kullanılan tipte koruma gazı için dizayn edildiğini<br />
<strong>ve</strong> hatalı okuma gibi bir riskinin bulunduğunu<br />
unutmayınız.<br />
16<br />
Bütün basınç azaltıcı valfler debimetre ile dona-<br />
tılmamıştır. Bazı tipler litre ölçüsü ile çalışabilir<br />
ya da ayrı akışmetreye sahip olabilirler.<br />
Litre ölçülü manometre ile çalışan basınç azaltıcı valf<br />
Direk olarak gaz nozulundan ölçen bir debimetre<br />
gaz nozulun başında bulunması istenen koruma<br />
gazı miktarını kontrol edebilir.<br />
Gaz nozulundan direk ölçüm<br />
Debimetre<br />
Gaz nozulu
Koruma gazının miktarı gaz nozulun iç çapına bağlıdır.<br />
Argon tüketimi (l/dak)<br />
Gaz nozulunun iç çapı (mm.)<br />
Koruma gazı miktarı için gösterilen değerler<br />
Çok fazla gaz miktarı gaz nozulundaki çıkış hızını<br />
arttırır. Bu enjektör etkisine bağlı olarak havanın<br />
koruma gazına dönmesine <strong>ve</strong> karışmasına neden<br />
olabilir.<br />
17
<strong>TIG</strong> Kaynağı – Kişisel Gü<strong>ve</strong>nlik<br />
Isı <strong>ve</strong> Kaynak Işığı<br />
Arktan emilen ışık gözlere çok zararlı olup göze<br />
kum kaçmış hissi yaratan “kaynak alması”na da neden<br />
olabilir. Isı emisyonu göz bebeğinde hasar oluşu-<br />
mu sonucu katarakta neden olabilir. Ark<br />
ışığı cilde de çok zararlıdır <strong>ve</strong> açık ciltte ciddi<br />
güneş yanıklarına benzer sonuca neden olur.<br />
Işık <strong>ve</strong> Isıya Karşı Koruma<br />
Kaynak Başlığı<br />
Kaynak koruması gözlerin <strong>ve</strong> yüzün ısı <strong>ve</strong> ışıktan<br />
korunmasıdır <strong>ve</strong> el koruması ya da kaynak başlığı<br />
şeklinde olabilir. Korumalar siyah, derecelendiril-<br />
miş filtre lensleri ile donatılmış olup ışığı azaltarak<br />
gözleri ark radyasyonundan korur. Siyah filtrenin<br />
önünde bu siyah yüzeyi de koruyan bir kapak daha<br />
vardır.<br />
Koruma Filtrelerinin Tipleri<br />
Koruma filtrelerinin tipleri İngiliz ya da Avrupa<br />
standartları ile standardize edilmiş ancak genelde<br />
Alman standardı (DIN) ile tedarik edilmektedir.<br />
Filtre tipi arkın gücüne, odadaki ışığa <strong>ve</strong> kaynak-<br />
çının gözlerine göre seçilmelidir. Kaynak alanı-<br />
nın çevresi de uygun gölgeli olmalıdır. Böylece<br />
arktan emilen ışık kaynakçıyı rahatsız etmeye-<br />
cektir ancak kaynak alanının etrafının çok karan-<br />
lık olması da ark kurulduğunda etrafın görülme-<br />
sini zorlaştırır.<br />
19<br />
Ark <strong>kaynağı</strong> için tavsiye edilen kaynak filtresi yo-<br />
ğunluğu aşağıdaki gibidir. Bu tavsiyeler kılavuz<br />
gibi düşünülebilir. Yeni test metotları gözleri ko-<br />
rumak için >DIN5 yoğunluğunda kaynak filtresi<br />
oluşturmuştur<br />
< 100 A<br />
100 - 300 A<br />
> 300 A<br />
DIN 7- 9<br />
DIN 10-11<br />
DIN 12-14<br />
Kaynak Alanının Korunması<br />
Çalışma alanını koruyarak kaynakçı odadaki diğer<br />
insanları da kaynak ışığından koruyabilir. Dikkatli<br />
bakılırsa ark 10 metre uzaklıktan bile “kaynak alması”na<br />
neden olabilir. Bu nedenle çalışma bölgesine, özel hazırlanmış<br />
perdeler monte edilmelidir.<br />
Çalışma Kıyafetleri<br />
Çalışma kıyafetleri cildi ışık <strong>ve</strong> ısı radyasyonun-<br />
dan korur.
Çalışma Eldi<strong>ve</strong>nleri<br />
Çalışma eldi<strong>ve</strong>nleri elleri <strong>ve</strong> bilekleri ısı <strong>ve</strong> ışık<br />
radyasyonundan korur. Eldi<strong>ve</strong>nler genelde de-<br />
riden yapılır <strong>ve</strong> üst kısmı en az 120 mm uzunlu-<br />
ğunda olmalıdır. Eldi<strong>ve</strong>nler elektriksel gü<strong>ve</strong>nliğe<br />
bağlı olarak kuru tutulmalıdır (elektrikli sızıntı<br />
rezistansı en çok kuru eldi<strong>ve</strong>nlerdedir).<br />
20<br />
Kaynak Alması<br />
Etki<br />
Arktan çıkan <strong>ve</strong> başka parlak parçalardan yansıyan<br />
ışık “kaynak alması”na neden olabilir. Kornea kurur <strong>ve</strong><br />
yarılabilir. “Kaynak alması” çok rahatsızlık <strong>ve</strong>rici bir<br />
durumdur <strong>ve</strong> gözlere kum kaçmış hissi yaratır.<br />
Normalde “kaynak alması” kalıcı hasara neden olmaz<br />
ancak aynı ışığa sürekli maruz kalmak görüş<br />
gücünü azaltabilir.<br />
Tedavi<br />
Soğuk kompres rahatlatır <strong>ve</strong> bazı merhemler anes-<br />
tezik etki yaratır. Eğer ağrı devam ederse size bir<br />
losyon ya da damla önerebilecek bir doktora başvur-<br />
manız gerekir. Bu tarz merhem ya da losyonlar göz-<br />
lerde anestezik etki yaratır <strong>ve</strong> bu etki nedeniyle bile-<br />
me tozları farkedilmeden göze kaçabilir.
Basınçlı Gaz Silindirleri<br />
İsim<br />
Asetilen<br />
(gaz)<br />
Argon<br />
Hidrojen<br />
Hava<br />
Nitrojen<br />
Oksijen<br />
Teknik<br />
Oksijen,<br />
Teknik<br />
Kimyasal<br />
belirleme<br />
C2H2<br />
Ar<br />
H2<br />
–<br />
N2<br />
O2<br />
O2<br />
Uygulama alanları Tüp rengi Bağlantı yivi<br />
Kaynak, kesim <strong>ve</strong> benzeri<br />
Bütün metallerin koruma gazlı<br />
<strong>kaynağı</strong><br />
Bütün kimyasal <strong>ve</strong> metal sanayii<br />
için azaltma – <strong>ve</strong> koruma gazı.<br />
Jeneratör soğutması<br />
Plazma kaynak <strong>ve</strong> kesim<br />
Sıkıştırılmış hava<br />
Gaz hali: metal, kimya, gıda <strong>ve</strong><br />
Elektro sanayileri için koruma<br />
Gazı<br />
Sıvı hali: soğutma <strong>ve</strong> dondurma<br />
Gaz <strong>kaynağı</strong><br />
Alevli kesim<br />
Kaynak, kesim, <strong>ve</strong> benzeri<br />
Basınçlı silindirler baş aşağı olma, devrilme, düşme<br />
<strong>ve</strong> ısıya (güneş ışıkları <strong>ve</strong> kaynama sistemlerinden<br />
gelen ısı) karşı mutlaka korunmalıdırlar. Kolay<br />
ulaşılabilen <strong>ve</strong> kolay hareket ettirilebilen bir konumda<br />
olmalıdırlar. Basınçlı silindirlerin tutulduğu yerlerin<br />
girişlerinde riskleri gösteren bir işaret olmalıdır.<br />
Silindirlerin taşınması<br />
Silindirler uygun <strong>ve</strong> gü<strong>ve</strong>nli bir şekilde arabalarla<br />
taşınmalıdırlar.<br />
21<br />
Silindirik Üst<br />
Bölüm Bölüm<br />
Kırmızı kah<strong>ve</strong>rengi<br />
Açık gri<br />
Açık gri<br />
Siyah Beyaz<br />
Yeşil Siyah<br />
Açık mavi Beyaz<br />
Açık mavi Beyaz<br />
RG iç sağ<br />
24, 32 WG dış sağ<br />
14 yiv/inç<br />
21, 8 WG dış sağ<br />
14 yiv/inç<br />
RG iç sağ<br />
24, 32 WG dış sağ<br />
14 yiv/inç<br />
21, 8 WG dış sağ<br />
14 yiv/inç<br />
21, 8 WG dış sağ<br />
14 yiv/inç
<strong>TIG</strong> kaynakta elektrik gü<strong>ve</strong>nliği<br />
Elektrik akımı <strong>ve</strong> riskleri<br />
Elektrik büyük bir avantaj ama kontrol edilmesi<br />
zor bir unsurdur. Elektrik ark <strong>kaynağı</strong> elektrik<br />
tehlikesi gerekli önlemler alındığında oldukça<br />
azdır.<br />
Açık devre voltajı<br />
Kaynak ekipmanı akım elektrik direktiflerinde<br />
belirtildiği gibi mevcut açık devre voltajlarını<br />
fark edebilmelidir.<br />
Manuel ya da yarı otomatik <strong>uygulama</strong>lar için<br />
ekipman:<br />
• Alternatif akım - 80 V (efektif değer)<br />
• Doğru akım dalga voltajı > 10% 80 V<br />
(efektif değer)<br />
• Doğru akım dalga voltajı < 10% 100 V<br />
(ortalama değer)<br />
• Özel kullanım için taşınabilen ekipman - 70<br />
V (efektif değer)<br />
Şebeke Voltaj Sağlayıcısı<br />
230 ya da 400 V oldukça tehlikelidir ancak<br />
normalde şebeke voltajıyla doğrudan temas<br />
da gerçekleşmemektedir.<br />
Hasarlı İzolasyon<br />
Ana kablonun hasarlı izolasyonu sızıntılara <strong>ve</strong><br />
tehlikeli temaslara neden olabilir.<br />
23<br />
Toprak Koruması<br />
Bütün makinalar özellikle de eski tip olup çift<br />
izolasyonlu olmayanlar mutlaka topraklanmalıdır.<br />
Kaynak Ekipmanının Bakımı<br />
Normal yırtılma <strong>ve</strong> hasarları düzeltebilmek için<br />
kaynakçı günlük kontroller yapmalıdır. Ekipman<br />
aynı zamanda kullanım gü<strong>ve</strong>nliği <strong>ve</strong> operasyon<br />
koşulları için düzenli olarak bakımdan geçiril-<br />
melidir.<br />
<strong>TIG</strong> Kaynakta Elektrik Gü<strong>ve</strong>nliği<br />
Güç Kaynağı<br />
Hem doğru hem de alternatif akımlı güç kaynak-<br />
ları <strong>TIG</strong> <strong>kaynağı</strong> için kullanılır. Bu güç kaynak-<br />
larının açık devre voltajları örtülü elektrotlarla<br />
yapılan normal ark <strong>kaynağı</strong> ekipmanları ile nere-<br />
deyse aynı aralıklardadır.<br />
Kaynak makinası genellikle arkın tutuşması için<br />
yüksek frekans servisi ile de donatılmıştır.<br />
Eğer makina yüksek frekans servisi ile donatıl-<br />
mamışsa örtülü elektrotlarla yapılan normal ark<br />
<strong>kaynağı</strong> direktiflerine göre de kullanılabilir. An-<br />
cak eğer makina yüksek frekans hizmeti ile dona-<br />
tılmışsa elektrik riskleri artmış demektir bu neden-<br />
le de sadece kuru ortamlarda kullanılmalıdır.
İlk Bağlantı<br />
Şebeke Bağlantısı<br />
Şebeke bağlantıları makinaya özellikle de kaynak<br />
makinalarına eğitimli kişiler tarafından yapılmalıdır.<br />
Kaynak makinalarının montajı yapılırken genellikle<br />
iki hata oluşur:<br />
• Kabloların yanlış bağlantıları<br />
• Kayıp ya da yanlış takılmış kablo guddesi<br />
Örneğin, kaynak makinasının üç mengenesine üç-<br />
kutuplu kablo bağlanması gibi durumlarda yanlış<br />
bağlantı oluşur. Bir faz ya da toprak bağlantısı yanlış<br />
olabilir bu nedenle makinanın kasası da canlı (elektrik<br />
yüklü) olur <strong>ve</strong> böyle bir durumda makinaya dokunmak<br />
çok tehlikelidir.<br />
24<br />
Yanlış Doğru
İkincil Bağlantı<br />
Kablolar <strong>ve</strong> Bağlantılar<br />
Bütün kablolar <strong>ve</strong> bağlantılar izole edilmelidir.<br />
Bu bütün bağlantıların izolasyonlu birleştirmeler<br />
ile yapılması <strong>ve</strong> çok sık görülmemekle birlikte<br />
metal kablo ringlerinin de cıvata ile tutturulması<br />
demektir.<br />
Eğer kablonun izolasyonu hasarlıysa kablo değiş-<br />
tirilmeli ya da izolasyon onarılmalıdır. Elektrik ark<br />
<strong>kaynağı</strong>nda kablonun çapraz geçişinin mevcut<br />
devreye göre yeterince büyük olması çok önemlidir.<br />
Yırtık özler, çok ince kablolar ya da zayıf anahtarlar<br />
düzensiz kaynak akımı sağlar <strong>ve</strong> zararlı sonuçlar<br />
yaratacak istemsiz ısınmalara neden olur.<br />
25
<strong>TIG</strong> Kaynak – Duman Üretimi<br />
Kaynak Dumanları <strong>ve</strong> <strong>TIG</strong> Kaynakla ilgili<br />
Genel Bilgiler<br />
<strong>TIG</strong> <strong>kaynağı</strong>n başında neredeyse hiç ya da çok az<br />
kaynak dumanı çıkar. Ancak bu <strong>TIG</strong> <strong>kaynağı</strong>n<br />
herhangi zararlı maddeler çıkarmadığı anlamına<br />
gelmez.<br />
Solunan havanın konsantrasyonunu etkileyen<br />
farklı faktörler vardır, ör. Akım yoğunluğu, çelik<br />
kalitesi (alaşımsız, düşük alaşımlı <strong>ve</strong> yüksek<br />
alaşımlı çelikler)<br />
Kaynak Dumanı <strong>ve</strong> Gazlar<br />
Azotlu Gazlar<br />
Koruma gazı ile kaynak yaparken azotlu gazlar<br />
ortaya çıkar. Bu gazlar nitrojen <strong>ve</strong> oksijen arasın-<br />
daki kimyasal tepkimelerin ürettiği yüksek miktar-<br />
da ısıdan dolayı meydana gelir.<br />
Azotlu gazlar aynı zamanda nitrik oksitler <strong>ve</strong> başka<br />
isimlerle anılan elementlerin ortak adıdır.<br />
Sadece bu ikisinin sabit TLV’si vardır (Eşik Limit<br />
Değeri). Nitrojen oksitin TLV’si (NO) 25 PPM.<br />
Nitrojen dioksitin TLV’si (NO2) 3 PPM.<br />
Eğer nitrojen dioksit <strong>ve</strong> ozon karışırsa (ki <strong>TIG</strong> kay-<br />
nağında olan budur) ortaya diğer azotlu gazlardan<br />
daha zehirli olan nitrojen pentoksit çıkar.<br />
Azotlu gazlar sadece hafif tahrişlere neden olur <strong>ve</strong><br />
bunu kısa zaman içinde anlamak çok mümkün değil-<br />
dir. TLV’den yüksek konsantrasyonlara maruz kalın-<br />
dığında bu birleşim ciğerlere pulmoner ödem gibi<br />
daha büyük zarar <strong>ve</strong>rir.<br />
27<br />
Ozon<br />
Ozon havadaki oksijen <strong>TIG</strong> <strong>kaynağı</strong>ndaki gibi<br />
ultraviyole radyasyonlarına maruz kaldığında<br />
ortaya çıkar. UV-radyasyonunda ozonun ortaya<br />
çıkmasını sağlayan birkaç dalga uzunluğu aralığı<br />
vardır. Bu dalga uzunluklarının en <strong>ve</strong>rimli bölüm-<br />
leri 130 – 175nm arasında olup en yakındaki hava<br />
katmanı tarafından koruma gazının içinden absor-<br />
be edilir <strong>ve</strong> büyük miktarlarda ozon üretilir. Bu<br />
oksijendeki yüksek emiş yüzünden meydana gelir.<br />
Koruma gazında hiç emiş yoktur <strong>ve</strong> dolayısıyla<br />
hiç ozon üretimi de yoktur. Ozonun TLV’si<br />
1.0 PPM’dir.<br />
UV-radyasyon<br />
Koruma gazı<br />
Elektrod<br />
Gaz nozulu<br />
Hava<br />
katmanında<br />
ozon üretimi<br />
yoğundur<br />
Azotlu gazların aksine ozon kendine has kokusu<br />
sayesinde oldukça kolay farkedilebilir. Düşük<br />
konsantrasyonlarda bile ozon gözleri çok rahatsız eder<br />
<strong>ve</strong> solunumla ilgili problem yaratır. Baş ağrısı <strong>ve</strong> hal-<br />
sizliğe neden olabilir <strong>ve</strong> uzun süre maruz kalınırsa<br />
akciğer fonksiyonlarında azalma bile görülür.<br />
Demir Oksit<br />
Demir, çelikteki en önemli elementtir. Demirin ısıtılma-<br />
sı içinde demir oksit bulunan duman oluşumuna neden<br />
olur. Çok miktarda demir oksitin solunması akciğer<br />
fonksiyonlarında azalmaya neden olur.
Mangan<br />
Mangan, mangan içeren çeliklerin <strong>kaynağı</strong>ndan<br />
sonra ortaya çıkar ör. alaşımsız <strong>ve</strong> az alaşımlı çelikler...<br />
Mangan başağrıları, zayıflık, iştahsızlık <strong>ve</strong><br />
uyku problemleri gibi sonuçlara neden olarak beyni<br />
etkiler.<br />
Mangan solunumla ilgili bütün unsurlar için de çok<br />
zararlıdır <strong>ve</strong> zatürre riskini arttırır. Yüksek konsan-<br />
trasyonlu olanları da metalik duman oluşturur.<br />
Krom<br />
Düşük <strong>ve</strong> yüksek alaşımlı çeliklerde kaynak yapıldı-<br />
ğında krom da açığa çıkar. Krom 3 <strong>ve</strong> Krom 6 arasın-<br />
daki farklar aşağıda belirtilmiştir:<br />
Krom 3 için TLV 0.5 mg/m3.<br />
Krom 6 için TLV 0.02 mg/m3.<br />
Hem krom 3 hem de krom 6 alerji oluşumuna da neden<br />
olurlar ör: paslanmaz çelik <strong>kaynağı</strong>nda yüzde döküntü-<br />
lere neden olabilir. Krom 6 solunum yollarına ciddi<br />
hasarlara neden olur <strong>ve</strong> ağız, geniz <strong>ve</strong> boğazda yaralara<br />
neden olabilir. Aynı zamanda kronik bronşit riski de<br />
vardır. Krom 6 aynı zamanda kanserojen içeriklidir.<br />
Nikel<br />
Nikel düşük <strong>ve</strong> yüksek alaşımlı çeliklerin <strong>kaynağı</strong>nda<br />
ortaya çıkar.<br />
Nikelin TLV’si 1 mg/m3 (zor çözünen bileşimler)<br />
Nikelin TLV’si 0.1 mg/m3 (çözünen bileşimler).<br />
Nikelin alerji yapma riski çok yüksek olup astım<br />
benzeri hastalıklara da neden olabilir. Nikel de aynı<br />
zamanda kanserojen içeriklidir.<br />
Hijyenik Limit Değerleri<br />
Eşik Limit Değerleri (TLV)<br />
Danish National Labour Inspection kaynakçıları koru-<br />
ma altına alabilmek için solunan havadaki zararlı ele-<br />
mentlerin en yüksek izin <strong>ve</strong>rilen konsantrasyonları için<br />
eşik değerleri belirlemiştir (TLV). TLV bir gün içinde<br />
solunan havadaki zararlı elementlerin izin <strong>ve</strong>rilen en<br />
yüksek miktarlarının ortalamasını gösterir.<br />
28<br />
Konsantrasyon PPM (parts per million) cm3/m3<br />
ya da mg/m3 ile belirtilir.<br />
TLV’ler elementlerin şu anda bilinen etkileri baz<br />
alınarak hesaplanmıştır. Bu etkilerle ilgili yeni bil-<br />
giler edinilmesi durumunda TLV’ler de revize edile-<br />
ceklerdir. TLV’ler zararlı <strong>ve</strong> zararsız konsantrasyon-<br />
lar arasında kesin limitler olarak düşünülmemelidir<br />
çünkü böyle limitler yoktur. Sadece hava kirliliğini<br />
TLV seviyesine düşürmek de eşit olarak düşünülme-<br />
melidir.<br />
Hava kirliliğine neden olan bir elementin TLV seviyesi<br />
sağlığa zararlı olsa bile hava kirliliğini TLV’lerden farklı<br />
tutmaya çalışmak her zaman kesin <strong>ve</strong> doğru sonuçlar<br />
<strong>ve</strong>rmez.<br />
Eşik Limit Değerlerini Aşmak<br />
Genelde TLV’ler 8 saatlik bir çalışma günü için izin <strong>ve</strong>ri-<br />
len en yüksek ortalama konsantrasyon değerleridir. Ancak<br />
eğer konsantrasyonlar genelde TLV’lerin altında kalıyorsa<br />
bazı TLV aşma miktarlarına izin <strong>ve</strong>rilebilir çünkü zamana<br />
dayalı ortalama TLV yine limitler içinde kalacaktır. Ancak<br />
bu aşma miktarında çalışma saatleri de önemli olup günlük<br />
toplam çalışma saati standartların altında ise TLV aşımına<br />
izin <strong>ve</strong>rilmemelidir.<br />
Her durumda ne kadar zaman <strong>ve</strong> ne kadar aşmanın mevcut<br />
olduğuna dikkat edilmelidir.<br />
Aşağıdaki tablo15 dakikalık periyotlardaki ortama TLV’<br />
yi geçmeksizin TLV aşma miktarlarını göstermektedir.<br />
Aşağıdaki figürler sadece başparmak kuralı ile anlaşılır.<br />
GV < 1<br />
1 < GV < 10<br />
10 < GV < 100<br />
100 < GV < 1.000<br />
İzin <strong>ve</strong>rilen aşma<br />
3 X GV<br />
2 X GV<br />
1.5 X GV<br />
1.25 X GV
Aşağıdaki izin <strong>ve</strong>rilen aşma tablosunu hesaplarken<br />
PPM gazlar <strong>ve</strong> buhar için <strong>ve</strong> mg/m3 parçalar<br />
(toz dumanları <strong>ve</strong> sis) için kullanılır.<br />
TLV esası = 1 PPM bu nedenle 15 dakikalık periyotlar<br />
için maksimum 1x3= 3PPM’e izin <strong>ve</strong>rilebilir. TLV<br />
esası = 10 PPM bu nedenle maksimum 10x2= 20PPM’e<br />
izin <strong>ve</strong>rilebilir. Ve son olarak TLV esası = 50 PPM bu<br />
nedenle maksimum 50x1,5= 75PPM’e izin <strong>ve</strong>rilebilir.<br />
İzin <strong>ve</strong>rilen günlük TLV aşma değerleri zamana bağlı<br />
ortalama TLV değerine göre hesaplanmaktadır.<br />
Eşik Limit Değeri<br />
Demir oksit<br />
Krom 3<br />
Krom 6<br />
Mangan<br />
Nikel, zor çözünen<br />
bileşimler<br />
Nikel<br />
Çözünebilen<br />
bileşimler<br />
Nitrojen oksit<br />
Nitrojen dioksit<br />
Ozon<br />
PPM<br />
-<br />
-<br />
-<br />
-<br />
-<br />
-<br />
25.0<br />
3.0<br />
0.1<br />
TLV tablosu<br />
mg/m3<br />
3.5<br />
0.5<br />
0.02<br />
1.0<br />
1.0<br />
0.1<br />
30.0<br />
5.6<br />
0.2<br />
Hava Kirliliği Nasıl Önlenir<br />
İşlem Havalandırması<br />
İşlem havalandırması atölyedeki hava kirliliği için gerekli<br />
olan en önemli teknik terimlerden biridir. Ancak bu her<br />
bağlantıda havalandırmanın da çalışma çevresinin gelişimi<br />
için gerekli olduğu anlamına gelmez. İyi bir havalandırma<br />
sistemi ile her seferinde gelişme yoluna gidilmek zorunda<br />
kalınmaz <strong>ve</strong> böylece problem daha çıkmadan engellenmiş<br />
olur.<br />
29<br />
Havalandırma iki gruba ayrılabilir:<br />
• Konfor havalandırma<br />
• İşlem havalandırması<br />
İşlem havalandırması sağlıklı <strong>ve</strong> gü<strong>ve</strong>nli bir çalışma<br />
ortamı hazırlamak demektir. Öte yandan konfor hava-<br />
landırma ise iyi bir çalışma ortamı için en iyi koşulları<br />
sağlamak için yapılan refahı arttırıcı daha düzenleme<br />
yoluna giden bir işlemdir. Daha önce de bahsedildiği<br />
gibi istenmeyen bütün etkilerin hava kirliliği şeklinde<br />
görünmesini engeller.<br />
İşlem havalandırması üç büyük gruba ayrılabilir:<br />
• Kaynak alanının havalandırması<br />
• Kaynak kabininin havalandırması<br />
• Genel havalandırma sistemi<br />
Kaynak dumanını ortadan kaldırmak için üç havlandır-<br />
ma tipini de mümkün olduğunca çok kullanmak<br />
gerekmektedir.<br />
Kaynağın sonucu olarak meydana gelen hava kirliliğine<br />
çözüm bulunmadan kaynak işlemlerinin yapılmaması<br />
gerekir.<br />
Mümkünse kirli hava kaynakçının soluyacağı seviyeye<br />
gelmeden ortadan kaldırılmalıdır <strong>ve</strong> boş havaya<br />
karıştırılmalıdır.<br />
Eğer içerideki üretim hatlarında kaynak dumanlarının<br />
ortadan kaldırılması mümkün değilse odanın havalandırma<br />
sistemi hava karışımının hijyenik limitleri aşmayacağı<br />
seviyeye göre yeniden düzenlenmelidir.
Kaynak alanının havalandırması<br />
Kaynak alanının havalandırması kirli havanın<br />
üretildiği yerden giderilmesi için mevcut olan bir ha-<br />
valandırma sistemidir. Bu tip havalandırma birçok<br />
değerli avantaja sahiptir çünkü bu sistem genel hava-<br />
landırma sistmeinde yapılacak olan işlemleri azaltır<br />
<strong>ve</strong> genel havalandırma sistemine kıyasla daha iyi<br />
ortam havasına sahip olma şansı sunar.<br />
Mevcut duman emme üniteleri çok farklı dizaynlarla<br />
sunulmaktadır ör: swi<strong>ve</strong>l kolu, her zaman yapılan<br />
kaynak ya da kesme işlemlerine adapte edilebilen<br />
esnek hortum...<br />
Duman emmeli maske<br />
Emme ünitesi<br />
30<br />
Emme ünitesi<br />
Mıknatıs<br />
Esnek hortum<br />
Kaynak alanı havalandırma sistemine ihtiyaç duyulmasının<br />
nedenlerinin başında çok <strong>ve</strong>rimli olması, kullanım<br />
kolaylığı, az ses üretimi <strong>ve</strong> kaynak işlemi üzerinde herhangi<br />
negatif etkiye sahip olmamasıdır. Eğer bu ihtiyaçlar <strong>ve</strong> sonuç<br />
arasında uyuşma yoksa duman emme ünitesi kullanılmaz <strong>ve</strong><br />
yapılan yatırımlar boşa gider.<br />
Emme ağızı<br />
Emme ünitesi<br />
Emme ünitesine<br />
giden esnek<br />
hortum
Kaynak kabininin havalandırılması<br />
Yukarıda bahsedilen havalandırmaya ek olarak<br />
duman emme sistemleri kabinlerde de kullanılabilir.<br />
Bu tip havalandırma sadece kabin içini havalandırır.<br />
Bu tepesinde duman emme ünitesi olan bir masa da<br />
olabilir.<br />
Genel havalandırma<br />
Genel havalandırma sistemi çalışma ortamındaki genel<br />
havanın mümkün olan en iyi seviyeye gelmesini sağla-<br />
mak için kullanılır.<br />
31
<strong>TIG</strong> Kaynak – Dolgu Malzemeleri – Kaynak Teknikleri<br />
Dolgu Malzemeleri<br />
Kaynak sırasında torç kaynak yönüne 80 - 90º dik<br />
açıyla yaklaşıyor olmalıdır.<br />
Dolgu teli baz malzemeye 10-20ºlik bir açıyla sürü-<br />
lüyor olmalıdır.<br />
Kaynak <strong>metod</strong>u MIG/MAG kaynağa oldukça benzer<br />
olup sol taraftan yapılan küçük dalma hareketleri ile<br />
yapılır.<br />
10-20°<br />
Kaynak yönü<br />
80-90°<br />
Kaynak sırasında dolgu telini gaz nozulundan gelen<br />
gaz akışı ile aynı hizada tutmak çok önemlidir.<br />
33<br />
Bu erimeyi önler <strong>ve</strong> hala sıcak olan telin hava ile<br />
temas ederek oksitlenmesini engeller.<br />
Kaynak yönü<br />
Dolgu telindeki her türlü kirlenme <strong>ve</strong> oksitlenme<br />
kaynak havuzunu kirletir.<br />
Kaynakçının kirli, yağlı ya da nemli dolgu telleri<br />
kullanmaması çok önemlidir.<br />
Yağ <strong>ve</strong> kir çoğunlukla kullanılan kirli eldi<strong>ve</strong>nlerden<br />
gelmektedir. Bu nedenle dolgu telini kaynaktan önce<br />
aseton gibi bir malzeme ile silmek iyi bir fikir olabilir.<br />
Hem dolgu telindeki hem de kaynak alanındaki yağ <strong>ve</strong><br />
nem gözenek, hidrojen çatlakları gibi kaynak hatalarına<br />
neden olabilir.
Uç Kaynaklarında Görülen Hatalar<br />
Giriş<br />
Teknolojik gelişmeler çelik malzemelere olan talep-<br />
lerin arttığını <strong>ve</strong> bu nedenle gerginlik kuv<strong>ve</strong>ti daha<br />
da gelişmiş yeni malzemelerin üretildiğini <strong>ve</strong> bu<br />
gelişmelerin sürekli olduğunu gösterir.<br />
Bu yeni malzemelerin kullanımı kullanılan malze-<br />
melerin ebatlarının küçülmesini sağlamaktadır. Böylece<br />
eskiden 8mm plaka kullanmanız gerekirken şimdi 6mm<br />
kalınlığındaki plakalarla da istediğiniz kaynak sonucunu<br />
alabilmek mümkündür.<br />
Uç <strong>kaynağı</strong> yaparken eğer malzeme ebatı küçülmüşse,<br />
kaynak alanı da küçülür.<br />
Bu gelişmeler bölgesel olup genel kaynak kalitesine<br />
olan talebi arttırmaktadır.<br />
Kaynağa olan talepteki artış <strong>TIG</strong> <strong>kaynağı</strong>n daha çok<br />
kullanıldığı anlamına da gelmektedir.<br />
Kalite talepleri öncelikle mühendisler, kaynak teknis-<br />
yenleri <strong>ve</strong> kaynakçı tarafından yapılmaktadır.<br />
Mühendis imalatın genel dizaynından sorumludur.<br />
Kaynak teknisyenleri doğru kaynak <strong>metod</strong>unu belirle-<br />
mek, kaynak prosedürlerini detaylandırmak <strong>ve</strong> iç<br />
kontrolü yapmaktan sorumludur.<br />
Kaynakçı mevcut kaynak işini yürütür <strong>ve</strong> bu nedenle<br />
<strong>kaynağı</strong>n kalitesinden sorumludur.<br />
35<br />
Her ne kadar kaynak işiyle alakası olan herkes<br />
sorumluluklarının bilincinde olsa da kaynak hataları<br />
meydana gelebilir.<br />
Bu nedenle hataların oluştuğu bölüm kaynakçının<br />
sorumlu olduğu kaynak işlemi bölümü olsa bile<br />
oluşacak hatalar için kaynakçı suçlanmamalıdır.<br />
Aşağıdaki bölümlerde kaynakçının sebep olabile-<br />
ceği uç <strong>TIG</strong> kaynaklarındaki hatalardan bahsedile-<br />
cektir.<br />
DS/ISO 6520 Kaynak Hatalarının<br />
Belirtilmeleri <strong>ve</strong> Tanımları<br />
DS/ISO 6520 kaynak sırasında oluşan hataların<br />
tanımları <strong>ve</strong> belirtilmeleri için geçerli olan bir ulus-<br />
lararası standarttır.<br />
Standart, görünen <strong>ve</strong> kontrol edilemeyen hatalar da<br />
dahil olmak üzere bütün hataları kapsar.<br />
Hata tipleri 6 temel gruba ayrılmıştır:<br />
• Çatlaklar<br />
• Gözenekler<br />
• Enklüzyonlar<br />
• Füzyon <strong>ve</strong> nüfuziyet eksikliği<br />
• Şekilsizlik<br />
• Yukarıdaki grupların hiçbirine ait olmayan diğer<br />
hatalar<br />
Standart bütün hataları şekillerle açıklamıştır.
Sütun 1<br />
Sütun 2<br />
Sütun 3<br />
Sütun 4<br />
Sütun 5<br />
Sütun 6<br />
Bütün hata tiplerini bir numara ile belirtir<br />
Radyografik değerlendirme ile alakalı harf<br />
Gruplarını belirtir IIW<br />
(Uluslararası Kaynak Enstitüsü)<br />
Hata belirtilmesini Danca, İngilizce <strong>ve</strong><br />
Fransızca’da gösterir. Almanca belirtmeler<br />
Ek B’dedir.<br />
Açıklamayı İngilizce gösterir<br />
Açıklamayı Danca gösterir<br />
Daha fazla açıklama gerektiğinde yapılan<br />
şekilli gösterimdir.<br />
DS/ISO 6520 hataların büyüklükleri için herhangi bir<br />
gereksinime sahip değildir <strong>ve</strong> bu nedenle bir <strong>kaynağı</strong>n<br />
değerlendirmesi için uygun değildir.<br />
İşaretlemenin göstergesinin görünen değerlendirmesi<br />
DS/R 325 ile yapılmıştır.<br />
36<br />
Kaynak Hataları<br />
Çatlaklar<br />
<strong>TIG</strong> <strong>kaynağı</strong>yla alakalı çatlaklar çok nadir görülür<br />
ancak bazen hem dikey hem yatay çatlaklar görü-<br />
lebilir.<br />
Çatlaklar kaynak metalinde ısıdan etkilenen bölgede<br />
ya da ana metalde görülebilir.<br />
Hata tipi no. 100
<strong>TIG</strong> <strong>kaynağı</strong>nda en sık görülen çatlaklar bitiş kraterinde<br />
görülür <strong>ve</strong> krater çatlağı adı <strong>ve</strong>rilir.<br />
Hata tipi no. 104<br />
Çatlak oluşumunun nedenleri:<br />
• Slope down fonksiyonunun kullanılmaması ya da<br />
hatalı kullanımı<br />
• Çok küçük ya da fazla dikiş<br />
• Yanlış kaynak sırası<br />
• Kaynak alanının çok hızlı soğuması<br />
• Ön ısıtma <strong>ve</strong> son ısıtma <strong>uygulama</strong>larının yapılma-<br />
ması ya da yanlış yapılması<br />
37<br />
Delikler<br />
DS/ISO 6520’ye göre delikler yanlış gaz kullanımından<br />
dolayı oluşur.<br />
Delikler bazen bu hatanın oluşumuna bağlı olan birçok<br />
nedenden dolayı <strong>TIG</strong> <strong>kaynağı</strong>nda da görülür.<br />
Hata tipi no. 200<br />
Gözenek oluşumunun nedenleri:<br />
• Az ya da saf olmayan koruma gazı<br />
• Olukların <strong>ve</strong> dolgu tellerinin yanlış temizlenmesi<br />
• Koruma gazı akışının yanlış ayarlanması<br />
• Torçun yanlış eğimle kullanılması<br />
• Yanlış boyutta gaz nozulu kullanımı<br />
• Kaynak sonunda koruma gazının çok hızlı devreye<br />
girmesi<br />
• Duman emme ünitesinin yanlış yere kurulumundan<br />
dolayı oluşan hava akımı<br />
• Sızıntı yapan hortum bağlantıları<br />
• Kaynak öncesi <strong>TIG</strong> torçunun yetersiz havalandırıl-<br />
ması
Büzüşen Delikler<br />
Büzüşen delikler de kaynak sonunda oluşur.<br />
Hata tipi no. 202<br />
Bu hata kaynak metali çok hızlı katılaştığında oluşur.<br />
Bu durum kaynak akımına kaynak metalinin daha yavaş<br />
katılaşmasını sağlayan slope down fonksiyonu uygulanarak<br />
giderilebilir.<br />
Metal Enklüzyon<br />
Tungstenin enklüzyonu <strong>TIG</strong> <strong>kaynağı</strong>n en büyük<br />
problemlerinden biridir.<br />
Kaynaktaki tungstenin enklüzyonu tungstenin genleşme<br />
katsayısı çelikten farklı olduğu için çatlaklar sonucunda<br />
oluşur.<br />
Hata tipi no. 304<br />
38<br />
Tungstendeki bu enklüzyonların nedenleri:<br />
• Tungsten elektrotun ucu kaynak havuzuna ya da<br />
oluklara değmiş olabilir.<br />
• Elektrotun ucu yanlış açıyla bilenmiş<br />
• Elektrotun tipi <strong>ve</strong> çapı yanlış<br />
• Çok uzun yapışma mesafesi<br />
Füzyon <strong>ve</strong> Nüfuziyet Yetersizliği<br />
Füzyon <strong>ve</strong> nüfuziyet yetersizliği kaynak metali <strong>ve</strong><br />
ana metal ya da kaynak bölümleri arasındaki füzyon<br />
yetersiz olduğunda ortaya çıkan bir hatadır.<br />
Füzyon yetersizliği tabanda da meydana gelebilir.<br />
<strong>TIG</strong> kaynak <strong>metod</strong>unun yüksek nüfuziyet yetene-<br />
ğine bağlı olarak bu hata <strong>TIG</strong> kaynakta çok sık<br />
görülmez.<br />
Hata tipi no. 400<br />
Füzyon <strong>ve</strong> nüfuziyet yetersizliklerinin oluşma<br />
nedenleri:<br />
• Çok az akım yoğunluğu<br />
• <strong>TIG</strong> torçunun yanlış eğim açısı ile tutulması<br />
• Dolgu telinin çok fazla sürülmesi<br />
• Dolgu telinin çapının çok büyük olması
Kaynak kökünde füzyon yetersizliği<br />
Bu hata kaynak kökündeki nüfuziyet tamamlan-<br />
mazsa ortaya çıkar. <strong>TIG</strong> kaynak <strong>metod</strong>unun yük-<br />
sek nüfuziyet yeteneğine bağlı olarak bu hata <strong>TIG</strong><br />
kaynakta çok sık görülmez.<br />
Hata tipi no. 402<br />
Kaynak kökündeki füzyon yetersizliği oluşumunun<br />
nedenleri:<br />
• Kaynak hazırlıklarının yanlış adaptasyonu<br />
• Çok büyük “kök burnu” (V-hazırlığının ucunun<br />
bileme yoluyla yeterince körleştirilmemesi)<br />
• Çok küçük kaynak akım yoğunluğu<br />
• <strong>TIG</strong> torçunun yanlış eğim açısı ile tutulması<br />
• Çol büyük tel çapları<br />
Undercut (yanal kesik)<br />
Undercut (yanal kesik) kaynak metali <strong>ve</strong> ana metal arasında<br />
hem<br />
önde hem arkada oluşabilir.<br />
Hata tipi no. 501<br />
39<br />
Undercut (yanal kesik) oluşumunun nedenleri:<br />
• Çok yüksek kaynak akım yoğunluğu<br />
• Çok uzun ark<br />
• <strong>TIG</strong> torçunun yanlış eğimde tutulması<br />
• Dolgu telinin azlığı<br />
• Dolgu telinin yanlış yere sürülmesi<br />
Kaynak Malzemesinin Fazlalığı<br />
Kaynak malzemesinin fazlalığı kaynak sonucunun<br />
undercut (yanal kesik) gibi bir görüntüye sahip olmasına neden<br />
olur.<br />
Dahası kaynak malzemesi fazlalığı gereksiz kaynak<br />
masraflarına da neden olur.<br />
Hata tipi no. 502<br />
Kaynak malzemesi fazlalığı genelde dolgu telinin<br />
fazla olmasından dolayı oluşur.
Aşırı Nüfuziyet<br />
Aşırı nüfuziyet kaynak metalinin kaynak metali <strong>ve</strong><br />
ana metal arasında bir yerden fışkırması <strong>ve</strong> o böl-<br />
genin zayıflaması sonucunda oluşur.<br />
Hata tipi no. 504<br />
Aşırı kök nüfuziyetinin oluşma nedenleri:<br />
• Çok yüksek kaynak akımı<br />
• Çok büyük “kök burnu” (V-hazırlığının ucunun<br />
bileme yoluyla yeterince körleştirilmemesi)<br />
• Dolgu telinin yanlış sürülmesi<br />
• Orta <strong>ve</strong> bitiş noktalarında çok sıcak kaynak<br />
Eksik Doldurulmuş Hazırlık<br />
Hazırlıkların eksik doldurulması kaynak metalinin depozite<br />
oranının yetersiz olmasına <strong>ve</strong> böylece kaynak metalinde kanal<br />
oluşumuna neden olur.<br />
Hata tipi no. 511<br />
40<br />
Eksik doldurulmuş hazırlığın oluşma nedenleri:<br />
• Dolgu telinin yetersiz kalması<br />
• Dolgu telinin yanlış sürülmesi<br />
• Çok sıcak kaynak<br />
Kökün Bükülmesi<br />
Kaynak metali sertleşirken kökteki uç kaynaklarında<br />
büzülmelerden dolayı dar oluk oluşmasıdır.<br />
Hata tipi no. 515<br />
Kök bükülmesinin oluşumunun nedenleri:<br />
• Dolgu telinin yetersiz sürülmesi<br />
• Orta <strong>ve</strong> bitiş kaynaklarında çok sıcak kaynak
Metalurji – Paslanmaz Çelikler<br />
Genelde<br />
Paslnamaz çelik, farklı alaşım elementleri ile alaşım-<br />
lanarak paslanmayı önleyecek hale getirilen bütün<br />
çeliklerin genel adıdır.<br />
Ancak paslanmaya karşı dirençli çelikler de farklı<br />
maddelerle olan etkileşim nedeniyle paslanabilirler.<br />
“Paslanmaz çelik” isminin yanlış olduğu düşünüle-<br />
bilir çünkü kromun da pasa karşı direnişli olmak<br />
için başka elementlerle alaşımlanmış haline de<br />
“paslanmaz çelik” denir.<br />
İlerleyen bölümde alaşım elementlerinin kimyasal<br />
isimleri belirtilmiştir. Aşağıda kimyasal sembolleri<br />
<strong>ve</strong> isimleri bulabilirsiniz.<br />
Cr<br />
C<br />
Ti<br />
Nb<br />
N<br />
Mo<br />
Ta<br />
Krom<br />
Karbon<br />
Titanyum<br />
Niobyum<br />
Nitrojen<br />
Molibden<br />
Tantal<br />
Paslanmaz çelikler<br />
Krom<br />
alaşımlılar<br />
Krom-Nikel<br />
alaşımlılar<br />
41<br />
Paslanmaz Çelik Tipleri<br />
Paslanmaz çelikler demir, krom, nikel, mangan,<br />
molibden, titanyum, niobyum, karbon <strong>ve</strong> diğer<br />
elementlerin alaşımlarıdır.<br />
Paslanmaz çelikler üç ana gruba ayrılır <strong>ve</strong><br />
bununla birlikte aşağıdaki tabloda da görüldüğü<br />
üzere başka küçük gruplar da oluşabilir.<br />
Gruplandırma kristal yapıya bağlı olarak yapılır.<br />
Ancak gördüğünüz gibi prensipte iki grup vardır:<br />
• Krom alaşımlı tipler<br />
• Krom-nikel alaşımlı tipler<br />
Krom- nikel alaşımlarında martensit olanlar yüksek<br />
karbon yoğunluğuna bağlı olarak sertleştirilebilirler.<br />
Diğer tipler ısı-<strong>uygulama</strong>ları ile sertleştiremezler.
Krom alaşımlı Çelikler<br />
Martensit Paslanmaz Çelikler<br />
Bu çelik grubu 0.1-1.0% karbon içeriğine sahiptir.<br />
Cr içeriği 13 - 18% arasında değişir.<br />
Bu çelikler maryaslanan <strong>ve</strong> hava ile sertleşebilen<br />
cinstendir. Bu, çeliklerin ön ısıtma yapmadan<br />
kaynaklanamayacağı anlamına gelir. Bu nedenle<br />
bu çelikler makina çelikleridir.<br />
Bu çelikler yumuşatılabilir dolayısıyla kesimle<br />
de çalışmaya hazır hale getirilebilirler. Isı şartlarına<br />
karşı dikkat çeken bir kuv<strong>ve</strong>te <strong>ve</strong> gelişmiş paslanma<br />
karşıtı özelliklere sahiptir.<br />
Bu çelikler pasa maruz kalan makinalarda kullanıla-<br />
bilir:<br />
• Valf şaftı<br />
• Pompa şaftı<br />
• Bıçaklar<br />
Makina çelikleri makina bileşenleri olarak kullanılan<br />
çelik tipleridir:<br />
• Dingil<br />
• Vites makaraları<br />
• Valfler<br />
Normalde bu çeliklerin kaynaklanabilmesi çok olası<br />
değildir <strong>ve</strong> bu nedenle bu çelikler başka yollarla<br />
birleştirilir.<br />
42
Yumuşatma<br />
Yüksek miktarda sementit ya da karbür içeren<br />
çeliklerin soğuk deformasyonla kaynaklanması<br />
<strong>ve</strong> karbürün plaka şekilli formu yüzünden kesimi<br />
zordur.<br />
Çelik A1 sıcaklığından daha aşağı bir sıcaklıkta<br />
yumuşatılır. Yumuşatma karbür plakalarının top<br />
gibi oluşumlara dönüşmesidir.<br />
Genelde, ısı <strong>uygulama</strong>ları çelik milinde meydana<br />
gelir.<br />
Yumuşatılmış malzemedeki büyük <strong>ve</strong> sert toplar<br />
daha yumuşak ferrit bazlı malzemelere dönüşür.<br />
Sertlik azalır <strong>ve</strong> yumuşaklık/eğilebilirlik artar.<br />
43<br />
Demir Bazlı Cr-alaşımlı Paslanmaz Çelikler<br />
Bu çelikler eğer C’nin <strong>ve</strong> Cr’nin yüzdeleri aynı ise<br />
her sıcaklıkta demir bazlıdırlar. Cr’nin içeriği<br />
12-30% arasında olabilir.<br />
Eğer Cr yüzdesi 27% ise, C’nin yüzdesi 0.25%’nin<br />
altına kadar tolere edilebilir. Eğer Cr içeriği 13% ise<br />
C’nin yüzdesi 0.05%’yi geçmemelidir. Diğer sayfa-<br />
daki resimleri inceleyiniz.
Demir bazlı çelikler ostenit çeliklerden daha zor<br />
kaynaklanır <strong>ve</strong> ısıdan etkilenen bölgede taneli<br />
yapısından dolayı çatlak oluşumlarına neden olabilir.<br />
Kaba tanelerin oluşumu ısı <strong>uygulama</strong>sı ile çözüle-<br />
mez çünkü çelik yüksek sıcaklıklarda demir özel-<br />
liği gösterir.<br />
Az miktarda vanadyum (V) <strong>ve</strong> molibden (Mo)<br />
kaba tanelere karşı koyar.<br />
Bu çelikler martensit olarak sertleştirilemez an-<br />
cak soğuk deformasyonla kuv<strong>ve</strong>tleri arttırılabilir.<br />
Bu çelikler deformasyon şekillendirilmesi için <strong>ve</strong><br />
diğer <strong>uygulama</strong>lar için kullanılabilir.<br />
Bu çeliklerde krom-karbür çökelmesinin bir sonu-<br />
cu olarak taneler arası paslanma görülebilir.<br />
Karbür çökelmesi 900-1000ºC sıcaklıkta görülür.<br />
Bu hata ısı <strong>uygulama</strong>ları ile düzeltilemez çünkü ısı<br />
<strong>uygulama</strong>sı ile bulunacak bir çözüm tane oluşu-<br />
munu arttırır <strong>ve</strong> hızlı donmanın yerine füzyon için<br />
iyi şartlar geliştiği için yeni karbür çökelmeleri<br />
meydana gelir.<br />
Eğer ısı <strong>uygulama</strong>ları 700 - 800ºC’de meydana<br />
gelirse, kristallerdeki kalan kromların konsan-<br />
trasyonlarında dengelenme olabilir.<br />
Çelikleri Ti <strong>ve</strong> Nb ile stabilize etmek demir bazlı<br />
çeliklerdeki taneler arası paslanmayı azaltır.<br />
Tanelerarası paslanmayı önlemenin yollarından<br />
biri de çok düşük karbon 0.003% (C) <strong>ve</strong> nitrojen<br />
(N) ihitva eden ELI-çelik kullanmaktır (ancak<br />
krom içeriği çok yüksek olmalıdır çünkü C <strong>ve</strong><br />
N ostenik etki gösterir. Bununla ilgili daha detay-<br />
lı bilgi için Schaffler diaygramına bakınız)<br />
20%’den fazla Cr ihtiva eden ferritik krom çelikleri<br />
550’den 800ºC’ye uzun süreli ısıtma sigma fazının<br />
45<br />
oluşumundan dolayı kırılganlığa neden olur.<br />
Bu fazda malzeme daha kırılgan olur çünkü ger-<br />
ginlik kuv<strong>ve</strong>ti arttıkça malzemenin yumuşaklığı<br />
azalmaktadır. Bu faz 800ºC’ye kadar ısıtılarak<br />
çözülebilir çünkü hızlı donma meydana gelecek-<br />
tir vu bu fazın yeniden oluşmasını engelleyecektir.<br />
Krom-Nikel Alaşımlı Paslanmaz<br />
Çelikler<br />
Ferritik-Ostenitik Paslanmaz Çelikler<br />
Bu çelikler 18-26% krom, 5-6% nikel <strong>ve</strong><br />
0.03-0.15% karbon ile alaşımlanmışlardır.<br />
Sadece ferritik olan çeliklerden daha kolay<br />
kaynaklanabilirler <strong>ve</strong> paslanmaya karşı<br />
olan dirençleri aşağı yukarı çeliklerin 18/8’idir.<br />
Bu çelikler ferritik çeliklere kıyasla daha iyi etki<br />
kuv<strong>ve</strong>tine sahiptir ancak soğukta kırılgan olabilirler.<br />
Bazı tiplerde kaynak sırasında martensit oluşumu<br />
olabilir.<br />
Bu çelikler döküm özelliklerine göre bazen valf<br />
<strong>ve</strong> benzeri ürünlerin paslanmaz dökümlerinde de<br />
kullanılabilir.<br />
Ostenitik Paslanmaz Çelikler<br />
İlk üretilen paslanmaz çelikler aşağıdaki özelliklere<br />
sahipti:<br />
C0.12%<br />
Cr18%<br />
Ni8%<br />
Bu çelik 18/8 çelik olarak aadlandırılır <strong>ve</strong> bu tip<br />
geliştirilerek günümüzde kullanılan paslanmaz<br />
çelik tipleri haline gelmiştir.<br />
Büyük miktarda nikelle birlikte 5% Mo eklendi-<br />
ğinde malzemenin paslanmaya karşı olan diren-<br />
cinde fark edilir bir artış elde edilmiştir.<br />
Bu çelik yüksek sıcaklıklarda delta-ferrit oluşu-<br />
muna neden olan belirli çelikler haricinde her<br />
sıcaklıkta ostenitik yani monofaz çeliktir.<br />
Ostenitik çeliklerde karbonun yüzdesinin çok düşük<br />
olması gerekmektedir çünkü krom çok yüksek mik-<br />
tarda karbür oluşturur <strong>ve</strong> krom-karbür oluşumu<br />
paslanmaz çeliklerde olmaması istenen elementtir.
Karbon içeriğini düşük bir seviyeye indirmek hem<br />
maliyetli hem de zor bir iştir <strong>ve</strong> bu nedenle kar-<br />
bürün oluşmasını sağlayan <strong>ve</strong> krom-karbür oluşu-<br />
munu engelleyen Ti <strong>ve</strong> Nb ile alaşımlandırılır.<br />
Alaşım kompozisyonlarına göre ostenitik çelikler<br />
özellikle karbon yüzdelerine göre 4 gruba ayrılır:<br />
• 0.10% karbon içeren çelikler<br />
• 0.06% karbon içeren çelikler<br />
• 0.03% karbon içeren ELC çelikler<br />
• 0.06% karbon içeren Ti <strong>ve</strong>ya Ni ile alaşımlanmış<br />
sabitleme çelikleri<br />
Karbon titanyum <strong>ve</strong> niyobyumla birleşecek <strong>ve</strong><br />
böylece krom-karbür oluşumunu engelleyecektir.<br />
Mo ile alaşımlamak paslanmaya karşı olan direnci<br />
kloritlere karşı arttıracak <strong>ve</strong> asitleri azaltacaktır.<br />
Ostenitik yapıyı koruyabilmek için Mo’nun içeriği<br />
arttıkça Ni içeriği de arttırılmalıdır.<br />
Cr<br />
18<br />
18<br />
18<br />
18<br />
20<br />
Analiz - ağırlık %<br />
Ni<br />
8<br />
10<br />
12<br />
14<br />
25<br />
Mo<br />
1,5<br />
2,7<br />
3,4<br />
4,5<br />
Cu<br />
1,5<br />
Ostenitik çeliklerde Cr-Ni-Mo içeriğinin örnekleri<br />
46<br />
Ostenitik Çeliklerin Kaynaklanabilirliği<br />
Ostenitik çelikler ısıdan etkilenen bölgede mar-<br />
tensit oluşturmaksızın çok kolay kaynaklanabilir.<br />
Ancak ostenitik çeliklerin normal çeliklere göre<br />
40% daha düşük termal iletkenliğe sahip olduk-<br />
larını dikkate almak gerekir.<br />
Termal genleşme katsayısı normal çelikten 50%<br />
daha fazladır.<br />
Bu koşullar gerilim <strong>ve</strong> bozulmalara karşı daha çok<br />
eğilim olduğu anlamına gelir. Eğer karbon yüzdesi<br />
yeteri kadar yüksekse 450-800ºC arasındaki sıcaklık<br />
artışına bağlı olarak HAZ’deki krom karbürlerin<br />
çökelmesi söz konusu olabilir.<br />
Çökelme genelde ostenit taneciklerinin birleşme<br />
yerlerinde meydana gelir <strong>ve</strong> gama kristallerinin<br />
krom-karbürlere çok yakın olduğu <strong>ve</strong> de kromlaş-<br />
tığı <strong>ve</strong> paslanmaya karşı olan dirençlerini kaybet-<br />
tiği anlamına gelir. (Paslanma tipleri bölümüne<br />
bakınız)<br />
Krom karbürleri oluşturmak için karbon içeriğinin<br />
çok yüksek olması gerekmektedir. Bu daha önce 1.<br />
<strong>ve</strong> 2. gruplarda belirtilen durumdur <strong>ve</strong> bu nedenle<br />
bu çelikler kaynak işleminden sonra ostenit tanecik-<br />
lerinde yine krom oluşumu sağlayabilmek için ısı<br />
<strong>uygulama</strong>sından geçirilmelidir.<br />
Bu ısı <strong>uygulama</strong>sı 1000-1100ºC arasında yapılır çün-<br />
kü krom karbürler bu sıcaklıkta çözünürler <strong>ve</strong> krom<br />
içeriği gama kristallerinin içine yeniden dağılır.<br />
400ºC’nin altına kadar yapılan soğutma yeniden kar-<br />
bür oluşumunu engellemek için çok hızlı yapılmalıdır.<br />
Ostenitik çelikler çok yüksek sıcaklıklarda bile tanecik<br />
oluşumu yapmaz.<br />
Çok büyük imalatlarda – böyle bir ısı <strong>uygulama</strong>sı mümkün<br />
değilken – grup 3’ten çok düşük karbon oranına sahip<br />
böylece karbür oluşumu yaratmayan ELC çelik seçilmelidir.
Sabitleştirilmiş Çeliğin Kaynağı<br />
Sabitleştirilmiş çelikler (grup 4 sayfa 45) kaynak<br />
sonrasındaki ısı <strong>uygulama</strong>sı olmadan da kaynaklanabilirler.<br />
Çelik, kromdan daha çok karbon çekim gücüne<br />
sahip Ti, Ni, Cr ya da Ta ile alaşımlanabilir. Bu<br />
elementler karbonu tüketir <strong>ve</strong> krom karbür oluşumunu<br />
engeller.<br />
Yukarıda bahsedilen ısı <strong>uygulama</strong>sının zorlularına<br />
bağlı olarak grup 4’teki 0.1%’den az karbon ihtiva<br />
eden çelikler kaynaklanabilen paslanmaz çelikler<br />
olarak adlandırılırlar.<br />
Aynı zamanda bu çelikler daha yüksek sıcaklıklarda<br />
yapılan <strong>uygulama</strong>lar için de uygundurlar.<br />
Ta, Ti, <strong>ve</strong>ya Nb gibi sabitleştiricilerle alaşımlarken<br />
sabit karbürler istenmeyen krom karbür oluşumunu<br />
engellerler.<br />
Sabitleştiricilerin miktarı içerdikleri C miktarına<br />
bağlıdır.<br />
Ti içeriği C içeriğinin 10 katı, Ta içeriği, çoğunlukla<br />
Nb içeriğinin bir kısmını da kaplar, C içeriğinin 20 katı<br />
olmalıdır.<br />
Ti oksitlendiği <strong>ve</strong> TiO oluşumuna neden olduğu için<br />
genelde dolgu malzemesi olarak kullanılmaz.<br />
Ti birçok ekonomik avantaja sahiptir ancak Nb’den<br />
daha az aktiftir. Ti’nin sahip olduğu dezavantaj ise<br />
cilalama ile bile tamamen yumuşak <strong>ve</strong> parlak bir yüzey<br />
görüntüsü elde edilememektir.<br />
Normal üretilen plakalar <strong>ve</strong> profiller karbonun titanyum<br />
karbür gibi davranmasına neden olur <strong>ve</strong> bu nedenle<br />
bu çelikler tanelerarası paslanmaya karşı oldukça<br />
dirençlidirler.<br />
Sabitleştirilmiş çelikler yüksek basınç <strong>ve</strong> sıcaklıklardaki<br />
üretimlerde kullanılmaya uygundur çünkü bu malzemeler<br />
yüksek sıcaklıkta sabit olmayan çeliklere göre daha iyi<br />
<strong>ve</strong> yüksek gerginlik kuv<strong>ve</strong>tine sahiptirler. Aynı zaman-<br />
da 400ºC’nin üstündeki sıcaklıklarda tanelerarası<br />
paslanmaya karşı daha sabittirler.<br />
47<br />
Sabitleştirilmiş çelikler birkaç saat tavlanır <strong>ve</strong> soğu-<br />
tulursa krom karbür oluşumu yapmaz.
Paslanmaz Malzemelerin Saklanması<br />
Paslanmaya karşı direnç<br />
Paslanmaya karşı olan direnç yüzeydeki ince bir<br />
metalik oksit tabakası tarafından sağlanır <strong>ve</strong> bu<br />
tabakanın korunması direncin sürekliliğini sağlar.<br />
Bu yolla paslanma direnci malzemeye diğer madde<br />
özellikleri ile birlikte entegre olur <strong>ve</strong> bu nedenle<br />
paslanma direnci malzemelerin nasıl uygulandığına<br />
da bağlıdır.<br />
Paslanmaz malzemeler için paslanma rezistansı<br />
yüzey metalik olarak temiz olduğunda yani leke,<br />
pul ya da benzer kirletici ögelerden temizlendiğinde<br />
en optimum seviyeye ulaşır.<br />
Paslanmaz malzemelere sonradan yapılan uygula-<br />
malar oldukça maliyetlidir. Bu nedenle malzemeyi<br />
maliyet artışına neden olan çizilmelere karşı iyi<br />
korumak <strong>ve</strong> saklamak gerekir.<br />
47<br />
Paslanmaz malzemeleri en iyi şekilde korumak<br />
için yapılması gereken ilk şey yeni bir işe başlan-<br />
dığında çalışma alanının üzerine bir parça kağıt<br />
ya da folyo yapıştırmaktır.<br />
Dahası, paslanmaz malzemeler diğer çeliklerden<br />
ayrı bir yerde tutulmalıdır. Çelik raflarla paslan-<br />
mazların doğrudan temasını önlemek için raflar<br />
ahşap ya da plastikle kaplanmalıdır.<br />
Paslanmaz çeliklerle yapılacak işlemlerde kullanılacak<br />
olan bütün gereçler temiz <strong>ve</strong> cilalı olmalıdır:<br />
Örsler<br />
Düz plakalar<br />
Düz köşeler<br />
Çekiçler<br />
Paslanmaz malzemelerin normal çeliklerde kopan<br />
parçalar ya da çıkan tozdan etkilenmemesi için hem<br />
paslanmaz çelik hem de normal çelikler aynı anda <strong>ve</strong><br />
aynı yerde kullanılmamalıdır.
Temizleme<br />
En küçük kirler bile gözenek oluşumuna neden olabilir.<br />
Paslanmaz çelikler dinamik yüke maruz kalırlarsa<br />
undercut (yanal kesik) oluşumu da ortaya çıkabilir. Bu nedenle<br />
paslanmaz çelik yüzeylerinin kaynak yapılırken<br />
tamamen temiz olması gerekir. Bütün kir <strong>ve</strong> toz yok<br />
edilmeli <strong>ve</strong> yüzeyde mevcut olan yağ <strong>ve</strong> benzeri ya-<br />
pılar da çözücülerle kaldırılmalıdır. Yağ, kaynak ısısı-<br />
nın etkisi altında sıvılaşır <strong>ve</strong> kaynak oluklarının içine<br />
nüfuz edebilir. Bu nedenle kaynak alanının her iki<br />
tarafında da boş alanlar bırakılmalıdır.<br />
Kaynak sırasında kaynak alanına zarar <strong>ve</strong>rmemeleri<br />
için kablolar, kaynak başlıkları, eldi<strong>ve</strong>nler, torçlar,<br />
doğrultucular vb temiz olmalıdır.<br />
Büyük plaka imalatlarında kaynakçı plakanın üzerinde<br />
yürümek <strong>ve</strong> kaynak kablolarını bu plakalar üzerinde<br />
sürüklemek zorunda kalırlar. Bu nedenle kaynakçının<br />
yerden plaka üzerine toz <strong>ve</strong> kir taşımaması için yerlerin<br />
de temiz olması gerekir.<br />
Boyalı yeri temiz tutmak kaba yerden daha kolaydır.<br />
Kaynaktan önce kaynak alanı, altı <strong>ve</strong> üstü paslanmaz<br />
çelik teli fırçası ile fırçalanmalıdır. Bu malzemenin<br />
yüzeyinde hep mevcut olan oksit tabakasını kaldırmak<br />
için yapılmalıdır.<br />
<strong>TIG</strong> <strong>kaynağı</strong> yaparken kaynak başlamadan önce dolgu<br />
malzemesinin de temiz olduğundan emin olunmalıdır.<br />
Eğer gerekiyorsa dolgu malzemesi bir bez yardımıyla<br />
çözücü ile temizlenebilir, çelik yünü ile cilalanabilir ya<br />
da kostik sodaya <strong>ve</strong> suya batırılabilir. Dolgu malzemesi<br />
kaynak başlamadan önce tamamen kuru olmalıdır.<br />
48<br />
Kaynak Masası <strong>ve</strong> Bağlantı Elemanları<br />
Deformasyonları önlemek <strong>ve</strong> bitmiş ürünün doğru<br />
şekle sahip olduğundan emin olmak için ayrı parçaları<br />
kaynak masasına kelepçelemek ya da belki onlara punta<br />
<strong>kaynağı</strong> yapmak gerekebilir.<br />
Seri üretimler için ayarlanabilir kelepçeleri kullanmak<br />
daha yararlıdır. Bağlantı elemanları kullanmanın<br />
avantajları yeterli miktarda özetlenemeyebilir.<br />
Öncelikle kaynak daha kaliteli bir görüntüye sahip olur <strong>ve</strong><br />
kaynak maliyetleri azaltılır. Özellikle seri üretimlerde<br />
bağlantı elemanlarına hem para hem de dikkat sarf etmek<br />
gerekir. Dahası bağlantı elemanları aynı ürünün farklı<br />
parçaları üretilirken aynı tip üretim sağlar.<br />
Paslanmaz çelikle kaynak yapılırken bağlantı elemanların-<br />
dan elde edilen ekstra soğutma etkisi ayrı bir avantaj olarak<br />
kabul edilebilir.
Alaşım elementlerinin etkisi<br />
Giriş<br />
Paslanmaz çelik karakteristik özelliklerini farklı<br />
elementlerin çelikle alaşımlanmasından elde edilir.<br />
Çoğu alaşım 70 - 75% ya da daha fazla demir içerir<br />
çünkü demirin metalurjik özellikleri çok öenmlidir.<br />
Alaşım<br />
Elementi<br />
Krom<br />
Nikel<br />
Karbon<br />
Molibden<br />
Titanyum<br />
Niobyum<br />
Demir<br />
% Etki<br />
13-25- Çeliği paslanmaya karşı direnç<br />
30 li hale getirir. En az 13% Cr<br />
0-25 Çeliğe yüksek yumuşaklık <strong>ve</strong><br />
ısı direnci sağlar.<br />
0.02-1 Kaynak için istenmez<br />
1-4.5 Asit direnci sağlar<br />
0.5 Sabitleştiricidir. Kaynak özelliklerini<br />
geliştirir.<br />
0.5 Sabitleştiricidir. Dayanıklılığı<br />
azaltır.<br />
Kalan % Elementlerin alaşımlandığı<br />
baz malzemesidir.<br />
Önemli alaşım elementleri <strong>ve</strong> etkileri tablosudur<br />
49<br />
Krom (Cr)<br />
Cr gerginlik kuv<strong>ve</strong>tini krom yüzdesi başına 80N/mm 2<br />
arttırır. Karbür oluşumuna gösterdiği meyile bağlı olarak<br />
Cr sertliği arttırır. 12%’den fazla Cr içeren çelikler suya<br />
<strong>ve</strong> belirli asitlere karşı paslanma rezistansı oluşturur. Cr<br />
Ni ile birlikte ısı direncini arttırır.<br />
Oksitlendiğinde Cr paslanmaya karşı direnci olan sıkı<br />
bir oksit tabakası oluşturur <strong>ve</strong> çeliklerin bütün sıcaklık-<br />
larda feritik olamsına neden olabilir.<br />
Nikel (Ni)<br />
Ni hem yumuşak hem kuv<strong>ve</strong>tlidir ancak çok pahalı<br />
olmasından dolayı belli bir miktara kadar kullanılır.<br />
Ni gerginlik kuv<strong>ve</strong>tini nikel yüzdesi başına 40 N/mm 2<br />
arttırır. Ni kritik soğutma hızını azaltır. Manyetik olma-<br />
yan ostenitik çelikler 25%’den fazla nikelle alaşımlan-<br />
dığında paslanma direnci üretirler.<br />
Eğer çelik aynı zamanda Cr ile de alaşımlandıysa istenilen<br />
ostenitik özellikleri 8%Ni <strong>ve</strong> 18% Cr ile elde edilir.(18/8<br />
krom-nikel çelik).<br />
Molibden (Mo)<br />
Mo çeliği kuv<strong>ve</strong>t, yumuşaklık <strong>ve</strong> ısı rezistansı özelliklerini<br />
arttırır. Mo güçlü bir karbür oluşturucusudur <strong>ve</strong> hızlı<br />
(HS çelikler) <strong>ve</strong> ısı uygulanmış çeliklerde sıcaklık rezistansını<br />
arttırdığı için kullanılır.<br />
Paslanmaz çeliklerdeki Mo aşağıdakilere karşı paslanma<br />
direnci oluşturur:<br />
• Sülfürik asit<br />
• Fosforik asit<br />
• Formik asit<br />
• Çeşitli sıcak organik asitler<br />
Mo klorlu solüsyonların neden olduğu oyuk<br />
paslanmasına da karşı koyar.<br />
Oyuklanma “Paslanma tiplerinde” daha sonra açıklanacaktır.
Titanyum (Ti)<br />
Saf Ti kullanmanın avantajı paslanma rezistansının<br />
neredeyse paslanmaz çeliğinki kadar iyi olması <strong>ve</strong><br />
kuv<strong>ve</strong>tinin ağırlığına göre iyi olmasıdır.<br />
Ancak bu iyi özellikler yüksek sıcaklıklarda Ti çok<br />
güçlü reaksiyon gösterdiği <strong>ve</strong> inert gazlar haricinde<br />
bütün gazlarla kimyasal bileşimler oluşturduğu için<br />
kaybolur. Mesela, 800ºC’de saf nitrojen ile yanarak<br />
titanyum nitrit oluşturur.<br />
Ti genellikle deoksidasyon <strong>ve</strong> karbonla birleşerek<br />
titanyum karbür ya da nitrojenle birleşerek zararlı<br />
gaz olan titanyum nitridi oluşturan bazı belirli<br />
çelikler için denitrasyon unsuru olarak kullanılır.<br />
Niyobyum (Nb)<br />
Nb güçlü bir karbür oluşturucusudur <strong>ve</strong> ostenitik<br />
krom-nikel çeliklerinde karbürün diğer elementlerle<br />
çökelmeye neden olmasını engeller.<br />
50<br />
Krom-nikel alaşımları<br />
İki fazlı sistemli demir-kromda gama alanı bağlan-<br />
mıştır <strong>ve</strong> yaklaşık 12.5% kromdan sadece ferrit<br />
kalacaktır füzyon sıcaklığından oda sıcaklığına<br />
geçildiğinde.<br />
Nikelin miktarı arttırıldığında iki fazlı sistemdeki<br />
gamma bölgesindeki demir-nikel de artar. Belirli<br />
nikel ihtivalarında yapı saf ostenitik olur (kübik<br />
yüzey merkezli)<br />
Belirli özelliklere sahip olabilmek için paslanmaz<br />
çeliklerin alaşımında kullanılan elementler iki ana<br />
gruba ayrılabilir:<br />
• Ferrit oluşturan elementler - Cr, Si, Al, Mo,<br />
Nb, Ti, W <strong>ve</strong> V<br />
• Ostenit oluşturan elementler - Ni, Mn, C, Co<br />
<strong>ve</strong> N<br />
İki faz sistemi, demir-nikel, demir-krom
Paslanmaz Çelik – Kaynak – Isıdan Etkilenen Alan (HAZ)<br />
Genelde<br />
Kaynak işleminin ya da paslanmaz çeliğin başka<br />
bir yöntemle ısıtılmasının bir sonucu olan sertleşme<br />
pasif malzeme yüzeyine hasar <strong>ve</strong>rir <strong>ve</strong> paslanma<br />
direncini ciddi oranda düşürür. Bu sertleşme krom<br />
yönünden zengin yüksek ısılı oksitlerin çok kırılgan<br />
<strong>ve</strong> sızdıran bir tabaka oluşturmasının sonucu olarak<br />
ortaya çıkar. Bu nedenle alttaki malzeme krom<br />
yönünden çok fakir <strong>ve</strong> paslanma direnci az hale gelir.<br />
Yüksek ısılı oksit<br />
tabakası. Kırılgan <strong>ve</strong><br />
sızdıran tabaka.<br />
Kaynak metali Paslanmaz metal<br />
Normal oksit tabakası<br />
Krom oksitler ortadan kaldırılmalı ya da oluşumlarının<br />
engellenmesi için ölçülmelidirler. Koruma gazı ile<br />
kaynak yaparken oksit oluşumu gaz dağıtıcı ya da hemen<br />
torçtan sonra gelen parça ile engellenebilir. Dağıtıcı/parça<br />
akan argon ya da nitrojen karışımı kaynak dikişini soğu-<br />
turken kaynak sırasında ısınan kaynak dikişini korur.<br />
Kaynağın arkası korunmadan bu şekilde devam eder.<br />
Manuel <strong>TIG</strong> <strong>kaynağı</strong>nda koruma gazı olarak kullanılan<br />
gaz genelde argondur. Gaz <strong>TIG</strong> torçuna bağlanır <strong>ve</strong><br />
tungsten elektrotu korur <strong>ve</strong> havadaki oksijeni kaynak<br />
havuzundan uzaklaştırmak için havuzun üzerinden akar.<br />
51<br />
Argon, bazen az miktarda hidrojen ile karıştırılarak,<br />
<strong>kaynağı</strong>n arkasını korumak için kullanılır. Formier<br />
gaz ile yapılan koruma genelde daha ucuz <strong>ve</strong> birçok<br />
durumda daha iyi bir seçimdir. Çeliğe zararlı olan<br />
sertleşmeyi önlemek için sıcaklık 200ºC’nin altına<br />
düşene kadar gaz akışına sahip olmak gereklidir.<br />
Uygun arka gaz gereçleri gaz tüketiminin azalmasını<br />
<strong>ve</strong> gaz kalitesinin artmasını sağlayabilir.<br />
Bir boru parçasında gaz akışı görüntüsü<br />
Boru parçasında koruma gazının akışı<br />
Koruma gazının bloke edilmesi <strong>ve</strong><br />
sağlanması<br />
Arka gaz gerecinin montajı
Paslanmaz Çeliklerin Kaynağı için Kılavuz<br />
Paslanmaz çeliklerin <strong>kaynağı</strong> ile ilgili yazılı belirli<br />
kurallar olmamasına rağmen aşağıdaki maddeler<br />
sizler için kılavuz görecektir:<br />
Kaynak Kalitesi<br />
• Kaynak kalitesi standartlarla örtüşmelidir. Ör: tam<br />
nüfuziyet<br />
• Kaynak beceri ile yapılmalı <strong>ve</strong> düzgün <strong>ve</strong> sabit<br />
bir dikişe sahip olmalıdır.<br />
• Kaynak metali <strong>ve</strong> ana metal arasındaki geçiş bölgesi<br />
<strong>ve</strong> yüzey pürüzsüz <strong>ve</strong> düzgün olmalıdır.<br />
• Kaynak görünen kaynak hatalarına sahip olmamalı <strong>ve</strong><br />
koruma gazı eksikliğinden dolayı renk solması meydana<br />
gelmemelidir.<br />
Önlemler<br />
• Metalurjik <strong>ve</strong> paslanma ile alakalı komplikasyonların<br />
önlenmesi için dolgu malzemesi seçimi çok önemlidir.<br />
• Kaynak <strong>metod</strong>u <strong>ve</strong> kaynak ekipmanı uygun olmalıdır<br />
böylece kaynak alanı homojen olacak, ısı çatlakları <strong>ve</strong><br />
kaynak hataları oluşmayacaktır.<br />
• Kaynağın arkası uygun bir kaynak arkası gazı ya da<br />
uygun sırtlama malzemesi ile korunmalıdır yoksa yüzeyde<br />
undercut (yanal kesik) oluşumu meydana gelir.<br />
Temizleme<br />
• Yüzey metalik olarak temiz olmalı, rengi solmuş<br />
olmamalı, kaynak <strong>ve</strong> bileme çapağı ya da tutkal kalıntıları<br />
olmamalı<br />
• Taşıma ya da yapılan <strong>uygulama</strong>ların sebep olduğu izler<br />
ortadan kaldırılmalı ör. bükülme, bakır sırtlama ya da<br />
kelepçelerden kaynaklanan kirler<br />
• Undercut (yanal kesik) da dahil olmak üzere bütün çalışma<br />
parçası<br />
uygun bir temizleyici ile temizlenmelidir.<br />
52<br />
Isıdan Etkilenen Alan (HAZ)<br />
Kaynak dikişinin çevresindeki HAZ alanları erimez <strong>ve</strong><br />
çok sert ısıya maruz kalırlar <strong>ve</strong> bu çeliğin mikro-yapısı-<br />
nın bozulmasına neden olur. Bu değişimlerin nedeni<br />
malzemenin oluşumuna <strong>ve</strong> HAZ’nin ısınma hızına bağlıdır.<br />
Soğutma hızı da önemlidir <strong>ve</strong> malzemenin kalınlığına,<br />
kaynak alanının ebatına <strong>ve</strong> kaynak işlemi ile oluşan ısı<br />
girişine <strong>ve</strong> soğutma <strong>metod</strong>una bağlıdır.<br />
1<br />
2<br />
3<br />
4<br />
5<br />
6<br />
Kaynak metali<br />
Tamamlanmamış<br />
Fazla ısınmış<br />
Normalleştirilmiş<br />
Eksik transformasyon<br />
Ana malzeme<br />
Kaynak metalindeki ısı<br />
Kaynak metali Isıdan etkilenen alan (HAZ)
1050 °C den soğutulmuş 400-800 °C de tavlanmış<br />
Alaşım içeriği %<br />
Martensitik Paslanmaz Çeliklerin Kaynağı<br />
Martensitik paslanmaz çelikler bütün paslanmaz<br />
çeliklerin içinde en alaşımsız olanlardır. Genel olarak<br />
İs<strong>ve</strong>ç çelik kaliteleri baz alınarak hazırlanan analizler<br />
sayfa 54’teki tabloda gösterilmiştir. Bu araştırma<br />
henüz tamamlanmadığından diğer çelik üreticilerinden<br />
de bilgi alınmalı <strong>ve</strong> diğer çelik normları da incelen-<br />
melidir.<br />
Martensitik paslanmaz çelikler genelde kaynak için<br />
diğerlerine nazaran daha az uygundur. 800ºC’den<br />
daha yüksek bir sıcaklıktan soğutulduğunda hava<br />
soğutma ile setleştirilebilir. Aynı şartlar <strong>kaynağı</strong>n<br />
HAZ alanı için de geçerlidir bu nedenle martensit<br />
oluşturulmuştur.Bununla alakalı miktar değişiklikleri<br />
de çok yüksek gerginliğe neden olur. Termal gerginlikle<br />
birleşme ile ilgili olarak martensitik alanlarda çok çabuk<br />
çatlak oluştuğu anlamına gelir. Karbon içeriği miktarı<br />
arttıkça bu problem daha da önemli hale gelir. Karbon<br />
ihtivası 0.10 – 0.15%’den fazla olan çeliklerle<br />
kaynaktan kaçınılmalıdır.<br />
Dahası karbon ihtivası çok yüksek olduğunda ostenit<br />
oluşumu tamamlanmaz <strong>ve</strong> yavaş transformasyondan<br />
dolayı ostenit çökeltisi oluşur.<br />
Kaynak için minimum 200oC ön ısıtma sıcaklığı kullanılır.<br />
Bu durum genelde termal gerginliği azaltmak için kullanılır.<br />
53<br />
Eğer kaynaktan sonra yumuşaklıkta bir gelişme ya<br />
da sertliğin azalması isteniyorsa çelik mutlaka ısı<br />
<strong>uygulama</strong>larına maruz bırakılmalıdır.<br />
Ferritik Paslanmaz Çeliklerle Kaynak<br />
Ferritik çelikler kaynaklandığında sertleşmezler <strong>ve</strong><br />
bu nedenle kaynaklanmaları daha kolaydır. Kaynak<br />
sırasında HAZ alanlarında meydana gelen 900-1000ºC<br />
’ye kadar ısınmak bu alanların kırılganlaşmasına <strong>ve</strong><br />
tanecik oluşumuna neden olur.<br />
Bu tanecik oluşumu tanecik sınırlarında kırılganlık<br />
çökeltilerine neden olabilir <strong>ve</strong> bu durum tanelerarası<br />
paslanmaya bile neden olabilir.<br />
Yukarıdaki risk ısı <strong>uygulama</strong>ları ile azaltılabilir <strong>ve</strong> aynı<br />
zamanda tanecik sınırlarındaki çökelmeden gelen kırıl-<br />
ganlık da ortadan kalkabilir. Tanecik oluşumundan<br />
kaynaklanan kırılganlık ısı <strong>uygulama</strong>ları ile yok edilemez.<br />
Pratikte çok zor bir <strong>uygulama</strong> olan ısı <strong>uygulama</strong>sı ile<br />
devam eden bir soğuk çalışma sadece onu ortadan<br />
kaldırabilir.<br />
Ferrit-Ostenitik Paslanmaz Çelikler<br />
Bu çelik tipi yukarıda bahsedilen iki tipe göre daha<br />
kolay kaynaklanabilir. HAZ’lerde çökelme ya da tane-<br />
cik oluşumu meydana gelmez<br />
Ostenitik Paslanmaz Çeliklerin Kaynağı<br />
Bu çelik tipi eğer normal prosedürler uygulanırsa <strong>ve</strong><br />
kaynakçı da biraz yetenekli ise herhangi bir kaynak<br />
problemine yol açmaz.<br />
Eğer çelik bütün sıcaklık aralıklarında ostenitik ise <strong>ve</strong><br />
soğutma esnasında sertleşmemişse şekilde de görülebi-<br />
leceği gibi kaynaktan sonraki soğutma tanecik sınırla-<br />
rındaki karbür oluşumu, tanelerarası paslanma azalacaktır.<br />
(ma104-02).
Paslanmaz Çelikle <strong>TIG</strong> Kaynağı<br />
<strong>TIG</strong> <strong>kaynağı</strong> ince paslanmaz çeliklerin <strong>kaynağı</strong> için<br />
ekonomik açıdan oldukça avantajlıdır. Arka taraftan<br />
kaynak yapılıyor olsa bile temiz <strong>ve</strong> gözenek <strong>ve</strong><br />
kraterden yoksun pürüzsüz bir kaynak sonucu<br />
ortaya çıkartır.<br />
Kaynak DC’de elektrotun negatif kutbunda yapılır.<br />
Elektrot erimeyen tungstenden yapılmıştır. Bir koruma<br />
gazı, genellikle argon, arkı, elektrotu <strong>ve</strong> kaynak<br />
havuzunu korur. Kaynak torçu sadece etraftaki hava<br />
ile ya da torçun içinden akan su ile soğutulur. Su <strong>ve</strong><br />
koruma gazı gözenek oluşumunu engellemek için<br />
birbirlerinden ayrı tutulmalıdırlar.<br />
Mevcut olan birçok tungsten elektrot çeşidi vardır.<br />
En çok kullanılan cinsi kaynak metaline erimeye az<br />
meyilli olan toryum ile alaşımlanmış olan tungstendir.<br />
Bu tungsteni tutuşturmak daha kolaydır <strong>ve</strong> daha temiz<br />
bir kaynak sonucu ortaya çıkarır. Elektrot tutuşmayı<br />
sağlamak için bir noktaya yerleştirilmiştir. Eğer kaynak<br />
metali ya da oksitlerle kirlendiyse daha çabuk eriyebilir,<br />
kaynak kötü olur <strong>ve</strong> tungsten kaynak havuzuna transfer<br />
edilir. Bu konu daha sonra “<strong>TIG</strong> kaynak – Tungsten<br />
Elektrotlar” bölümünde detaylandırılacaktır.<br />
Koruma gazında en sık rastlanan kirlilik ise nemdir.<br />
Çiy noktası -50ºC’nin altında olmalıdır. Bu genelde<br />
üreticide sağlanmalıdır ancak eğer silindirler açık<br />
valflerle gönderiliyorsa üreticinin dikkatinden kaçmış<br />
demektir. Dahası bütün hortum bağlantıları <strong>ve</strong> benzeri<br />
parçalar sıkı <strong>ve</strong> kuru olmalıdır. Çalışma parçası da kuru<br />
<strong>ve</strong> temiz olmalıdır. Sonuç olarak, kaynak <strong>ve</strong> elektrot<br />
200ºC’nin altına soğuyana kadar argon ile korunma-<br />
lıdırlar.<br />
HF tutuşma kullanıldığında ark çalışma parçasına<br />
değmeden tutuştuğu için kirlilik engellenir. Başlama<br />
noktaları, bitiş kraterleri <strong>ve</strong> undercut (yanal kesik)’lar hata<br />
olarak<br />
ortaya çıkarlar. Kaynak makinasını ayak pedalı ile<br />
donatarak kaynak sırasında akımı kontrol etmek<br />
mümkün olur bu da undercut (yanal kesik) <strong>ve</strong> krater<br />
oluşumunun engellenebileceği <strong>ve</strong> kaynak başladığı sıradaki<br />
nüfuziyetin artabileceği anlamına gelir. Bitiş krateri<br />
akımın kademeli olarak azaltılması ile engellenebilir.<br />
Akım kademeli olarak azaltıldığında kaynak havuzu<br />
daha küçülecek <strong>ve</strong> böylece daha derin krater<br />
55<br />
diğer bir deyişle krater gözenekleri <strong>ve</strong> çatlaklar<br />
engellenebilecektir. Arkın tutuşması konusu daha<br />
sonra “<strong>TIG</strong> kaynak- Ark Tutuşması” bölümünde<br />
detaylandırılacaktır.<br />
<strong>TIG</strong> kaynak genelde ince malzemelerin <strong>kaynağı</strong> için<br />
kullanılır. Eğer kaynak üçten fazla geçişe ihtiyaç<br />
duyuyorsa örtülü elektrotla yapılan MMA ya da MIG<br />
<strong>kaynağı</strong> dolgu işlemi için kullanılabilir.<br />
Kaynak Alanı <strong>ve</strong> Dolgu Malzemesi<br />
Sonradan tekrar kaynak yapmanın mümkün olmadığı<br />
sırtlarda pürüzsüz kaynak isteniyorsa kaynak alanının<br />
dikkatli olarak hazırlanması <strong>ve</strong> sırt bölgesinin oksi-<br />
dasyona karşı korunması çok önemlidir. Kaynak<br />
boşlukları hep aynı olmalıdır ancak yetenekli bir<br />
kaynakçı ayakpedalı sayesinde küçük farklılıkların<br />
olduğu boşlukları da son derece iyi bir şekilde<br />
kaynaklayabilir.<br />
Sırt <strong>kaynağı</strong> Argon (Ar) ya da helyum (He) ile koruna-<br />
bilir. Ancak nitrojen-hidrojen karışımı kullanmak daha<br />
ucuz bir yol olabilir <strong>ve</strong> gözeneksiz oksitsiz bir kaynak<br />
sonucu sunabilir. Kök geçişlerinde bile nitrojen emilimi<br />
çok küçüktür <strong>ve</strong> analiz değerlerinin difüzyonları ara-<br />
sında kalır.<br />
Dolgu teli kaynak alanının doldurulması için kullanılır.<br />
Kaynak boşluğu genelde tel çapından daha küçük olur.<br />
Kaynak dolgu malzemesi olmadan da yapılabilir. Bu<br />
durumda uç <strong>kaynağı</strong>nın yapılabilmesi için köşelerin<br />
birbirlerinin üzerine yerleştirilmesi gerekir. Köşe uçlarda<br />
dolgu malzemesi dışarıda bırakılabilir çünkü yüzeyin<br />
batması da kısıtlanmıştır. V kaynaklarında sadece taban<br />
kaynakları birlikte ilerleyebilir. V boşluğunu doldura-<br />
bilmek için dolgu malzemesi kullanılmalıdır.<br />
Ancak, tamamen ostenitik baz malzemesi kullanımında<br />
çatlak oluşma riski daha fazladır <strong>ve</strong> ferrit ihtivasını 5-10%<br />
’den fazla azaltmak mümkün değildir. Dolgu malzemesi<br />
malzeme tedarikçisi ile birlikte seçilmelidir.<br />
<strong>TIG</strong> <strong>kaynağı</strong>n başka bir <strong>ve</strong>rsiyonu da palslı ark, akımın<br />
palslı olarak gelmesi, ile kaynak yapmaktır. En yüksek<br />
akım palsı kaynak dikişinde nüfuziyet sağlar, daha sonra<br />
akım daha düşük bir değere iner <strong>ve</strong> kaynak havuzu<br />
neredeyse katılaşır. Bunu başka bir akım artışı izler.
Kaynak punta kaynakları sayesinde tekrar eden satırlar<br />
gibi bir görünüm elde eder. Kaynak havuzu kaynak<br />
alanına yayılamayacağı kadar kısa bir süre içinde erir.<br />
Palslı <strong>TIG</strong> <strong>kaynağı</strong> bütün pozisyonlarda akım ayarı<br />
yapmadan otomatik kaynak için kullanılabilir. Palslı<br />
<strong>TIG</strong> <strong>kaynağı</strong> daha sonra “Palslı Ark ile <strong>TIG</strong> Kaynağı”<br />
bölümünde anlatılacaktır.<br />
Bütün kaynak proseslerinde atmosferik havaya karşı<br />
<strong>ve</strong>rimli bir koruma gazı kullanmak çok öenmlidir.<br />
Eğer koruma yeterli değilse, önemli alaşım elementleri<br />
yanarak kaynak metalinin kaba görünmesine neden<br />
olabilir. Karbon çıkaran elementler kaynak malzeme-<br />
sinde ya da koruma gazında bulunmamalıdırlar çünkü<br />
kaynak metali içerisindeki karbon ihtivasını arttırabilirler.<br />
Gözenek oluşumuna neden olduğundan nem de<br />
engellenmelidir.<br />
Kaynağa hazırlanırken yağ, renk bozuklukları, leke <strong>ve</strong><br />
diğer kirliliklerin ortadan kaldırıldığından emin olun-<br />
malıdır çünkü bu kirlilikler kaynak metalinin karbon ile<br />
birleşmesine neden olur.<br />
56<br />
Sigma-Fazı<br />
Sigma fazı krom <strong>ve</strong> yüksek miktarda krom içeren<br />
krom nitrojen karışımlı çeliklerin 600-900ºC’de<br />
uzun süre bırakılması ile meydana gelen zor, kırılgan<br />
<strong>ve</strong> manyetik olmayan bir fazdır. Yaklaşık olarak<br />
52% Cr <strong>ve</strong> 48% Fe içerir ancak başka elementler<br />
de içerdiği olmuştur. Birleşim en hızlı 800ºC’de<br />
oluşur. Daha düşük sıcaklıklarda çökelme hızı<br />
genelde yavaştır böylece sigma fazı riski yoktur.<br />
Sigma fazı delta-ferritin tamamen ya da bir kısmının<br />
sigma fazına <strong>ve</strong> ostenite transfer edilmesi sırasında<br />
oluşur. Delta ferrit ihtivası daha yüksek olan kaynak<br />
metalleri daha az miktarda delta ferrit içeren metallere<br />
göre daha hassastır.<br />
Ferritik krom çelikleri <strong>ve</strong> ostenitik krom-nikel çelikleri<br />
ferrit ile kaynaklarken HAZ’deki yumuşaklık kaynak<br />
ısısı sayesinde azalır çünkü sigma fazı da ferritten<br />
yapılmıştır.<br />
Bu nedenle 600-900ºC arasındaki sıcaklıklarda gergin<br />
olmayan sertleştirmelerden kaçınılmalıdır. Bu sigma fazı<br />
doğrudan ostenit ile yapıldığında da meydana gelebilir<br />
ancak çok yüksek sertleştirme zamanına ihtiyaç duyarlar<br />
ör: 25% Cr/20% Ni çelik<br />
Yüksek miktarda Mo ya da Nb içeren kaynak metalleri<br />
sigma fazı oluşturmaya çok meyillidirler.
Yukarıdaki illüstrasyon sigma fazının etkilerini<br />
gösterir. Orjinal ferrit ihtivası yaklaşık 16% -<br />
yumuşaklığı geliştirmek için istenen miktar –<br />
800ºC’de sertleştirilerek 4%’e düşürülmüştür.<br />
Etki rezistansı düşer <strong>ve</strong> sertlik artar.<br />
950-1050ºC’de sertleştirme sigma-fazını çözebilir<br />
<strong>ve</strong> sertlik <strong>ve</strong> etki rezistansı normale dönebilir. Çok<br />
yüksek işlem sıcaklıklarında bulunan çalışma<br />
parçaları için sigma fazından korkmaya gerek yoktur<br />
çünkü 300-400ºC üzerindeki etki rezistansları özellikle<br />
ferrit ihtivası 7-8%’nin altındaysa yeterince yüksektir.<br />
Kaynağın Paslanma Özellikleri Üzerindeki Etkisi<br />
Kaynak paslanmaz çeliğin paslanma özelliklerini<br />
azaltabilir. Kaynak parçasının dayanıklılığını azaltabilir<br />
<strong>ve</strong> kullanılmaz hale gelmesine neden olabilir.<br />
Bu nedenle kaynak prosedürlerini <strong>ve</strong> <strong>metod</strong>larını<br />
ayrıntılı incelerken bu şartların hepsi dikkate<br />
alınmalıdır.<br />
Paslanmaz çeliklerde paslanma direncini yüzey belirler.<br />
Özellikle kaynak etrafındaki yüzey temiz, pürüzsüz <strong>ve</strong><br />
metalik olarak parlak olmalıdır ki bu farklı elementlerden,<br />
cüruftan, renk bozulmalarından <strong>ve</strong> oksitlerden arınmış<br />
olduğunu gösterir.<br />
Oksitler agresif çözücüler içinde kolayca çözünür <strong>ve</strong> çoğu<br />
çelikte ciddi paslanmalara neden olan metalik tuzları<br />
oluşturur.<br />
Bu nedenle kaynaklara sonradan iyileştirme <strong>uygulama</strong>sı<br />
ya da mekanik yüzey <strong>uygulama</strong>sı yapmak tavsiye edilebilir<br />
bir çözüm olabilir.<br />
Bütün durumlarda çelik üreticilerinin önerileri de<br />
dinlenmelidir.<br />
Uygun bir paslanmaz malzeme <strong>ve</strong> malzemenin mevcut<br />
ürünün parçasına uygunluğunu seçerken, seçim prosedürü<br />
mekanik gerekliliklere uyan en ucuz ürünü bulmak olamlıdır.<br />
Malzemenin bulunduğu ortamdaki paslanma direnci<br />
ölçülmelidir.<br />
57<br />
Çelik üreticilerinde bu bilgiler mevcuttur.<br />
Eğer bu bilgi yeterli değilse literatürden daha fazla bilgi<br />
edinmek ya da seçilen malzemenin uygunluğunu ortaya<br />
koyabilecek birkaç test yapılmalıdır.