

plazma (iyon) nitrürleme yöntemi ve malzeme ... - Hava Harp Okulu
plazma (iyon) nitrürleme yöntemi ve malzeme ... - Hava Harp Okulu
plazma (iyon) nitrürleme yöntemi ve malzeme ... - Hava Harp Okulu
- No tags were found...

You also want an ePaper? Increase the reach of your titles
YUMPU automatically turns print PDFs into web optimized ePapers that Google loves.
Plazma (<strong>iyon</strong>) Nitrürleme Yöntemi <strong>ve</strong> Malzeme Özellikleri Üzerindeki EtkisiHAVACILIK VE UZAY TEKNOLOJİLERİ DERGİSİTEMMUZ 2003 CİLT 1 SAYI 2 (41-48)PLAZMA (İYON) NİTRÜRLEME YÖNTEMİVEMALZEME ÖZELLİKLERİ ÜZERİNDEKİ ETKİSİUfuk ÖZDEMİR<strong>Hava</strong> <strong>Harp</strong> <strong>Okulu</strong> DekanlığıYeşilyurt-İstanbulu.ozdemir@hho.edu.trMuzaffer ERTENİTÜ Makina FakültesiGümüşsuyu-İstanbulerten@mkn.itu.edu.trÖZETMakina elemanları kendilerinden beklenilen fonks<strong>iyon</strong>ları yerine getirirken, parçaların yüzeyleri iç kısımlarınanazaran daha yüksek gerilme <strong>ve</strong> daha yüksek aşındırıcı kuv<strong>ve</strong>tlere maruz kalır. Bu gerilme <strong>ve</strong> kuv<strong>ve</strong>tler<strong>malzeme</strong>nin yüzey dayanım sınırını aşınca <strong>malzeme</strong> yüzeyinde kırılmalar başlar <strong>ve</strong> böylece aşınma <strong>ve</strong> korozyonoluşur. Bu nedenle daha uzun bir ömür için bu tür etkilere maruz kalan <strong>malzeme</strong>lerin yüzey dayanımlarıarttırılmalıdır. İyon (<strong>plazma</strong>) nitrürleme yöntemi bu amaçla kullanılan bir yöntemdir. Özellikle otomotivsanayinde, metalurji sektöründe <strong>ve</strong> takım imalat sanayinde uygulama alanı bulan <strong>iyon</strong> (<strong>plazma</strong>) nitrürlemeyöntemi, çeliklerin yüzey sertleştirilmesinde yaygınca kullanılmaktadır. Bu çalışmanın amacı <strong>plazma</strong> nitrürlemeyönteminin temel prensiplerini, avantajlarını, uygulama sınırlarını <strong>ve</strong> yöntemle ilgili güncel gelişmeleriincelemektir.Anahtar Kelimeler : Yüzey Sertleştirme, Nitrürasyon,İyon NitrürlemeABSTRACTThe surfaces of parts manufactured from steels and other alloys are subjected to higher stresses, greaterabrasi<strong>ve</strong> forces and more direct environmental exposure than are the part interiors. When aggressi<strong>ve</strong> forcesreach the limits of a material’s resistance, surface initiated fracture, fatigue, wear and corrosion occur. Forthese reasons, surface modification and enhancement ha<strong>ve</strong> long been applied to steels. Ion (plasma) nitriding isone of the most widely used advanced surface modification techniques applied to steels. It has been used in thefabrication of components for the automobile industry, metallurgical industry and tool manufacturing. Thepurpose of this paper is to briefly review the plasma nitriding which is now being applied to steels. In particular,the benefits, limitations and processing principles are described.Key Words : Surface Hardening, Nitriding, İon Nitriding1.GİRİŞKullanım amaçlarına bağlı olarak; yüzeyi sert <strong>ve</strong>aşınmaya dayanıklı, buna karşılık iç yapılarının sünekolması arzu edilen çelik <strong>malzeme</strong>lerde yüzeysertleştirme yöntemi uygulanır. Bunun için, <strong>malzeme</strong>yüzeyinde istenilen derinliğe kadar sertleşmesağlayan, sünek iç yapıyı etkilemeyen değişik yüzeysertleştirme yöntemleri geliştirilmiştir.Yüzey sertleştirme yöntemleri incelendiğinde;sertleştirilen <strong>malzeme</strong> özellikleri, arzu edilen sertlikdeğeri <strong>ve</strong> derinliği, uygulanabilirlik, <strong>malzeme</strong>ninkullanım şartları <strong>ve</strong> gelişen teknolojiye bağlı olarakçok değişik yüzey sertleştirme yöntemlerininkullanıldığı görülmektedir. Örneğin; normal şartlardayeterli düzeyde sertlik elde edilemeyen çeliklerinyüzeyine karbon <strong>ve</strong>rilerek sertleştirmenin yapıldığısementasyon yöntemi, iyi sertleşme kabiliyeti olançeliklerin arzu edilen sertleşme derinliğine kadar olankısmının ostenitleştirme sıcaklığına kadar ısıtılıpaniden soğutulduğu alevle yada indüks<strong>iyon</strong>la yüzeysertleştirme, yüzeye sertlik arttırıcı elementatomlarının nüfuz ettirildiği nitrürayon yöntemibunlardan bazılarıdır. Bunların dışında; yüzeyin sertbir <strong>malzeme</strong> ile kaplanması, yüzeye çelikpüskürtülerek <strong>ve</strong>ya haddelenerek yüzey sertliğininarttırılması da uygulanan yöntemler arasındadır.Bu çalışmada yüzey sertleştirme yöntemlerinden biriolan nitrürasyon yönteminin yeni <strong>ve</strong> özel biruygulaması olan <strong>plazma</strong> (<strong>iyon</strong>) nitrürleme yöntemininuygulama esasları, bu yöntemin uygulamasındaki yenigelişmeler <strong>ve</strong> uygulanabilirliği hakkında yapılanaraştırmanın sonuçları <strong>ve</strong>rilmiştir.2.NİTRÜRASYONLA YÜZEY SERTLEŞTİRMEİŞLEMİYüzey sertleştirme yöntemlerinin büyük çoğunluğuısıl işlemle gerçekleştirilmektedir. Isıl işlem; metalsel<strong>malzeme</strong>lerde, katı haldeki sıcaklık değişmeleriÖZDEMİR, ERTEN41
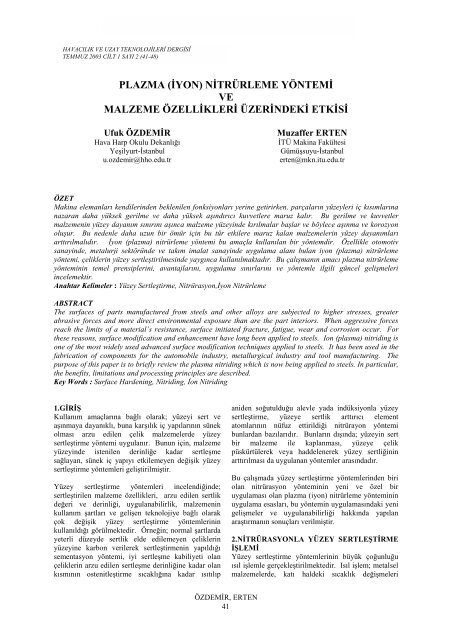
Plazma (<strong>iyon</strong>) Nitrürleme Yöntemi <strong>ve</strong> Malzeme Özellikleri Üzerindeki Etkisiyoluyla bir yada birbirine bağlı birkaç işlemle, amacauygun özellik değişmelerinin elde edilmesi şeklindetanımlanabilir. Bu tanımdan anlaşılacağı üzere; ısılişlem, parçaların belli bir sıcaklığa kadar ısıtılması, busıcaklıkta uygun bir süre bekletilmesi <strong>ve</strong> belli birprograma uygun olarak sıcaklığın oda sıcaklığınadüşürülmesi şeklinde üç kademede gerçekleştirilir.Nitrürasyon işleminin uygulanması sırasında dabenzer prosedür takip edilir.Nitrürasyonla yüzey sertleştirme işlemi ile çeliğekazandırılan özellikler şöyle sıralanabilir:1- Yüksek bir yüzey sertliği <strong>ve</strong> aşınmamuka<strong>ve</strong>meti,2- Temperlenmeye karşı yüksek direnç <strong>ve</strong>yüksek sıcaklık sertliği,3- Yüksek yorulma muka<strong>ve</strong>meti <strong>ve</strong> düşükyorulma çentik hassasiyeti,4- Paslanmaz olmayan çelikler için iyileşmişkorozyon direnci,5- Diğer yüzey sertleştirme yöntemlerine göreyüksek boyutsal kararlılık.Nitrürasyonla yüzey sertleştirme işleminde, çeliğinyüzeyine difüzyon ile azot <strong>ve</strong>rilerek, <strong>malzeme</strong>ninyüzeyindeki özellikler değiştirilir. Azotun atom çapıkarbona göre daha küçük olduğundan demir kafesinenüfuz etmesi daha kolay olur. Azotun alınması,yüksek sıcaklıklarda ostenitik katı çözeltisinde çokhızlı olur. Ancak azot bağlantılarının (nitrür) dışcidarda yığılması, yüzeyde kırılgan bir yapınınoluşmasına neden olur. Ayrıca; ostenit-ferritdönüşümünden dolayı hacim değişmesi de meydanagelir <strong>ve</strong> bu tabaka parçalanarak pul pul dökülür. Bunedenlerden dolayı azot, yüksek alaşımlı çelikler hariçostenitik yapıya değil, ferritik yapıya nüfuz ettirilir.Bu esnada, oldukça ince <strong>ve</strong> kırılgan bir yapı oluşur <strong>ve</strong>azot içeren bölgede nitrürler çökelir. Çökelmedeoluşan alaşım nitrürleri, martenzit sertliğinden de fazlasertliği olan bir tabaka meydana getirir.Kullanılabilir, kırılgan olmayan <strong>ve</strong> sert olan azotuzenginleştirilmiş yüzey tabakası, sadece ferritikbölgedeki azot difüzyonu ile sağlanabildiğinden,difüzyon sıcaklığının Ac 1 (ötektoid sıcaklığı)sıcaklığının altında olması zorunludur. Ancak azotelementinin bu sıcaklığı düşürdüğü de dikkatealınmalıdır. Azot-demir sisteminde ötektoid sıcaklığı590 0 C’dır. Bu noktanın üzerinde (ferrit+ostenitbölgesi) azot difüzyonu yapılacak olursa azotdifüzyonu ile birlikte sürekli <strong>ve</strong> artarak ferrit-ostenitdönüşümü olur. Bu durum yüzeyde kırılgan bir tabakaoluşmasına neden olur. Bu nedenle nitrürasyonuygulaması, yapıda ostenitin bulunmadığı düşüksıcaklıklarda yapılmalıdır.Alaşımsız <strong>ve</strong> düşük alaşımlı çeliklerde 590 0 C’ınaltındaki difüzyon sıcaklıklarında yüksek sertlikdeğerine ulaşılır, ancak sıcaklık düşük olduğundandifüzyonda yavaş olur. Ayrıca, düşük sıcaklıklardanitrürlerin çökelmesi çok ince olur. Difüzyonsıcaklığının düşüklüğü, çökelen nitrürlerle azotdifüzyonunun zorlaşması nedenlerinden dolayı,sementasyonda elde edilen sertleşme derinliklerineulaşılmak istenirse uzun süre beklemek gereklidir.Şekil 1’de 500 0 C nitrürasyon sıcaklığında zamanabağlı olarak elde edilen nüfuz derinliği <strong>ve</strong>rilmiştir [1].Yüksek sıcaklıklara çıkıldığında, aynı süreler içindaha fazla sertlik elde edilebilir. Ancak çok uzunişlem sürelerinde sertlikte azalma olur. Örneğin 20saatlik nitrürasyon süresi için 500 0 C’de 0,3 mm’liknitrürasyon derinliğine ulaşılırken 550 0 C’de 0,45mm’lik nitrürasyon derinliğine ulaşılmaktadır. Ancakbu durumda sertlik 100-200 Vickers Sertlik Değerikadar azalır. Daha yüksek sıcaklıklara çıkıldığındasertlik azalması daha fazla <strong>ve</strong> ferritin ostenitedönüşme tehlikesi daha büyüktür.Zaman (saat)807060504030201000 0,2 0,4 0,6 0,8 1Nitrürasyon Derinliği (mm)Şekil 1. Zamana Bağlı Olarak Nitrürasyon DerinliğiGaz, banyo <strong>ve</strong> <strong>iyon</strong> (<strong>plazma</strong>) nitrürasyon olmak üzeredeğişik nitrürasyon teknikleri vardır.Gaz nitrasyon yöntemiyle çok sert nitrür tabakalarıoluşturmak mümkündür. Çok sert nitrürler;alüminyum, titan, molibden, vanadyum <strong>ve</strong> kromla500±10 o C sıcaklıklarda elde edilebilir. Ancak busıcaklıklar difüzyonu olumsuz yönde etkilediğinden,çok derin nüfuz derinliklerine ulaşmak zordur.Difüzyon hızı düşük olduğundan, işlem için gerekensürede oldukça fazladır. Gaz nitrasyonda, azot içerengaz olarak genellikle amonyak (NH 3 ) kullanılır.Parçalar, kontrol atmosferli gaz sızdırmaz fırıniçerisinde 500-520 o C kadar yavaş yavaş ısıtılır.Gerekli işlem süresi sonunda, parça tekrar yavaş yavaşsoğutulur. Nitrasyondan önce, yüzey tabakasındaoksitlenmiş, karbonu azalmış, yağlı bir durumolmamalıdır.Banyo nitrasyon, yüksek miktarda siyanat içerensiyanürlü tuz banyolarında yapılır. Bu ortamda,ÖZDEMİR, ERTEN42
Plazma (<strong>iyon</strong>) Nitrürleme Yöntemi <strong>ve</strong> Malzeme Özellikleri Üzerindeki Etkisiyüksek sıcaklıklarda siyanürden (CN) karbonayrışmasına benzer olarak, düşük sıcaklıklarda azotayrıştırılarak çeliğe <strong>ve</strong>rilir. Banyo nitrasyonun gaznitrasyona göre üstün tarafı, banyo nitrasyonunda 500o C gibi düşük sıcaklıklarda daha yüksek sertliğeulaşılabilmesi <strong>ve</strong> küçük nüfuz derinliklerinde, eşitderinliğe daha kısa sürede ulaşılabilmesidir.Parçaların tuz banyolarına daldırılıp alınması da, gazfırınlarındaki nirtasyona nazaran daha kolaydır.Ayrıca koruyucu kaplama yapılmaksızın, bölgeselolarak kısmi daldırma yapılarak, bölgesel nitrasyonyapılabilir. Ancak dezavantajı, hızlı ısınma nedeniyledaha çok deformasyon tehlikesi oluşma ihtimalininolmasıdır. Hız çeliklerinin dışında, banyo nitrasyonudaha az kullanılır. Daha çok, yüksek aşınmadayanımlı yüzey elde etmek <strong>ve</strong>ya değişken zorlanmahallerinde yüksek sürekli dayanım oluşturmak içintercih edilir. Banyo nitrasyon % 25-50 siyanür <strong>ve</strong> %50 siyanat içeren siyanür banyolarında yapılır. Banyosıcaklığı genellikle 500-580 o C arasındadır. Nitrasyonsüresi, normal olarak 2 saattir. Nitrasyon sonrasıparçalar suda ani olarak soğutulurlar. Büyükgerilmelerin oluşmasını engellemek için 80 o C’yekadar ısıtılmış banyolarda kullanılabilir. Bazıdurumlarda havada soğutma da uygulanabilir. Bunitrasyon yöntemi özellikle aşınmaya karşı dayanımınyüksek olması istenilen yerlerde tercih edilen biryöntemdir.3. PLAZMA (İYON) NİTRÜRLEMEÇeliklerin yüzeylerine azot <strong>ve</strong>rilerek uygulanannitrürasyon işleminde uygulama süresinin çok uzunolması, bu sürenin kısaltılması yönünde araştırmacılarısürekli meşgul etmiştir. Yapılan araştırmalarsonucunda, 1960’lı yıllardan itibaren endüstriyelanlamda kullanım alanı bulan <strong>plazma</strong> nitrürasyon yadadiğer ismiyle <strong>iyon</strong> nitrürleme yöntemi geliştirilmiştir.Plazma nitrürasyon yönteminde azot difüzyonu, metalyüzeyinde <strong>ve</strong> yüzeye çok yakın bölgede termokimyasalreaks<strong>iyon</strong>larla gerçekleştirilir. Azotdifüzyonuyla teşekkül eden nitrürler <strong>ve</strong> <strong>malzeme</strong>ninözelliklerine etkisi, alışılmış diğer nitrürasyonyöntemlerinde olduğu gibidir. Termo-kimyasalreaks<strong>iyon</strong>ların oluşması için gerekli azot, azot gazınınya da azot içeren bir gaz <strong>ve</strong>ya gaz karışımının yüksekgerilimli doğru akım ile <strong>iyon</strong>lara ayrıştırması ile eldeedilmektedir. Bu yöntemde gaz olarak genellikle azotyada amonyak kullanılmaktadır. Nitrür partiküllerininoluşması için gerekli olan aktifleşme enerjisi ise, fırıncidarı ile parça arasında oluşturulan yüksek gerilim ileazot <strong>ve</strong>rilecek parçaya doğru ivmelendirilen <strong>iyon</strong>larınparça yüzeyini bombardımanı sonucunda açığaçıkmaktadır.Şekil 2’de <strong>plazma</strong> nitrürasyon yönteminingerçekleştirildiği sistemin şematik resmi <strong>ve</strong>rilmiştir.Plazma nitrürleme sistemi; vakum fırını, gaz dağıtımsistemi <strong>ve</strong> elektrik güç kaynağı olmak üzere üç anadonanımdan meydana gelmektedir. Güç kaynağınınkapasitesi, nitrürasyon yapılacak yüzey alanınabağlıdır. 400-800 V arasında doğru akım alınabilentransformatörlerde akım yoğunluğu 1 mA/cm 2seviyesindedir. Gaz jeneratöründe üretilen gazdaN 2 /H 2 oranı genellikle % 2 ile % 25 aralığındadeğişmektedir. Vakum pompası 1-10 torr basınçaralığında çalışabilmektedir. Nitrürasyon işlemisırasında yüzeyin sıcaklığı ölçülmektedir.Nitrürasyon yapılacak parçanın yüzeyi yağ <strong>ve</strong>kirlerden temizlendikten sonra, vakum fırınına katot(negatif) olacak şekilde yerleştirilir. Fırın duvarlarıanot (pozitif) görevi yapar. Fırın 0,01 mbar basıncınakadar bir rotasyon pompası ile vakuma alınır. Fırınduvarları ile iş parçası arasında 100-1500 V arasındabir doğru akım uygulandıktan sonra, fırın içerisineazot yada amonyak gazı, fırın basıncı 1-10 mbardüzeyine gelene kadar yavaş yavaş <strong>ve</strong>rilir.Başlangıçta 1000 V değerine kadar yükselen gerilimfarkı, artan gaz miktarı ile azalarak 600-700 Vcivarında istenilen basınç <strong>ve</strong> sıcaklık sağlandığındasabit duruma gelir. Bu sırada, <strong>iyon</strong>laşmış gazın akkorışını, katotik pozisyonda olan iş parçasını tamamensarmış <strong>ve</strong> parıltılı boşalım adı <strong>ve</strong>rilen ayrışmış gaza ait<strong>iyon</strong>ların parça yüzeyine bombardımanı başlamıştır.Bu <strong>iyon</strong> bombardımanı ile iş parçasında mükemmelbir yüzey temizliği sağlanır. Nitrürasyon için gerekliazot difüzyonu ise, difüzyon için gerekli sıcaklığaulaşıldığında başlar.Plazma nitrürasyon uygulanan yüzeylerde elde edilensertlik profili, diğer nitrürasyon yöntemlerine benzer.Ancak gerek yüzeyde gerekse yüzeye yakınbölgelerde, işlem daha düşük sıcaklıklardagerçekleştiği için daha yüksek yüzey sertlikleri eldeedilebilir. Benzer nedenden dolayı, ölçü değişimi <strong>ve</strong>deformasyon en az <strong>iyon</strong> nitrürasyon yöntemindemeydana gelir. Ayrıca nitrürasyon uygulanmışyüzeyde geçiş bölgesinin çok ince olması yorulmadayanımının artmasına katkıda bulunur.Plazma nitrürasyon yönteminin, diğer nitrürasyonyöntemlerine göre sağladığı üstünlükler şöylesıralanabilir:a- Sadece iş parçasının ısıtılması nedeniyleenerji tasarrufu sağlanır <strong>ve</strong> ısıl <strong>ve</strong>rimyüksektir.b- İşlem süresi açısından değerlendirmeyapıldığında; diğer nitrürasyon yöntemlerinegöre aynı sıcaklık <strong>ve</strong> derinlik için işlemsüresi yaklaşık %50-70 daha kısadır.c- İşlem sırasında ölçü değişimi <strong>ve</strong> deformasyonriski minimum düzeydedir.d- Düşük basınçlarda çalışıldığında gaztasarrufu sağlanabilir.e- Sert <strong>ve</strong> daha az kırılgan bir yüzey eldeedildiği için, yüzey bitirme işlemlerine dahaaz gereksinim duyulur.f- Nitrürasyon yapılmak istenilmeyenyüzeylerin mekanik olarak izolasyonumümkündür.ÖZDEMİR, ERTEN43
Plazma (<strong>iyon</strong>) Nitrürleme Yöntemi <strong>ve</strong> Malzeme Özellikleri Üzerindeki EtkisiValfGAZ ARINDIRMARezistansAnotVakum KabıValfDoğru AkımGüç KaynağıKatotDebimetreKARIŞTIRMAHÜCRESİDebimetreTermometreManometreH 2 TüpüN 2 TüpüVAKUMPOMPASIŞekil 2. Plazma Nitrürasyon Tertibatının Şematik Gösterimig- Gaz <strong>ve</strong>ya diğer atıklarla çevreyi kirletmez,insan sağlığı açısından zararlı değildir.h- Otomasyona uyumludur. Sistemdeğişkenlerin kontrol altında tutulmasıkolaydır.i- İş parçası üzerindeki tüm girinti, çıkıntı <strong>ve</strong>delikler üzerinde homojen bir azot difüzyonusağlanabilir.j- Reaks<strong>iyon</strong>un gerçekleştiği fırında hareketliparçalar söz konusu olmadığından fırımbakım masrafları daha düşüktür.k- Nitrürlenecek parçanın büyüklüğü <strong>ve</strong> ağırlığıönemli değildir.Plazma nitrürasyon yönteminin avantajları olmasınarağmen birtakım dezavantajları da mevcuttur. Budezavantajlar şöyle sıralanabilir:a- İlk yatırım maliyetleri yüksektir. Bu nedenlesadece seri üretimde ekonomiktir.b- Nitrürlenecek parçanın hacmine, dolayısıylareaks<strong>iyon</strong> fırının hacmine bağlı olarak 40 kWila 1000 kW arasında enerji gereksinimineihtiyaç vardır.c- Aynı şarjda; sadece aynı boyut <strong>ve</strong> kesittekiparçalara nitrürasyon uygulanabilir.Sertlik (HV)120010008006004002000 1 2 3 4 5 6Alaşım Miktarı (%)AlTiVMoCrNiŞekil 3. Alaşım elementlerinin çeliğin nitrürasyonu sonrası sertliğe etkisiÖZDEMİR, ERTEN44
Plazma (<strong>iyon</strong>) Nitrürleme Yöntemi <strong>ve</strong> Malzeme Özellikleri Üzerindeki Etkisi4. NİTRÜRLENEBİLİRLİKNitrürlenebilirlik; çeliğin azotu absorbe edebilmekabiliyeti <strong>ve</strong> azotun sağladığı sertlik artışı olarak ifadeedilir. Alaşım elementlerinin çeliğin nitrürasyonusonrası sertliğine etkisi şekil 3’de <strong>ve</strong>rilmiştir [2].Yüksek yüzey sertliği istenen nitrürlenecek bir çeliğinbileşimi üzerinde karar <strong>ve</strong>rileceği zaman, seçim,genellikle Al, Cr <strong>ve</strong> Mo gibi nitrür oluşturanelementler üzerinde yapılır. Şekil 3’deki diyagramdanda görüleceği gibi; yüzey sertliği üzerinde en büyüketkiye sahip Al’dur. Bunu sırasıyla Ti, Cr, Mo <strong>ve</strong> Vtakip eder. Ni’in etkisi sade karbonlu çeliklerdeoluşan yüzey sertliği kadardır.Nitrürasyon derinliği Şekil 4’de görüleceği gibi alaşımelementi miktarının artmasıyla azalır [2]. Sertlikartışında en büyük etkiye sahip olan Al <strong>ve</strong> Ti aynızamanda azotun difüzyonuna en fazla geciktirici etkiyigösterir. Bu elementlerin miktarı arttıkça, azotunçeliğin bünyesine alınması zorlaşır. Optimum sertlik<strong>ve</strong> nitrürasyon derinliğinin sağlanması için tavsiyeedilen Al oranı % 1 civarındadır. Karbonun da benzerşekilde azot difüzyonuna karşı kuv<strong>ve</strong>tli bir engelleyiciözelliği vardır. Alaşım elementlerinin difüzyona karşıetki göstermelerinin nedeni, azotla beraber nitrürleroluşturmalarıdır.Nitrürasyon Derinliği (mm)0,60,50,40,30,20 2 4 6Alaşım Miktarı (%)Şekil 4. Alaşım elementlerinin 400 HV sertlikdeğerinde ölçülen nitrürasyon derinliğine etkisi(Nitrürasyon işlemi 520 0 C’de 8 saat süreyleyapılmıştır)Özbaysal <strong>ve</strong> arkadaşları [3] yaptıkları çalışmada diğerçalışmalarda elde edilen sonuçlara benzer olarak;yüzey sertliğinin nitrürleme zamanının bir fonks<strong>iyon</strong>uolduğunu, difüzyon derinliğinin zamanla parabolikolarak arttığını, nitrürlenme kabiliyetinin çeliğinbileşimine bağlı olduğunu, mikroyapıdaki karbürlerinnitrür oluşumunu geciktirdiğini, ancak mekanizmayıAlTiVCretkilemediğini, yüksek alaşımlı çeliklerde nitrojentüketiminin daha fazla olduğunu <strong>ve</strong> karbon miktarınınartmasıyla nitrojenin çelik matrise difüzyonu içingerekli olan aktivasyon enerjisinin arttığınıgöstermişlerdir.Sun <strong>ve</strong> Bell [4]; düşük alaşımlı çeliğinnitrürlenmesiyle ilgili olarak yaptıkları çalışmalarsonucunda yorulma dayanımını nitrür derinliği, çap <strong>ve</strong>arayüzey gerilme değerinin bir fonks<strong>iyon</strong>u olaraktanımlamışlardır.Karamış [5]; <strong>plazma</strong> nitrürlenmiş En40B çeliğininyüksek sıcaklıktaki aşınma davranışını incelemiş, kuru<strong>ve</strong> aşındırıcı içeren yağlama koşullarında aşınmakarekteristiklerini yük, zaman <strong>ve</strong> beyaz tabakakalınlığının fonks<strong>iyon</strong>u olarak tanımlamıştır. Yaptığıçalışma sonucunda; <strong>plazma</strong> nitrürlemeyle aşınmadirencinin arttığını, uzun nitrürleme sürelerininsertleştirilmiş tabaka kalınlığını arttırdığını,mikroyapının oluşturulan sert tabaka üzerinde önemlibir etkiye sahip olduğunu <strong>ve</strong> kalın beyaz tabakanınince beyaz tabakaya göre daha kolay parçalanarakaşınma hızının artmasına neden olduğunu göstermiştir.Karamış <strong>ve</strong> Gerçekçioğlu [6]; <strong>plazma</strong> nitrürlenmişAISI H13 <strong>ve</strong> 722M24 çeliklerinin oda sıcaklığında <strong>ve</strong>yüksek sıcaklıklardaki davranışını <strong>ve</strong> beyaz tabakasoyulmasını incelemişlerdir. Yaptıkları çalışmasonucunda; gevrek olan beyaz tabaka nedeniylebaşlangıçta hızlı bir aşınmanın olduğunu, beyaztabakanın işletme öncesi yapıdan uzaklaştırılmasıyla<strong>ve</strong>ya oluşumunun engellenmesiyle daha iyi aşınmaşartlarının oluşturulabileceğini belirtmişlerdir.Berg <strong>ve</strong> arkadaşları [7]; nitrürleme işlemparametrelerini sistematik olarak değiştirerek 4 farklıçeliği <strong>plazma</strong> nitrürlemişlerdir. Nitrürlemeden sonrabileşim tabakası kalınlığı <strong>ve</strong> difüzyon bölgesinikapsayan mikroyapısal incelemeler yaparak, sertlikderinlik profillerini elde etmişler, sertlik profilindenetkili difüzyon sabiti <strong>ve</strong> buna karşılık gelen aktivasyonentalpilerini bulmuşlardır.Al<strong>ve</strong>s <strong>ve</strong> arkadaşları [8]; karmaşık bir geometriyesahip bir iş parçası üzerinde <strong>plazma</strong> nitrürlenmiştabakaların büyüme davranışını sistematik olarakincelemişlerdir. Yaptıkları çalışma sonucunda;nitrürleme parametrelerinin bir fonks<strong>iyon</strong>u olarakfarklı derinlik <strong>ve</strong> sertlik değerlerini elde etmişler <strong>ve</strong>570 o C’de nitrürleme istisna olmak üzere nitrürlenentabaka kalınlığının numunenin yüksekliği ile arttığınıgöstermişlerdir.Jeong <strong>ve</strong> Kim [9]; <strong>plazma</strong> nitrürlemede tabaka oluşumdavranışı üzerinde işlem parametrelerinin etkisiniincelemişlerdir. Yaptıkları çalışma sonucunda;bileşim tabakası <strong>ve</strong> difüzyon bölgesi kalınlığının gazbasıncıyla birlikte arttığını <strong>ve</strong> düşük basınçlardabileşim tabakasının oluşmadığını belirtmişlerdir.ÖZDEMİR, ERTEN45
Plazma (<strong>iyon</strong>) Nitrürleme Yöntemi <strong>ve</strong> Malzeme Özellikleri Üzerindeki EtkisiÇelik <strong>ve</strong> Karadeniz [10]; AISI 4140 çeliğinin <strong>plazma</strong>nitrürlenmesinde oluşan bileşim tabakasının yapısınıincelemişlerdir. Yaptıkları çalışma sonucunda; enkalın bileşim tabakasının 550 o C’de elde edildiğini,daha yüksek sıcaklıklarda azaldığını, çok yükseksıcaklık <strong>ve</strong> uzun işlem sürelerinde çok ince bir beyaztabaka elde edilebildiğini, ancak bu durumun yüzeysertliğinin azalmasına neden olduğunu belirtmişlerdir.Park <strong>ve</strong> arkadaşları [11]; sinterlenmiş çeliklerin<strong>plazma</strong> nitrürlenmesi sonucunda elde edilen tribolojiközelliklerini <strong>ve</strong> mikroyapılarını incelemişlerdir.Yaptıkları çalışma sonucunda; <strong>plazma</strong> nitrürlemeylesinterlenmiş parçaların aşınma özelliklerininiyileştiğini <strong>ve</strong> sürtünme sırasında adhezyon ileabrazyon aşınması karışımı bir aşınmamekanizmasının etkili olduğunu belirtmişlerdir.Michel <strong>ve</strong> arkadaşları [12]; <strong>plazma</strong> nitrürlememekanizmasını, hirojen etkisini <strong>ve</strong> <strong>plazma</strong>-katıetkileşimini incelemişlerdir. Yapılan çalışmasonucunda; oldukça karmaşık bir yapıya sahip olan<strong>plazma</strong> nitrürlemenin, elektronlarla gaz molekülleriarasındaki elastik çarpışmalar sonucunda oluşanürünlerin kimyasal yapısı, aktivasyon enerjisi <strong>ve</strong>konsantrasyonu ile kontrol edilebileceği gösterilmiştir.Pranevicius <strong>ve</strong> arkadaşları [13]; ostenitik paslanmazçeliklerin <strong>plazma</strong> nitrürlenme mekanizmalarını,nitrojen dağılım profilini <strong>ve</strong> yüzey prüzlülüğünüincelemişlerdir. Yaptıkları çalışma sonucunda;nitrojence zengin değişim tabakası büyümesinintermal difüzyondan daha ziyade yüzeydeki atomlarınyer değişimi ile kontrol edildiğini, <strong>iyon</strong> nitrürlemeninbaşlangıcında yüzey boşlukları nedeniyle prüzlerinarttığını, işlem süresiyle birlikte nitrojen atomlarınınmatris atomlarıyla olan karışımının arttığını <strong>ve</strong>nitrojen derinlik profilinin yüzey şartlarına bağlıolduğunu belirtmişlerdir.Fancey <strong>ve</strong> arkadaşları [14]; çeliğin <strong>plazma</strong>nitrürlenmesinde nitrojene eklenen argon, neon <strong>ve</strong>hidrojenin <strong>plazma</strong> nitrürlemeye etkisiniincelemişlerdir. Yaptıkları çalışma sonucunda; tabakasertliğinin <strong>iyon</strong> tipinden önemli ölçüdeetkilenmediğini, bununla birlikte özellikle pisyüzeylerin nitrürlenmesinde <strong>iyon</strong>ların sputteringoluşturabilecek kütlede olması gerektiğini, kritik birnitrojen yoğunluğunun altında etkili bir nitrürleme içinnitrojen yetersizliğinin söz konusu olduğunu <strong>ve</strong> bukritik değerin üzerindeki nitrojen oranlarında beyaztabakanın oluştuğunu belirtmişlerdir.Lee <strong>ve</strong> Shih [15]; 304 ile 410 paslanmaz çelikleri <strong>ve</strong>4140 düşük alaşımlı çeliğin <strong>plazma</strong> nitrürlenmedavranışını <strong>ve</strong> mikroyapısını incelemişlerdir.Yaptıkları çalışma sonucunda; aşınma hızı <strong>ve</strong>sürtünme katsayısı büyüklük sıralamasınınnitrürlemeden önce 4140>410>304 şeklindeykennitrürlemeden sonra 304>410>4140 şeklindedeğiştiğini göstermişlerdir.Çelik <strong>ve</strong> arkadaşları [16]; değişik çalışma koşullarıaltında AISI 8620 çeliğinin <strong>iyon</strong> nitrürlenmedavranışını incelemişlerdir. Yaptıkları çalışmasonunda; maksimum yüzey sertliğinin 500 o C’de 8saat süreyle nitrürleme için elde edilebildiğini, enbüyük difüzyon tabakası kalınlığının ise 600 o C’de 8saat süreyle nitrürleme için elde edilebildiğini, düşüksıcaklık <strong>ve</strong> kısa işlem sürelerinde bileşim tabakasınınoldukça ince olduğunu, ancak 600 o C’de işlem süresi 4saatten 8 saate çıktığında bileşim tabakası kalınlığınınazaldığını belirtmişlerdir.Alsaran <strong>ve</strong> Çelik [17]; farklı işlem parametrelerialtında AISI 5140 çeliğinin <strong>iyon</strong> nitrürlemesiniyaparak faz kombinasyonu, sertlik profili <strong>ve</strong> tabakakalınlığını incelemişlerdir. Yaptıkları çalışmasonucunda; tabaka kalınlıklarının zaman, sıcaklık <strong>ve</strong>gaz karışım oranıyla arttığını, yüzey sertliğinin büyükölçüde sıcaklığa bağlı olduğunu <strong>ve</strong> maksimum yüzeysertliğinin 450 o C’de 4 saatlik zaman <strong>ve</strong> 0,33’lük gazkarışımıyla elde edilebildiğini belirtmişlerdir.Musil <strong>ve</strong> arkadaşları [18]; dubleks bir kaplamasağlayan yüksek basınçta derin bir katot boşalmaylabirleştirilmiş yeni bir <strong>plazma</strong> nitrürleme yöntemi ilerisürmüşlerdir. Yaptıkları çalışma sonucunda; buyöntemin konvans<strong>iyon</strong>el <strong>plazma</strong> nitrürlemeyöntemlerine göre parça yüzeyinde daha fazla biriyileşme sağlandığını, gaz karışımındaki H 2 varlığınedeniyle işlemin etkinliğinin arttığını <strong>ve</strong> bellişartlarda beyaz tabaka oluşmadığı için özellikle önnitrürleme yapılarak iyi bir adhezyon oluşmasının arzuedildiği uygulamalar için oldukça uygun olduğunubelirtmişlerdir.Alsaran <strong>ve</strong> arkadaşları [19]; sıcaklık, zaman <strong>ve</strong> gazkarışım oranı gibi parametrelerin değişikkombinasyonları ile AISI 5140 düşük alaşımlı çeliği<strong>iyon</strong> nitrürlemişler <strong>ve</strong> optimum çalışma şartlarınıaraştırmışlardır. Yaptıkları çalışma sonucunda; yüzeysertliğinin maksimum olması için en etkinparametrenin işlem sıcaklığı olduğunu, beyaz tabakakalınlığını minimum yapan parametrenin de işlemsıcaklığı olduğunu <strong>ve</strong> difüzyon tabakası kalınlığı içinen etkin parametrenin işlem süresi olduğunubelirtmişlerdir.Metin <strong>ve</strong> İnal [20]; <strong>plazma</strong> nitrürleme sırasında oluşandemir nitrürlerin oluşma <strong>ve</strong> büyüme kinetiğiniincelemişlerdir. Yaptıkları çalışma sonucunda; herzaman <strong>plazma</strong> nitrürlemenin başlangıcında demirnitrürlerin oluştuğunu, bunların artan işlem süresiyleγ’ fazına dönüştüğünü, tane büyüklüğünün küçükolması nedeniyle yüksek bir konsantrasyon eğilimininsöz konusu olduğunu, nitrür tabakası kalınlığınınbüyümesinin zamana göre parabolik olduğunu <strong>ve</strong> safÖZDEMİR, ERTEN46
Plazma (<strong>iyon</strong>) Nitrürleme Yöntemi <strong>ve</strong> Malzeme Özellikleri Üzerindeki Etkisinitrojene kıyasla nitrojen-hidrojen karışımında dahaderin bir tabakanın elde edilebildiğini belirtmişlerdir.Çelik <strong>ve</strong> arkadaşları [21]; AISI 8620 çeliğini farklı gazkarışım oranlarında nitrürleyerek gaz karışım oranınınsertlik, difüzyon tabakası <strong>ve</strong> beyaz tabaka üzerindekietkisini incelemişlerdir. Yaptıkları çalışmasonucunda; gaz karışımındaki hidrojenin artmasıylayüzey sertliği <strong>ve</strong> difüzyonun arttığını <strong>ve</strong> beyaz tabakakalınlığının azaldığını, gaz karışımına argon ila<strong>ve</strong>sininsertlik artışında sınırlı bir etki yaptığını <strong>ve</strong> beyaztabaka kalınlığının azalmasında hidrojenden daha azbir etkiye sahip olduğunu, ancak hidrojen gazınınmaliyeti <strong>ve</strong> taşınması dikkate alındığında azotlabirlikte argon gazının kullanılabileceğinibelirtmişlerdir.5.SONUÇ1960’lı yıllardan itibaren uygulama alanı bulan<strong>plazma</strong> nitrürleme, diğer yüzey sertleştirmeyöntemlerine göre nisbeten yeni bir yöntem olmaklabirlikte günümüze pek çok alanda uygulanmaktadır.Bunun temel nedeni diğer yüzey sertleştirmeyöntemlerine göre sağlamış olduğu üstünlüklerdir. Buüstünlükler içinde en önemlileri kuşkusuz sadece işparçasının ısıtılması <strong>ve</strong> aynı yüzey sertliği için işlemsüresinin daha kısa olması nedeniyle sağlanan enerjitasarrufudur. Bunun yanısıra; işlem sırasında ölçüdeğişimi <strong>ve</strong> deformasyon riskinin minimum düzeydeolması, düşük basınçlarda çalışıldığından gaztasarrufunun maksimum düzeyde olması, nitrürasyonyapılması istenilmeyen yani sertleşmesi istenilmeyenyüzeylerin mekanik olarak izolasyonunun mümkünolması, gaz <strong>ve</strong>ya diğer atıklarla çevreyi kirletmemesi,insan sağlığı açısından zararlı olmaması, otomasyonauyumlu olması, iş parçası üzerindeki tüm girinti,çıkıntı <strong>ve</strong> delikler üzerinde homojen bir azotdifüzyonunun sağlanabilmesi, nitrürlenecek parçanınbüyüklüğü <strong>ve</strong> ağırlığının önemli olmaması da buyöntemin sağlamış olduğu diğer avantajlardır. Buüstünlüklerin yanısıra <strong>iyon</strong> nitrürlemenin de bir takımdezavantajları mevcuttur. Bunlar; nitrürlemesisteminin kurulabilmesi için ilk yatırım masraflarınınyüksek olması, nitrürleme kamarasında aynı andasadece aynı boyut <strong>ve</strong> kesitteki parçalarınnitrürlenebilmesi <strong>ve</strong> nitrürlenecek parçanın dolayısıylareaks<strong>iyon</strong> fırınının hacmine bağlı olarak yüksek enerjigereksinimlerine ihtiyaç duyulabilmesidir. Budezavantajların ortadan kaldırılması <strong>ve</strong>ya minimumaindirilmesi durumunda <strong>iyon</strong> nitrürlemeuygulamalarının artacağı <strong>ve</strong> diğer yüzey sertleştirmeyöntemlerine nazaran daha geniş uygulama alanıbulacağı şüphesizdir.KAYNAKLAR[1] Thelning K.E., “Steel and Heat Treating” MarcelDecler Inc., New York, 260-320, 1994.[2] Menthe, E., Rie K.T., Schultze J.W., SimsonS.,“Structure and properties of plasma-nitridedstainless steel” Surface and Coating Technology, 74-75, 412-416, 1995.[3] Özbaysal, K., İnal O.T., Romig A.D., “Ionnitridingbehaviour of se<strong>ve</strong>ral tool steels”, MaterialsScience and Engineering, A-78, 179-191, 1986.[4] Sun,Y. Bell, T., “Plasma surface engineering oflow alloy steels”, Materials Science and Engineering,A-140, 419-434, 1991.[5] Karamış, M.B., “An in<strong>ve</strong>stigation of the propertiesand wear behavior of plasma-nitrided hot workingsteel (H13)” Wear, 150, 331-342, 1991.[6] Karamış, M.B., Gerçekçioğlu, E., “Wearbehaviour of plasma nitrided steels at ambient andelevated temperatures”, Wear, 243, 76-84, 200.[7] Berg, M., Budtz-Jorgensen,C.V., Schweitz K.O.,“On plasma nitriding of steels”, Surface and CoatingTechnology, 124, 25-31, 2000.[8] Al<strong>ve</strong>s, C., Silva, E.F., Martinelli A.E., “Effect ofworkpiece geometry on the uniformity of nitridedlayers”, Surface and Coating Technology, 139, 1-5,2001.[9] Jeong, B.Y., Kim, M., “Effect of the processparameters on the layer formation behavior of plasmanitrided steels”, Surface and Coating Technology,141, 182-186, 2001.[10] Çelik, A., Karadeniz S., “In<strong>ve</strong>stigation ofcompound layer formed during ion nitriding of AISI4140 Steel”, Surface and Coatings Technology, 80,283-286, 1996.[11] Park, J.S., Lee, S.Z., Kim, J.H., Lee K.N.,“Tribological characteristics of ion nitrided sinteredsteels”, Surface and Coatings Technology, 114, 169-173, 1999.[12] Michel, H., Czerwiec, T., Gantois, M., Ablitzer,D., Ricard A., “Progress in the analysis of themechanisms of ion nitriding”, Surface and CoatingsTechnology, 72, 103-111, 1995.[13] Pranevicius, L., Templier, C., Meheust, J.P., “Onthe mechanism of ion nitriding of an austeniticstainless steel”, Surface and Coatings Technology,135, 250-257, 2001.[14] Fancey, K.S., Leyland, A., Egerton, D., Torres,D., Matthews A., “The influence of process gascharacteristics on the properties of plasma nitridedsteel”, Surface and Coatings Technology, 76-77, 694-699, 1995.[15] Lee, C.K., Shih, H.C., “Structure and corrosi<strong>ve</strong>wear resistans of plasma nitrided alloy steels”,Corrosion, 50, 848-856, 1994.[16] Çelik A., Efeoğlu İ., Alsaran A., “İyon nitrürlemeişleminden sonra ısıl işlemin iç yapıya etkisininaraştırılması”, Bilim Günleri Sempozyumu-Denizli,150-156, 1999.[17] Alsaran, A., Çelik, A., “Structuralcharacterization of ion nitrided AISI 5140 low alloysteel”, Materials Characterization, 35, 234-239, 1998.[18] Musil, J., Vlcek, J., Ruzicka M., “Recent progressin plasma nitriding”, Vacuum, 59, 940-951, 2000.[19] Alsaran, A., Çelik, A., Çelik, C. Efeoğlu, İ.,“İyon nitrürasyon ile yüzey sertleştirme işlemindeÖZDEMİR, ERTEN47
Plazma (<strong>iyon</strong>) Nitrürleme Yöntemi <strong>ve</strong> Malzeme Özellikleri Üzerindeki Etkisioptimum çalışma şartlarının belirlenmesi”, 9.ncuUluslararası Makina Tasarım <strong>ve</strong> İmalat Kongresi,ODTÜ, 2000.[20] Metin, E., İnal, O.T., “Formation and growth ofiron nitrides during ion-nitriding”, Journal ofMaterials Science, 22, 2783-2788, 1987.[21] Çelik, A., Efeoğlu, İ., Sakar G., “Microstructureand structural behavior of ion-nitrided AISI 8620Steel”, Materials Characterization, 46, 39-44, 2001.ÖZGEÇMİŞLERUfuk ÖZDEMİR28 Eylül 1972 tarihinde İstanbulda doğdu. İlk, orta <strong>ve</strong> lise öğrenimini İstanbul’da tamamladıktan sonra, 1993yılında İstanbul Teknik Üni<strong>ve</strong>rsitesi Makina Mühendisliği bölümünden mezun oldu. 1998 yılında aynıüni<strong>ve</strong>rsitede yüksek lisans eğitimini tamamladı. 1994 yılından itibaren muvazzaf subay olarak <strong>Hava</strong> <strong>Harp</strong> <strong>Okulu</strong>Dekanlığında görev yapmakta olup, İstanbul Teknik Üni<strong>ve</strong>rsitesi Makina Mühendisliği bölümünde doktoraçalışmalarına devam etmektedir. İlgilendiği konular CAD-CAM, Talaşlı İmalat <strong>ve</strong> Makina Elemanlarıdır.Muzaffer ERTENMuzaffer ERTEN 1946 yılında Siirt’te doğdu. İ.T.Ü. Makina Fakültesinden Yüksek Makina Mühendisi olarakmezun oldu. Doktorasını bitirdikten sonra 1994 yılında İ.T.Ü. Makina Fakültesinde yardımcı doçent kadrosunaatandı. İngilizce bilmektedir. Evlidir <strong>ve</strong> iki çocuğu vardır. İlgi alanları; makina elemanları, CAD-CAM, CNCtezgahlar, talaşlı imalat, takım tezgahları, hızlı prototip imalatı, gü<strong>ve</strong>nilirlik, imalat <strong>ve</strong> kalite kontrol <strong>ve</strong> toplamkalite yönetimidir.ÖZDEMİR, ERTEN48













